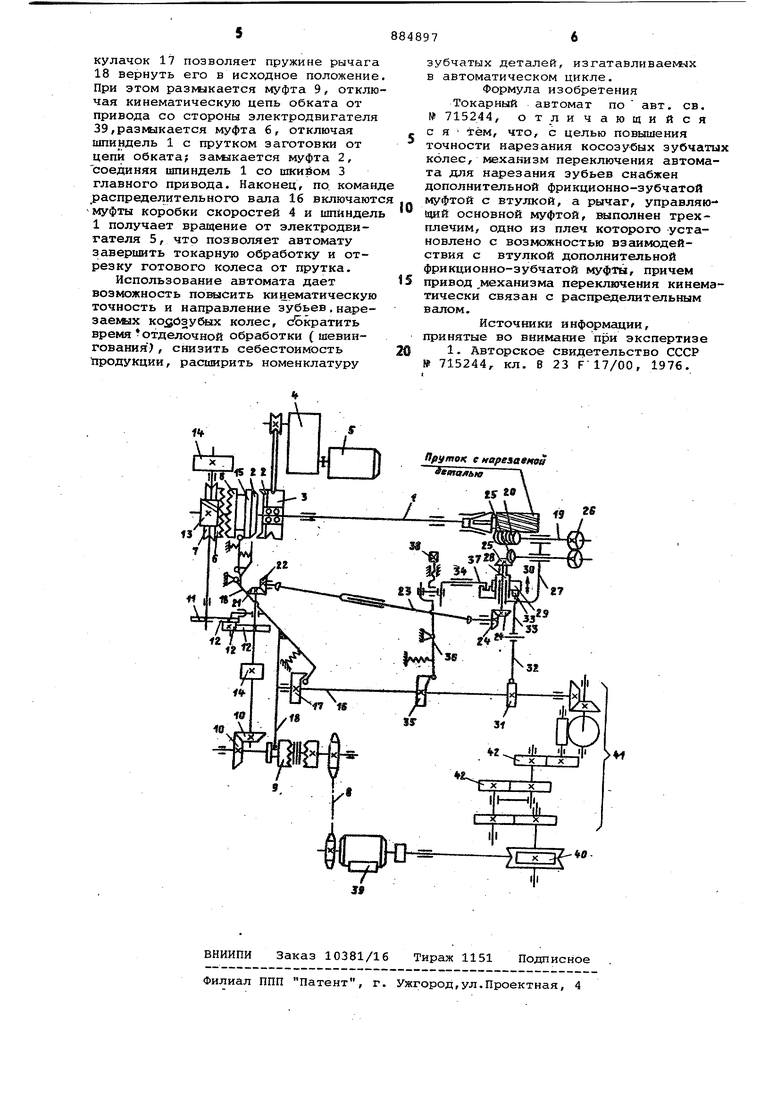
(54) ТОКАРНЫЙ АВТОМАТ Изобретение относится к станкостроению и может быть использовано в токарных автоматах, применяе)ык пр нарезании зубчатых колес. По основному авт. св. № 715244 известен-токарный азвтомат, в котором шпиндель бабки изделия и инструментальный суппорт кинематически соединены с соответствукяцими кулачками ра;спределительного вала, снабженный зубофрезерной головкой, которая установлена на суппорте и связан со шпинделем бабки изделия кинематической цепью, включгиощей червячную пере дачу с закрепленным на ее валу маховиком, гитару деления, механизм пере ключения автомата для нарезания зубьев, выполненный в виде двух полумуфт и втулки, управляемых через ры чаг сменным кулачком, помещенным на распределительном валу, и зубчатую передачу с шевронными колесами, кото рые выполнены с регулируемым боковым зазором между сопрягаемыми рабочими профилями зубьев . В процессе зубофрезерования вслед ствие колебания нагрузки на каждый из электродвигателей имеют место колебания их скорости вращения по неза законам, «это вносит погрешность в текущую величину S осевой подачи червячной фрезы на один оборот заготовки и, в конечном счете, ли- ; митирует дрстигаемую точность расположения (направления) нарезаемого на заготрвке косого зуба и его профиля. Цель изобретения - повышение точности нарезаемых на токарном автомате по методу бездифференциальной настройки гитары деления косозубых колес. Указанная цель достигается тем, что механизм переключения автомата для нарезания зубьев снабжен дополнительной фрикционно-зубчатой муфтой с втулкой, а рычаг, управляющий основной муфтой, выполнен трехплечим, одно из плеч которого установлен с возможностью взаимодействия с втулкой дополнительной фрикционно-зубчатой муфты, причем привод механизма переключения кинематически связан с распределительным валом. На чертеже изображена кинематичес -. кая схема цепи обката и сопряженных узлов предлагаемого автомата. Шпиндель 1 автомата, несущий пруток, может быть соединен либо с по- : мощью конусной фрикционной муфты 2 со шкивом 3 клиноременной передачи, сообщающей шпинделю 1 рабочее вращение при токарной обработке через коробку скоростей 4 от электродвигателя 5 .главного привода, либо с помощью зубчатой муфты б с червячным колесом 7 делительной передачи цепи обката. В последнем случае шпиндель 1 оказывается включенным в цепь обката и вращается при зубофрезероваНИИ от привода распределительного вала автомата через цепную передачу 8 с бесшумной зубчатой цепью, фрикционно-зубчатую муфту 9 с втулкой, коническую зубчатую пару 10, гитару деления со cмeнны да колесами 11 и 12 и делительную червячную передачу с червяком 13 и колесом 7. На валах цепи обката установленымаховики 14. Муфтой 9 и втулкой 15 с муфтами 2 и 6 управляет установленный на распределительном валу 16 автомата кулачок 17 через трехплечий рычаг 18, причем плечо этого рычага, перемещающее втулку 15 подпружинено. В левом положении втулки 15 замкнутой муфте 9 одновременно со шпинделем 1 получает вращение в цепи обката шпиндель 19 червячной фрезы 20 через коническую зубчатую передачу 21, 22, шарнирно-телескрпический вал 23, конические зубчатые пары 24 и 25 и пару шевронных колес 26. Установка червячной фрезы 20 на требуемый угол относительно оси шпи«деля 1 производится поворотом корпуса 27 зубофрезерной головки с последующим закреплением его с помощью разрезной обоймы 28, установленной на суппорте 29. Поперечной подачей 30 суппорта 29 на глубину нарезаемого зуба управляет кулачок 31 распределительного вала 16 через рычаг 32 и зубчатую передачу 33. Осевой продольной подачей 34 суппорта 29у„.обеспечивающей профилирование зубьев на обрабатываемой детали червячной фрезой 20 по всей ширине зубчатого венда, управляет сменный кулачок 35 через рычаг 36 и тягу 37. Плечо рычага 36, п;еремещающее тягу 37, выполнено регулируемым по величине с помощью винта 38, что обеспечивает точную регулировку величины S осевой подачи 34 на один оборот.шпинделя 1- при постоянной величине подъема кривой профиля кулачка 35. Привод распределительного вала 16, несущего кулачок 35, осуществляется от электррдвигателя 39 через редуктор 40, чфвяк которого связан с валом электродвигателя 39, и участок 41 кинематической цепи, включающей гитару подач 42. На втором конце вала электродвигателя 39 сидит ведущая звездо ка цепной передачи 8привода кинематической цепи обката при зубофрезеровании Таким образом, кинематическая цепь обката через вал электродвигателя 39 имеет жесткую кинематическую связь с распределительным
валом 16, несущим кулачок 35 осевой подачи червячной фрез-ы 20, и сама получает одновременно привод от того же электродвигателя 39. При размыкании муфты 9 кинематическая цепь обката оказывается отключенной от привода. Наличие указанной жесткой кинематической связи обеспечивает при зубофрезеровании постоянство величины S продольной осевой подачи червячной фрезы 20 на один оборот шпинделя 1 и тем самым повышение точности нарезаемых по методу бездифференциальной настройки гитары делания косозубых колес.
Работа автомата после окончания всей или части токарной обработки заготовки осуществляется следующим образом.
По команде с распределительного вала отключается с помощью электромагнитных муфт коробки скоростей 4 привод шпинделя 1 от электродвигателя 5. Одновременно кулачок 17 поворачивает рычаг 18 против часовой стрелки. При этом плечо рычага 18 с упругим звеном в начале поворота рычага 18 перемещает втулку 15 влево по скользящей шпонке шпийделя 1, отключая шпиндель 1 от шкива 3, приводившего его при токарном переходе обработки детали, и замыкает зубчатую муфту 6, включая, таким образом, шпиндель 1 в цепь обката, обеепечивающую кинематически согласованные вращения червячной фрезы 20 и шпинделя 1.Дальнейший поворот рычага 18 против часовой стрелки после замы кания муфты 6 сопровождается сжатием упругого звена плеча переключения муфты 6. В конце поворота рычаг 18 замыкает фрикционно-зубчатую муфту 9 причем сочленяет сначала ее фрикционные диски и этим приводит во вращение вал ведущей конической шестерни 10 от постоянно вращакицейся ведомой звездочки цепной передачи 8, вслед за тем осуществляется кинематическое замыкание муфты 9 за счет соединения ее зубчатых полумуфт. Таким образом,кинематическая цепь обката получает привод от электродвигателя 39 распределительного вала 16. После этого кулачок 31 через рычаг 32 и зубчатую реечную передачу 33 перемещает зубофрезерный суппорт 29 перпендикулярно оси шпинделя 1, осуществля поперечную подачу 30 для врезания червячной фрезы 20 на высоту зуба нарезаемого колеса. Вслед за этим кулачок 35 через рычаг 36 и тягу 37 перемещает суппор 29 вдоль оси шпинделя 1, осуществляя осевую подачу 34 червячной фрезы 20 для профилирования зубьев на всей ширине зубчатого венца. После завершения зубообработки суппорт 29 возвращается в исходно положение пружинами рычагов 32 и 36 по кулачкам 31 и 35. Вслед за этим
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный автомат | 1976 |
|
SU715244A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Токарный автомат продольного точения с зубофрезерным приспособлением | 1979 |
|
SU1038075A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Зубофрезерный станок | 1983 |
|
SU1271685A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1971 |
|
SU303154A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КОСЫМИ ЗУБЬЯМИ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1998 |
|
RU2143961C1 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Стол зубофрезерного станка | 1983 |
|
SU1087277A2 |
