(54) СПОСОБ ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА К УПАКОВОЧНЫМ МАШИНАМ
1
Изобретение относится к автоматизации производственных процессов и предназначено для использования в машиностроительной, приборостроительной, легкой, пищевой, радиотехнической и других отраслях промышленности, где надо подавать ленточный материал к упаковочным машинам.
Известен способ подачи ленточного материала к упаковочным машинам, предусматривающий поперечное изгибание участка ленты и поочередное фиксирование концов изогнутого участка ленты 1.
Однако в этом способе шаговое перемещение ленточного материала осуществляется в две фазы. При первой фазе изгибают материал от нейтрального положения, при второй фазе первоначально изогнутый ленточный материал выпрямляют. Производительность подачи материала определяется суммой затрат времени на осуществление этих двух фаз.Быстродействие первой фазы сЯ-раничивается прочностью подаваемого материала и является физическим пределом.Вторая фаза может осуществляться как в результате самопроизвольного выпрямления (силами упругости) ленточного материала.
так и дополнительным поперечным воздействием на изогнутый участок ленточного материала. Быстродействие второй фазы определяется жесткостью подаваемого ленточного материала, причем при наличии допол. нительного поперечного воздействия вторую фазу можно осуществить несколько быстрее, однако стремление повысить скорость прикладываемого поперечного воздействия ограничено потерей динамической устойчивости изогнутого ленточногс материала, to при которой образуется седловина в точке приложения дополнительного поперечного воздействия.
Поэтому этот способ не обеспечивает высокопроизводительную подачу ленточного материала на рабочую позицию.
Цель изобретения - повышение скорости подачи ленты путем обеспечения более быстрого возврата изогнутого участка ленты в нейтральное положение.
Для достижения поставленной цели в способе пйдачи ленточного материала к упаковочным машинам, предусматривающем поперечное изгибание участка ленты и поочередиое фихсирование концов изогнутого
участка ленты, в процессе возврата изогнутого участка ленты в нейтральное положение в нем возбуждают нродольные колебания.
Причем, продольные колебания можно возбуждать-в виде бигармонических колебаний. Другим вариантом может являться то, что продольные колебания возбуждают в виде бегущей волны в направлении подачи ленты. Дополнительно можно возбуждать продольные бегущие волны в участке ленты при его поперечном изгибе.
Кроме того, продольные бегущие волны в процессе изгибания участка ленты возбуждают синхронно с продольными бегуидими волнами, возбуждаемыми в изогнутом участке ленты. .
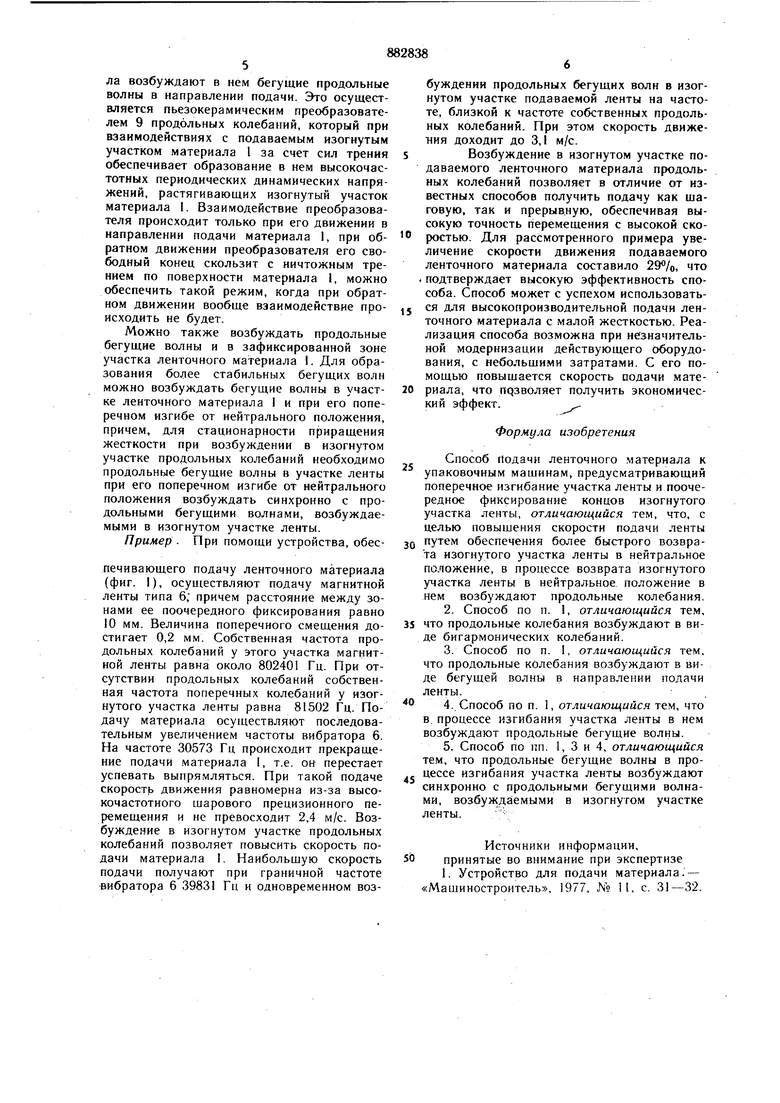
На фиг. 1 изображено устройство, обеспечивающее подачу ленточного материала по предлагаемому способу, общий вид, (позволяет гаолучить в изогнутом участке ленточного материала продольные колебания); на фиг. 2 - другой вариант узла поперечного изгиба, который позволяет возбудить в участке ленточного материала бегущие волны.
Устройство для подачи ленточного материала I, содержит два прижима 2 и 3 для поочередного фиксирования к направляющим 4 от продольного смещения двух зон его участка. Прижимы 2 и 3 выполнены в виде Етодпружиненных пластин, установленных под углом к направлению подачи материала 1 в одну сторону.
В средней части участка ленточного материала 1 установлен узел периодического изгиба, выпо.лиен11ый з виде направляющей каретки 5, соединенной с вибратором 6. Внутри каретки 5 установлены пьезокерамические преобразователи 7 и 8 продольных колебаний, образующие рабочую поверхность каретки 5. Торцы пьезоэлементов подк., ючены к высокочастотному генератору (не показан). Взаимодействуя с подаваемым ленточным материалом I, пьезоэлементы возбуждают в нем продольные колебания. В другом варианте узла периодического поперечного изгиба (фиг. 2) внутри каретки 5 установлен консольно закрепленный пьезокерамический преобразователь 9 продольных колебаний, взаимодействующий свободным концом с подаваемым ленточным материалом I. Благодаря тому, что он установлен под углом к направлению подачи ленточного материала , при его колебаниях по сигналам от генератора высокочастотных колебаний, подключенного к его поверхности (не показан), в материале 1 возбуждаются бегущие волны.
Способ осуществляют следующим образом.
Вибратор 6, воздействуя на каретку 5,
осуществляет поперечный изгиб материала
, 1 от нейтрального положения. При этом
прижим 3 препятствует продольному перемещению ленточного материала I и последний получает продольное перемещение только со стороны прижима 2 в направлении слева-направо. Затем каретка 5 начинает движение в обратном направлении. Одновременно с движением каретки 5 запитываются пьезокерамические преобразователи 7 и 8 продольных колебаний, и один из них, взаимодействующий с ленточным материалом (зависит от направления перемещения каретки 5 от исходного положения - вверх
или вниз) возбуждает посредством трения в изогнутом участке материала 1 высокочастотные продольные колебания. Эти продольные колебания могут возбуждаться в подаваемом материале только при достижении
кареткой 5 крайнего положения.
Затем каретка 5 возвращается в нейтральное (исходное положение). При этом происходит выпрямление изогнутого участка подаваемого ленточного материала 1, который при этом возвращается в нейтральное положение. Каретка 5 при возврате материала I посредством пьезоэлемента возбуждает в этом материале продольные колебания, которые повыщают жесткость материала и тем самым способствуют более быстрому его возврату в нейтральное положение. Наиболее эффективно возбуждать в изогнутом участке продольные колебания, близкие по величине к его собственным продольным колебаниям, которые по крайней мере на порядок выще собственных поперечных колебаний изгибаемого участка материала 1.
При самопроизвольном выпрямлении изогнутого участка ленточного материала, когда в его средней части не происходит взаимодействие с кареткой, возбуждение
продольных колебаний в изогнутом участке может производиться, например, парой опора направляющая 4 и прижим 2 на зафиксированную зону материала , или дополнительным элементом возбуждения, взаимодействующим также в зафиксированной зоне с материалом 1. При этом также повыщается жесткость изогнутого участка материала I, что способствует его блоее быстрому возврату в нейтральное положение.
Более эффективно можно повысить жесткость изогнутого участка ленточного материала 1, если возбуждать в нем продольные бигармонические колебания, при этом существенно уменьшаются вредные явления, обусловленные фазой продольных колебаний, при которой происходит сжатие изогнутого участка ленточного материала и наиболее эффективно используется фаза продольных колебаний, при которой происходит растяжение изогнутого участка материала 1..
Для .полного исключения вредных явлений от периодического сжатия изогнутого участка подаваемого ленточного материала возбуждают в нем бегущие продольные волны в направлении подачи. Это осуществляется пьезокерамическим преобразователем 9 продольных колебаний, который при взаимодействиях с подаваемым изогнутым участком материала 1 за счет сил трения обеспечивает образование в нем высокочастотных периодических динамических напряжений, растягивающих изогнутый участок материала I. Взаимодействие преобразователя происходит только при его движении в направлении подачи материала I, при обратном движении преобразователя его свободный конец скользит с ничтожным трением по поверхности материала 1, можно обеспечить такой режим, когда при обратном движении вообще взаимодействие происходить не будет.
Можно также возбуждать продольные бегущие волны и в зафиксированной зоне участка ленточного материала . Для образования более стабильных бегущих волн можно возбуждать бегущие волны в участке ленточного материала 1 и при его поперечном изгибе от нейтрального положения, причем, для стационарности приращения жесткости при возбуждении в изогнутом участке продольных колебаний необходимо продольные бегущие волны в участке ленты при его поперечном изгибе от нейтрального положения возбуждать синхронно с продольными бегущими волнами, возбуждаемыми в изогнутом участке ленты.
Пример . При помощи устройства, обеспечивающего подачу ленточного материала (фиг. I), осуществляют подачу магнитной ленты типа 6; причем расстояние между зонами ее поочередного фиксирования равно 10 мм. Величина поперечного смещения достигает 0,2 мм. Собственная частота продольных колебаний у этого участка магнитной ленты равна около 802401 Гц. При отсутствии продольных колебаний собственная частота поперечных колебаний у изогнутого участка ленты равна 81502 Гц. Подачу материала осуществляют последовательным увеличением частоты вибратора 6. На частоте 30573 Гц происходит прекращение подачи материала 1, т.е. он перестает успевать выпря.мляться. При такой подаче скорость движения равномерна из-за высокочастотного щарового прецизионного перемещения и не превосходит 2,4 м/с. Возбуждение в изогнутом участке продольных колебаний позволяет повысить скорость подачи материала I. Наибольшую скорость подачи получают при граничной частоте вибратора 6 39831 Гц и одновременном возбуждении продольных бегущих волн в изогнутом участке подаваемой ленты на частоте, близкой к частоте собственных продольных колебаний. При этом скорость движения доходит до 3,1 м/с.
Возбуждение в изогнутом участке подаваемого ленточного материала продольных колебаний позволяет в отличие от известных способов получить подачу как шаговую, так и прерывную, обеспечивая высокую точность перемещения с высокой скоростью. Для рассмотренного примера увеличение скорости движения подаваемого ленточного материала составило , что . подтверждает высокую эффективность способа. Способ может с успехом использоваться для высокопроизводительной подачи ленточного материала с малой жесткостью. Реализация способа возможна при незначительной модернизации действующего оборудования, с небольшими затратами. С его помощью повыщается скорость подачи материала, что прзволяет получить экономический эффект.
Формула изобретения
Способ Подачи ленточного материала к упаковочным машинам, предусматривающий поперечное изгибание участка ленты и поочередное фиксирование концов изогнутого участка ленты, отличающийся тем, что, с целью повышения скорости подачи ленты Q путем обеспечения более быстрого возврата изогнутого участка ленты в нейтральное положение, в процессе возврата изогнутого участка ленты в нейтральное положение в нем возбуждают продольные колебания.
2.Способ по п. I, отличающийся тем, 5 что продольные колебания возбуждают в виде бигармонических колебаний.
3.Способ по п. I, отличающийся тем, что продольные колебания возбуждают в виде бегущей волны в направлении подачи ленты.
0 4. Способ по п. 1, отличающийся тем, что в. процессе изгибания участка ленты в нем возбуждают продольные бегущие волны.
5. Способ по пп. 1, 3 и 4, отличающийся тем, что продольные бегущие волны в процессе изгибания участка ленты возбуждают
45 синхронно с продольными бегущими волнами, возбуждаемыми в изогнутом участке ленты.
Источники информации, 50 принятые во внимание при экспертизе
1. Устройство для подачи материала.- «/V aшинocтpoитeль, 1977, № И, с. 31-32.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи ленточного материала к упаковочным машинам | 1980 |
|
SU889544A1 |
| МНОГОЧАСТОТНОЕ ПРИЕМОИЗЛУЧАЮЩЕЕ АНТЕННОЕ УСТРОЙСТВО | 2018 |
|
RU2700031C1 |
| Волновой виброконвейер | 1989 |
|
SU1696348A1 |
| Волновой вибрационный двигатель | 1989 |
|
SU1799634A1 |
| Турбина с устройством для уплотнения радиального зазора | 1988 |
|
SU1749494A1 |
| Вибрационный направляющий элемент для ленточного носителя информации | 1985 |
|
SU1278962A1 |
| Транспортирующее устройство | 1980 |
|
SU933573A1 |
| Вибронасос | 1981 |
|
SU966288A1 |
| Печатающее устройство | 1980 |
|
SU885076A1 |
| Опора прямолинейного перемещения | 1976 |
|
SU623023A1 |

Фиг.1
