ю
vj
ОС СП
Изобретение относится к металлургии, металлообработке и преобразовательной технике.
Цель изобретения - повьшение каче ства деталей и эффективности работы поточной автоматической линии за сче снижения удельного расхода электроэнергии.
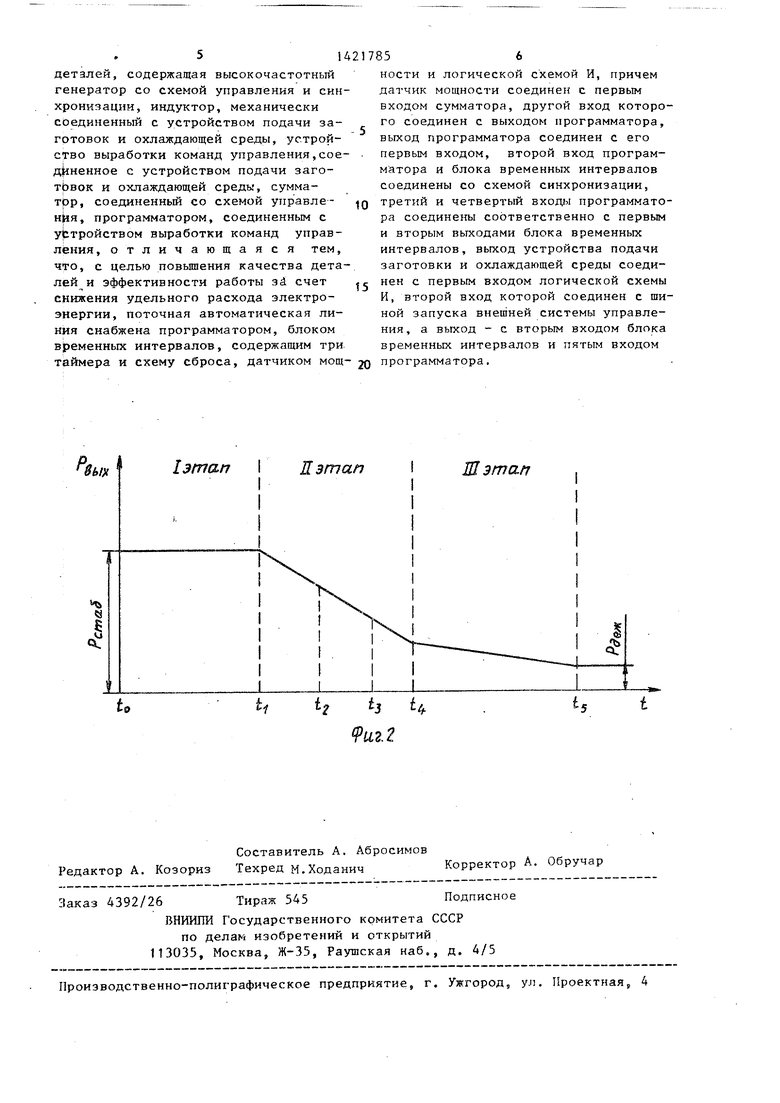
На фиг. 1 представлена блок-схема поточной автоматической линии для управляемого индукционного нагрева; на фиг. 2 график зависимости потребляемой мощности от времени.
Поточная автоматическая линия содержит генератор 1 частоты с системой 2 управления, схемой 3 синхронизации, датчик 4 мощности, который может быть связан как с высокочастотным генератором, так и с индуктором 5, механически связанным с устройством 6 подачи заготовок и охлаждающей средь, управляемьм блоком 7 выработк команд управления, блок 8 программатора, состоящей из дву х управляемых делителей 9 и 10 частоты,электронных ключей 11 и 12, вычитающего счетчика 13, цифроаналогового преобразователя 1А и компаратора 15.
Кроме того, поточная автоматичес- кая линия содержит блок 16 временных интервалов, состоящий из трех последовательно включенных таймеров 17-19 .и схемы 20 сброса, а также сумматор 21 и логическуто схему И 22. Поточная автоматическая линия запускается внешней системой 23 управления, в функции которой входит подача запус кающих импульсов в блоки 8 и 16 программатора и временных интервалов пр работе автоматической поточной линии Б составе технологического комплекса В случае автономной работы поточной линии импульсы запуска могут пода- - ваться оператором.
Поточная автоматическая линия работает следующим образом.
В исходном состоянии, до начала работы автоматической линии, необходимо произвести установку временньп: интервалов в блоке 16 временных интервалов, установить желаемый уровен стабилизации выходной мощности высокочастотного генератора 1 в блоке цифроаналогового преобразователя- 14 путем установки его опорного напряжения и выставить дежурньш уровег.ь мощности в блоке аналогового компаратора 15.
Q
5 0 5
О Q 5
5
При подаче питающего напряжения схема 20 сброса формирует импульс сброса таймеров 17-19, подготавливая их к работе. В исходном состоянии до начала работы линии заготовки в индуктор 5 не поступают, и отсутствие информации с устройства 6 подачи заготовок логической схемой И 22 блокирует импульс запуска , который формируется внещней системой 23. После установления заготовки в индуктор 5 устройство 6 подачи заготовок и охлаждающей среды разрешает запуск автоматической поточной линии. При поступлении импульса запуска запускается таймер 17 и одновременно происходит запись параллельного цифрового кода, все разряды которого содержат логическую 1, в вычитающий счетчик 13. При этом на выходе цифроаналогового преобразователя 14 устанав- .ливается уровень напряжения, равный опорному,, а следовательно, и равный уровню стабилизации выходной мощности высокочастотного генератора 1. Сигнал-программа с выхода цифроаналогового преобразователя поступает на вход сумматора 21. Последний вырабатывает сигнал рассогласования с программой , который поступает на управляющий вход системы 2 управления генератором, и высокочастотный генератор 1 быстро набирает мощность. Процесс нарастания мощности на выходе высокочастотного генератора 1 происходит до тех пор, пока напряжение на выходе датчика мощности не достигнет заданного опорным напряжением преобразователя 14 уровня.
Система авторегулирования начинает отслеживать сигнал-программу, заданную блоком 8 программатора, работа которого корректируется блоком 16 временных интервалов. Одновременно, сигнал-программа.с выхода блока 8 программатора поступает на вход блока 7 выработки команд управления, который, в свою очередь, подает команду заготовки устройством 6 подачи заготовки в индуктор 5. Начинается первый этап работы поточной линии (фиг. 2). На этом этапе происходит нагрев заготовки до необходимой температуры, которая может регулироваться оператором в широком диапазоне путем установки различных уровней выходной мощности высокочастотного генератора I в цпфроаналоговом преобра3tA
зователе 14 и изменением выдержек времени в таймере 17, который определяет время нагрева заготовки. Варьируя уровень выходной мощности и время нагрева заготовки, можно получить различные технологические эффекты. Например, при высоком уровне выходной мощности и малом времени нагрева заготовки можно получить поверхностный разогрев заготовки при неизменной структуре внутренней за- готовки и, наоборот, при малой выходной мощности и длительном нагреве можно полностью прогреть даже массивную заготовку.
По окончании первого этапа (фиг.2), определяемого таймером 17 блока 16 временных интервалов, таймер 17 возвращается в исходное состояние, а таймер 18 запускается, при этом сигнал с его выхода поступает на вход электронного ключа 11, открьшая его. При этом синхроимпульсы с выхода синхронизатора 3 через управляемьй делитель 9 частоты поступают на счетный вход вычитающего счетчика 13, который начинает последовательно уменьшать свое состояние. Убывающий цифровой код поступает на цифроаналоговый преобразователь 14 и вызывает снижение напряжения на его выходе. При этом система авторегулирования, отслеживая сигналгпро грамму с выхода цифроаналогового преобразователя 14, начинает умень- щать выходную мощность высокочастотного генератора 1, происходит постепенное охлаждение заготовки tf индукторе 5. Начинается второй этап работы. На этом этапе происходит охлаждение заготовки, а также по команде блока 7 выработки команд - подача охлаждающей воды и устройством 6 подачи заготовки и охлаждающей среды - защитного газа в индуктор 5.
Управляемый делитель частоты необходим для того, чтобы согласно требованиям технологии установить требуемую скорость снижения выходной мощности генератора 1. На этом этапе технологический процесс может быть остановлен. Однако для некоторых технологических процессов необходим излом кривой охлаждения заготовки в идукторе 5 (фиг. 2). Для этого вводят третий этап работы поточной автоматической линии. По окончании второго этапа работы таймер 18 возвращается
5
в исходное состояние, запуская таймер 19, выключается электронный ключ 11 и включается электронный ключ 12. Теперь синхроимпульсы начинают проходить через управляемый делитель 10 частоты, коэффициент деления которого может быть установлен отличным от коэффициента деления управляемого делителя 9. Этим добиваются необходимого изменения скорости снижения выходной мощности высокочастотного генератора 1, в остальном процесс в автоматической поточной линии аналогичен описанно 4у на втором этапе работы.
При снижении уровня выходной мощности до порога, дежурной мощности срабатьгоает компаратор 15, замораживая состояние вычитающего счетчика
13 на текущем уровне до следующего цикла работы. Это необходимо для того, чтобы исключить многократные пуски-остановы высокочастотного генератора 1, что существенно продлевает
срок его службы.
Одновременно при достижении выходной мощностью порога дежурной мощности блок 7 выработки команд управления подает команду на выброс заготовки
из индуктора 5 и установку новой заготовки. На этом заканчивается полньтй цикл работы поточной автоматической линии, после чего она находится в режиме ожидания импульса запуска из
внешней системы 23. Затем все процессы повторяются аналогично описанным. Таким образом, автоматическая поточная линия для индукционного нагрева позволяет получить высокую
повторяемость технологического процесса за счет повьшения стабильности выдержек временных интервалов и исключения влияния параметров комму- тирующего контура на стабильность
технологического процесса. Кроме того , автоматическая поточная линия полностью исключает переходные про-, цессы в системе авторегулирования и высокочастотном генераторе, что ведет к увеличению срока службы всего оборудования и повьщ1ает надежность работы автоматической линии, что приводит к увеличению вьтуска годных деталей за счет снижения брака на 10%.
Формула изобретения
Поточная автоматическая линия для управляемого индукционного нагрева
деталей, содержащая высокочастотный генератор со схемой управления и синхронизации, индуктор, механически соединенный с устройством подачи заготовок и охлаждающей среды, устройство выработки команд управления,соединенное с устройством подачи заго- тЬвок и охлаждающей среды, сумматор, соединенный со схемой управления, программатором, соединенным с у|гтройством выработки команд управления, отличающаяся тем, что, с целью повышения качества деталей и эффективности работы 3d счет снижения удельного расхода электроэнергии, поточная автоматическая линия снабжена программатором, блоком Беременных интервалов, содержащим три
5
нести и логической схемой И, причем датчик мощности соединен с первым входом сумматора, другой вход которого соединен с выходом программатора, выход программатора соединен с его первым входом, второй вход программатора и блока временных интервалов соединены со схемой синхронизации, третий и четвертый входы программатора соединены соответственно с первым и вторым выходами блока временных интервалов, выход устройства подачи заготовки и охлаждающей среды соединен с первым входом логической схемы И, второй вход которой соединен с шиной запуска внешней системы управления, а выход - с вторым входом блока временных интервалов и пятым входом
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная автоматическая линия для управляемого индукционного нагрева деталей | 1978 |
|
SU881138A1 |
| Индукционная установка для нагрева слитков | 1981 |
|
SU982208A1 |
| Индукционная нагревательная установка | 1982 |
|
SU1031006A1 |
| Радиометр | 1983 |
|
SU1124232A1 |
| Устройство для регулирования температуры | 1981 |
|
SU980076A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РАКЕТНЫМ ДВИГАТЕЛЕМ | 2014 |
|
RU2564154C1 |
| Система автоматического управления подогревом движущихся труб | 1988 |
|
SU1520119A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2167502C1 |
| ИМПУЛЬСНЫЙ РАДИОВЫСОТОМЕР | 2004 |
|
RU2258943C1 |
Изобретение относится к металлургии и предназначено для управления индукционным нагревом. Цель - повышение качества деталей и эффект тивности работы поточной автомати- ческой линии за счет снижения удельного расхода электроэнергии. Сущность изобретения заключается в том, что блок 16 временных интервалов в про- цессе индукционного нагрева изменяет программу блока 8 программатора величины подводимой к индуктору 5 мощности. 2 ил. 
таймера и схему сброса, датчиком мощ- JQ программатора.
Шэтап
| Конный канатный привод с приспособлением, устраняющим скольжение каната | 1917 |
|
SU881A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
