(54) СПОСОБ ПОДГИБКИ КЮМОК ЛИСТД НА ТРЕХВАЛКОВЫХ СИММЕТРИЧНЫХ 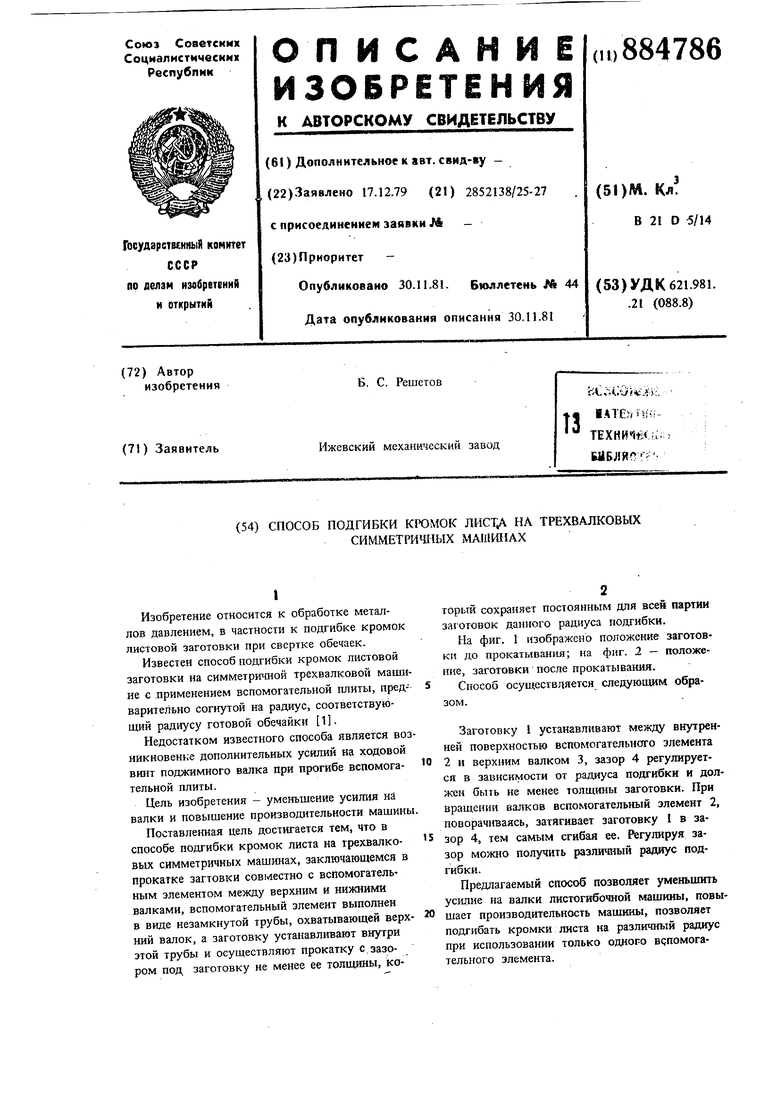
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК НА ЧЕТЫРЕХВАЛКОВОЙ И АСИММЕТРИЧНОЙ ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2001 |
|
RU2202426C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| Трехвалковая листогибочная машина | 1982 |
|
SU1072950A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| Трехвалковая ассиметричная листогибочная машина | 1978 |
|
SU764779A1 |
| Устройство для подгибки кромок листовой заготовки | 2023 |
|
RU2809059C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
1
Изобретение относится к обработке металлов давлением, в частности к подгибке кромок листовой заготовки при свертке обечаек.
Известен способ подгибки кромок листовой заготовки на симметричной трехвалковой машине с применением вспомогательной плиты, предварительно согнутой на радиус, соответствун)щий радиусу готовой обечайки 1.
Недостатком известного способа является возникновение дополнительных усилий на ходовой винт поджимного валка при прогибе вспомогательной плиты.
Цель изобретения - уменьшение усилия на валки и повышение производительности машины.
Поставленная цель достигается тем, что в способе подгибки кромок листа на трехвалковых симметричных машинах, заключающемся в прокатке загтовки совместно с вспомогательным элементом между верхним и нижними валками, вспомогательный элемент выполнен в виде незамкнутой трубы, охватывающей верхний валок, а заготовку устанавливают внутри этой трубы и осуществляют прокатку с.зазором под заготовку не менее ее толщины, которыя сохраняет постоянным для всей партии заготовок данного радиуса подгибки.
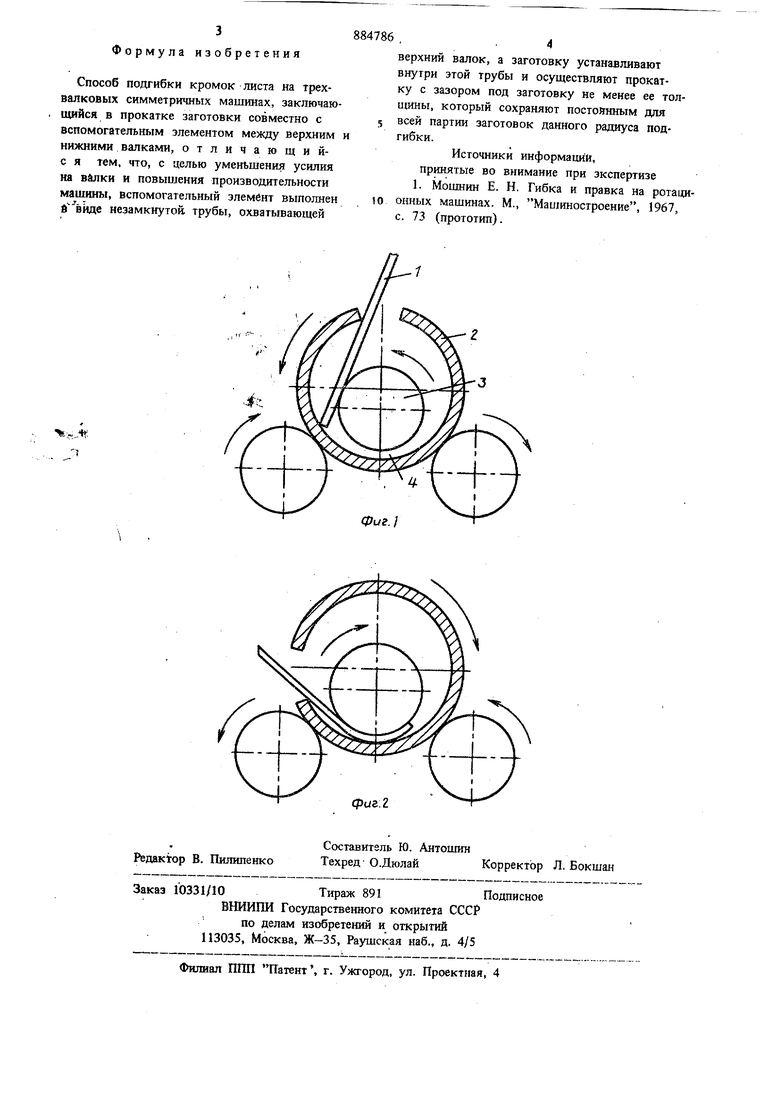
На фиг. 1 изображено положение заготовки до прокатывания; на фиг. 2 - положение, заготовки после прокать вания.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают между внутренней поверхностью вспомогательного злемента 2 и верхним валком 3, зазор 4 регулирует10ся в зависимости от радиуса подгибки и должен быть не менее толщины заготовки. При вращении валков вспомогательный элемент 2, поворачиваясь, затягивает заготовку 1 в зазор 4, тем самым сгибая ее. Регулируя за15зор можно получить разпшшый радиус подгибки.
Предлагаемый способ позволяет уменьшить усвдие на валки листогибочной машины, повы20шает производительность машины, позволяет подгибать кромки листа на различный радиус при использовании только одного вспомогательного элемента.
