(54) СПОСОБ ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА К УПАКОВОЧНЫМ МАШИНАМ
1
Изобретение относится к автоматизации производственных процессов и предназначено для использования в машиностроительной, приборостроительной, легкой, пищевой, радиотехнической и других отраслях промышленности, где надо подавать ленточный материал к упаковочной машине.
Известен способ подачи ленточного материала к упаковочным машинам, предусматривающий поперечное изгибание участка ленты и поочередное фиксирование концов изогнутого участка. В известном способе шаговое перемещение ленточного материала осуществляется в две фазы. При первой фазе изгибают материал от нейтрального положения, а при второй фазе первоначально изогнутый ленточный материал выпрямляют. Производительность подачи материала определяется суммой затрат времени на осуществлении этих двух фаз. Быстродействие первой фазы ограничивается прочностью подаваемого материала и является физическим пределом. Вторая фаза может осуществляться как в результате самопроизвольного выпрямления (силами упругости) ленточного материала, так и дополнительным поперечным воздействием на изогнутый участок ленточного материала. Быстродействие второй фазы определяется жесткостью подаваемого ленточного материала, причем при наличии - дополнительного поперечного воздействия вторую фазу можно осуществить несколько быстреее 1 .
Однако стремление повысить скорость прикладываемого поперечного воздействия ограничено потерей динамической устойчивости изогнутого ленточного материала, при которой образуется седловина в точке приложения дополнительного поперечного воздействия. Поэтому этот способ не обеспечивает высокопроизводительную подачу ленточного материала на рабочую пози15цию.
Цель изобретения - повыщение производительности подачи ленточного материала на рабочую позицию путем увеличенияскорости распрямления ленточного материала.
20
Для достижения поставленной цели в известном способе подачи ленточного материала к упаковочным мащинам, предусматривающем поперечное изгибание участка ленты и поочередное фиксирование концов изогнутого участка, в процессе поперечного изгибания участка ленты его дополнительно изгибают в продольном направлении.
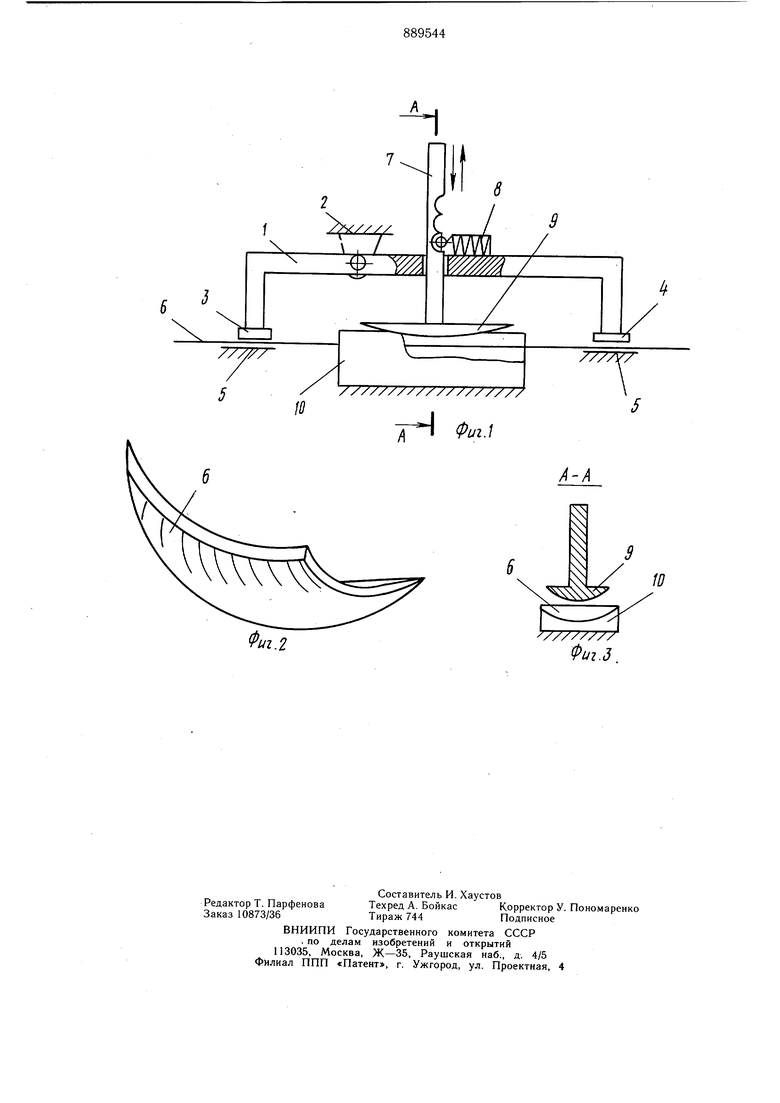
На фиг. 1 показана схема устройства для осуществления способа; на фиг. 2 - двояковыпуклый профиль ленты; на фиг. 3 - разрез А-А на фиг. 1.
Устройство содержит коромысло 1, установленное на опоре 2. На концах коромысла закреплены прижимы 3 и 4 для поочередного фиксирования к направляющим 5 двух зон участка ленточного материала 6. Между прижимами 3 и 4 в направляющем пазу коромысла 1 установлен толкатель 7, связанный с приводом возвратно-поступательного действия (не показан), взаимодействующий с коромыслом 1 посредством шарикового стопора 8.-Толкатель 7 соединен с петлеобразователем 9. Напротив петлеобразователя 9 в основании устройства установлен узел вторичного, продольного изгиба изогнутого участка ленточного материала б, выполненный в виде криволинейного канала 10 с двояковогнутым профилем.
Способ осуществляется следующим образом.
Толкатель 7 получает перемещение вниз. Уже при малом его ходе посредством стопора 8 коромысло 1 опрокидывается и прижимом 4 фиксирует ленточный материал 6 от продольного смещения. Дальнейшее движение толкателя вызывает поперечный изгиб участка ленточного материала 6 петлеобразователем 9. При этом незафиксировапный участок ленточного материала осуществляет продольное перемещение слеванаправо. В конце хода петлеобразователя 9 производится взаимодействие изогнутого участка ленточного материала 6 с криволинейным каналом 10. При этом, благодаря воздействию стенок канала 10, поперечно изогнутый участок ленточного материала 6 изгибается в продольном направлении, с образованием двояковыпуклого профиля. Продольный изгиб ленточного материала незначителен по сравнению с его поперечным изгибом и находится в области упругих деформаций материала. Затем толкатель 7 получает перемещение вверх. Уже при малом его ходе посредством стопора 8 коромысло 1 вторично опрокидывается и прижимом 3 фиксирует ленточный материал 6 от продольного смещения. Прижим 4 перестает фиксировать ленточный материал б от продольного смещения. Дальнейшим движением толкателя вверх петлеобразователь 9
перестает препятствовать выпрямлению изогнутого участка ленточного материала б, а последний благодаря повышенной жесткости двояковыпуклого профиля, выпрямляясь с высокой скоростью, возвращается в нейтральное положение. Одновременно незафиксированный участок ленточного материала совершает дальнейшее шаговое перемещение слева - направо. На этом полный цикл подачи заканчивается. Более быстрому выпрямлению ленточного материала может также способствовать дополнительное поперечное воздействие, прикладываемое, например, подпружиненным упором, установленным в криволинейном канале 10 (не показан).
По сравнению с известными способа.ми образование двояковыпуклого изогнутогопрофиля подаваемого ленточного материала позволяет увеличить производительность его подачи, в первую очередь обладающего
малой собственной жесткостью, примерно на 60-200%, что позволяет увеличить выпуск изготавливаемой из его продукции. Предлагаемый способ прост в реализации и не требует больших затрат на осуществление. Внедрение его возможно при незначитальной переделке существующего оборудования.
Формула изобретения
Способ подачи ленточного материала к упаковочным мащинам, предусматривающий поперечное изгибание, участка ленты и поочередное фиксирование концов изогнутого участка, отличающийся тем, что, с целью повышения производительности путем увеличения скорости распрямления ленточного материала, в процессе поперечного изгибания участка ленты его дополнительно изгибают в продольном направлении.
Источники информации, принятые во внимание при экспертизе 1. Устройство для подачи материала. - Машиностроитель, 1977, № II, с. 31-32.
AФиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи ленточного материала к упаковочным машинам | 1980 |
|
SU882838A1 |
| Устройство для подачи ленточного материала | 1978 |
|
SU715389A1 |
| Способ подачи деталей,закрепленных на гибкой ленте | 1978 |
|
SU745640A1 |
| Устройство для подачи ленточного материала | 1977 |
|
SU737307A1 |
| Устройство для ступенчатой подачи ленточного материала | 1978 |
|
SU765168A1 |
| Устройство для подачи ленточного материала | 1978 |
|
SU700382A1 |
| Устройство для подачи ленточного материала | 1977 |
|
SU662428A1 |
| Устройство для подачи ленточного материала | 1978 |
|
SU700383A1 |
| Устройство для подачи ленточного материала | 1977 |
|
SU621614A2 |
| Устройство для шаговой подачи ленточного материала | 1980 |
|
SU878664A1 |