В ОСНОВНОМ авт. св. № 81570 .описан способ проекционного контроля изделий в массовом производстве посредством оптического проектирования контура изделия в выбранном масштабе на контрольный экран.
Проектор для осуществления этого способа снабжен отражающим и контрольным экранами. С целью проектирования на контрольный экран отдельных световых пятен, ограничивающих контур изделия в выбранных противрполонгных точках, отражающий экран выполнен из отдельных зеркальных пластинок, размещенных в соответствии с формой и размерами контрольного изделия.
Описываемым изобретением совершенствуется способ проекционного контроля линейных размеров крупных изделий в массовом производстве.
Для осуществления контроля на экран проектируются отдельные участки, ограничивающие контур изделия в промеряемых сечениях с одной стороны, а противоположные точки с другой стороны контура изделия используют в качестве жесткой базы измерения контролируемого размера.
Чтобы обеспечить контроль каждого размера независимо от остальных, прибор выполнен из отдельных оптических головок, подвижных в направлении измерения. Каждая оптическая головка снабжена жестким упором, предназначенным для установки головки по поверхности изделия, ограничивающей с одной стороны контролируемый размер. Для прижима упора головок к базовым поверхностям контролируемых размеров изделия при перемещении головок, последние установлены на двух параллельных плоских пружинах, жестко закрепленных в основании прибора.
В качестве проекционного объектива применено сферическое или цилиндрическое зеркало.
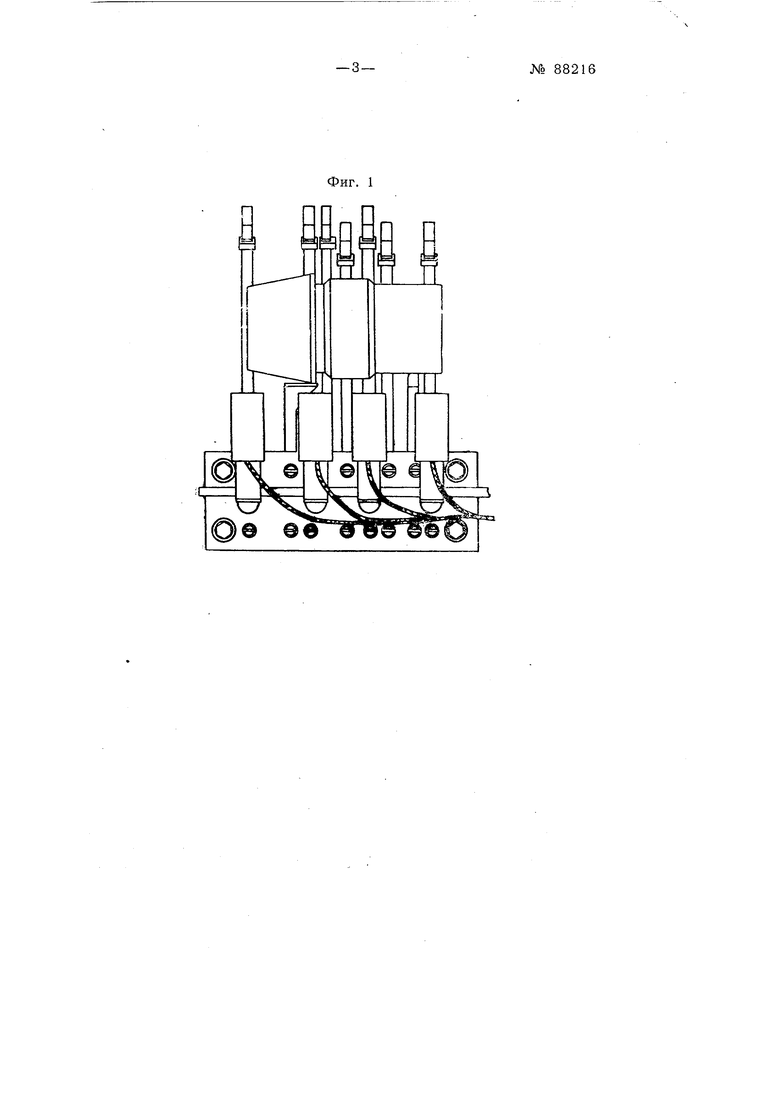
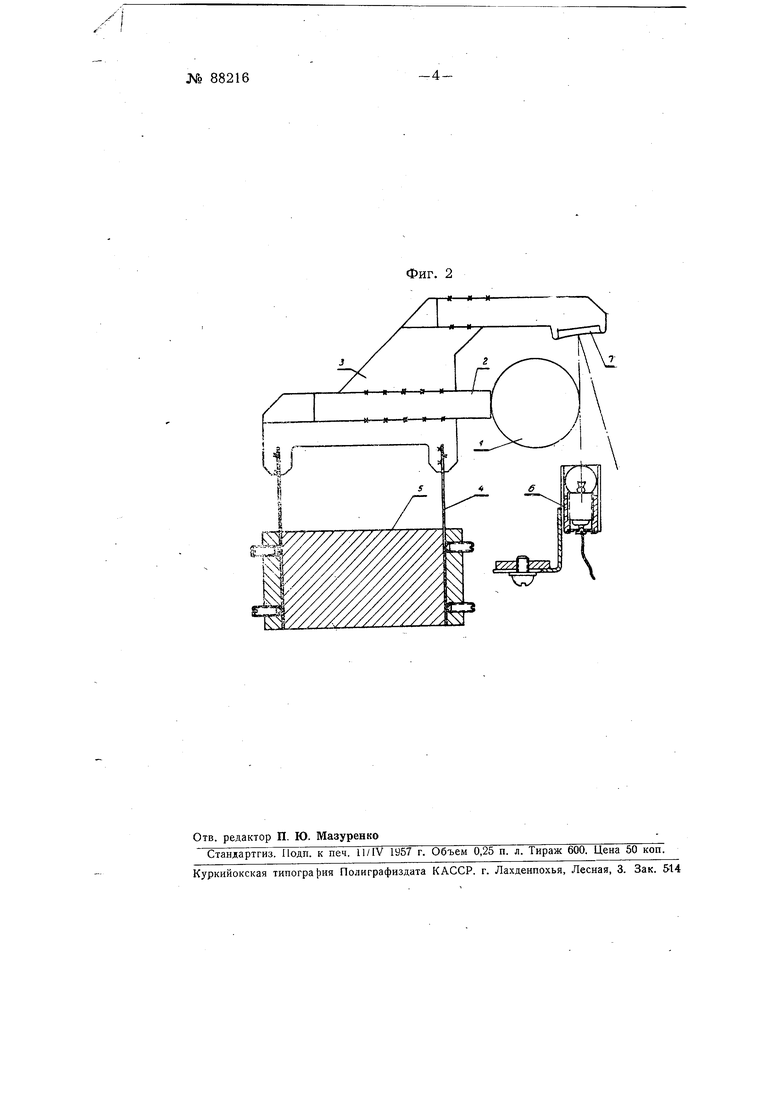
Фиг. 1 и 2 поясняют осуществление предлагаемого способа.
Отдельные участки контура изделия / в промеряемых сечениях
проектируются на экран-, а противоположные точки, с другой стороны контура изделия, используются в качестве базы измерения. Для установки оптической головки по поверхности изделия имеется упор 2, прижим которого к базовой поверхности изделия осуществляется тем, что корпус 3 оптических головок крепится на двух параллельных плоских пружинах 4 жестко закрепленных в основании прибора 5. Благодаря этому проекционный прибор самостоятельно центрируется по изделию. Небольшое смещение изделия в вертикальном направлении на точность измерения влияния не оказывает.
Освещение лампой 6 может быть индивидуальным для Каждой оптической головки.
В качестве объектива, служащего для построения на экране увеличенного участка контура изделия применено сферическое зеркало 7 (или цилиндрическое зеркало - для получения одностороннего увеличения).
Предмет изобретения
1. Способ проекционного контроля линейных размеров изделий в массовом производстве по основному авт. св. № 81570, отличающийся тем, что, с целью осуществления контроля крупных изделий, на экран проектируются отдельные участки, ограничивающие контур изделия в
промеряемых сечениях с одной стороны, а противоположные точки с другой стороны контура изделия используют в качестве жесткой базы измерения контролируемого размера.
2.Проекционный прибор для осуществления по п. 1, отличающийся тем, что, с целью обеспечения независимого контроля каждого размера, прибор выполнен из отдельных оптических головок, подвижных в направлении измерения.
3.Форма выполнения проекционного прибора по п. 2, отличающаяся тем, что каждая оптическая головка снабжена жестким упором, предназначенным для установки головки по поверхности изделия, ограничивающей с одной стороны контролируемый размер.
4.Форма выполнения проекционного прибора по п.п. 2 и 3, отличающаяся тем, что, с целью осуществления прижима упора головок к базбвым поверхностям контролируемых размеров изделия при перемещении головок, последние установлены на двух параллельных плоских пружинах, жестко закрепленных в основании прибора.
5.Форма выполнения проекционного прибора по п. 2, отличающаяся тем, что, с целью упрощения оптической части прибора, в качестве проекционного объектива применено сферическое или цилиндрическое зеркало.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки по линейным размерам однотипных изделий | 1953 |
|
SU116421A1 |
| ПРОЕКЦИОННЫЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВДЕТАЛЕЙ | 1966 |
|
SU177658A1 |
| Устройство для измерения контура поперечного сечения объекта | 1986 |
|
SU1409861A1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| Прибор для контроля профилей лопаток турбомашин и поверхностей других подобных изделий | 1954 |
|
SU115734A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| Устройство для контроля микросхем | 1980 |
|
SU866583A1 |
| Контрольное устройство | 1949 |
|
SU84524A1 |
| СПОСОБ ИНТЕРФЕРОМЕТРИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2263279C2 |
| Проектор для измерения параметров сечения кристаллов | 1975 |
|
SU550527A1 |