Армирование бетона тонкими предварительно напряженными струнами осуществляется без каких-либо анкерных устройств. Арматуру располагают в этом случае прямолинейно, а надежная совместная работа обеспечивается за счет самозаклинивания каждого стержня в отдельности и, по-видимому, за счет оцепления арматуры о бетоном. Такое армирование возможно только в высокопрочных бетонах 500-600 кг/см2.
Отличительная особенность предлагаемого анкерного устройства состоит в том, что на пучки проволоки по их концам надеты кольца или пластинки, а концы проволоки разведены в разные стороны от оси пучка.
С целью поддержания в разведенном состоянии концов проволок в период бетонирования и твердения бетона, проволока пропускается через отверстия в торцевых диафрагмах опалубки, расположенные по окружности необходимого диаметра.
С целью поддержания в разведенной состоянии концов проволоки в период бетонирования и твердения бетона, - взамен диафрагм могут применяться клинья, вставляемые между проволоками каждого пучка.
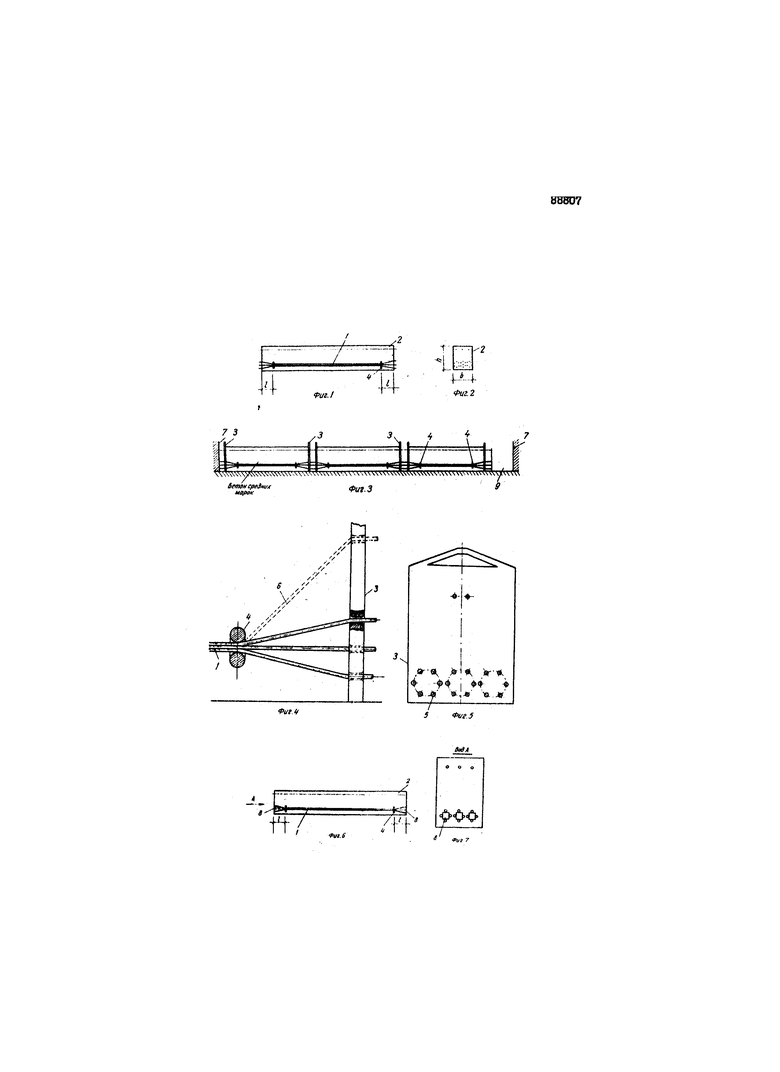
На фиг. 1 изображен вид сбоку железобетонного элемента с предварительно напряженной арматурой, у которой концы загнуты; фиг. 2 - вид с торца этого элемента; фиг. 3 - схема расположения элементов при их изготовлении; фиг. 4 и 5 - деталь торцевой диафрагмы в двух проекциях; фиг. 6 - вид сбоку готового элемента с применением клиньев при загибе концов проволоки и фиг. 7 - вид с торца элемента, изображенного на фиг. 6.
Струнная арматура в бетоне в виде пучков 1, согласно изобретению, расположена с загибом под некоторым углом каждого стержня пучка у концов струнобетонного элемента 2, Загиб отдельных стержней пучка арматуры осуществляется при помощи распределительной торцевой диафрагмы 3, служащей одновременно распределительным диском и торцевой диафрагмой при бетонировании элемента, а также металлического кольца или планки 4 из мягкого железа. Арматурные стержни в этом случае располагаются не линейно, а с загибом у концов элемента.
Торцевая диафрагма, служащая одновременно распределительным диском, имеет отверстия 5, расположенные по окружности, причем диаметр окружности, по которой располагаются отверстия больше диаметра металлического кольца. Получающиеся загибы стержней струн по концам пучка усиливают анкеровку пучков за счет увеличения сил трения между отдельными стержнями и бетоном по концам элемента. Кроме того, хорошему : заанкериванию : пучка способствует металлическое кольцо 4, остающееся в бетоне.
Метод анкеровки при введении металлического кольца дает возможность также осуществлять отгибы предварительно напряженных стержней 6, работающих на главные растягивающие и скалывающие напряжения. С этой целью можно ввести дополнительные кольца или удалить металлическое кольцо от торца на соответствующем расстоянии и от него отвести требуемое количество отогнутых стержней. При помощи металлических колец и распределительных отверстий в диафрагме - диске можно осуществлять любое количество отгибов стержней под любым углом.
Процесс производства в этом случае осуществляется следующим образом. Вначале закрепляются струны на упоре 7, затем протаскивается диафрагма через вое стержни. Первая диафрагма 3 устанавливается сразу на месте. Вслед за этим нанизываются кольца 4, собирающие струны в пучки. За первой диафрагмой должны быть нанизаны по два металлических кольца или более, если будут осуществляться отгибы стержней. После этого устанавливаются на место две диафрагмы 3 для второго торца первого элемента и для первого торца второго элемента, а по установке двух диафрагм, протаскивается следующая партия колец и т.д. После установки диафрагмы и металлических колец на место, производится домкратом 9 натяжение пучков раздельно или одновременно всех пучков.
Преимущества этого способа заключаются в следующем:
1. Достигается простота в производстве, так как в этом случае не требуется установка дополнительных каких-либо анкеров. Пучки заанкериваются за счет усиления трения между бетоном и загнутыми участками арматурных концов пучка.
2. Торцевая диафрагма используется одновремено и опалубкой и распределительным щитом, что упрощает процесс производства.
Взамен применения торцевых диафрагм, используемых в качестве распределительного щита, могут быть применены клинья. При этом процесс производства состоит в следующем:
Предварительно напряженный железобетонный элемент армируется в виде пучков 1 тонких проволок, причем на концах элемента пучки заклиниваются специальными маленькими клиньями 8 из металла, или из расширяющегося цемента, или иного высокопрочного цемента.
Конструкция анкерного устройства состоит из клиньев и металлических колец или металлических планок 4. Металлическое кольцо или планка делаются для того, чтобы обеспечить клинообразное состояние пучка по концам после натяжения арматуры.
Вначале берется пучек из четырех и более проволоки закладывается с одной стороны в зажим упора 7, с другой стороны в зажим, прикрепленный к домкрату. При закладке пучка в зажины надеваются металлические кольца или планки по два кольца или по две планки на элемент, т.е. на каждый конец по одному кольцу или планке. Затем производится вытягивание пучка с малым напряжением в стержнях, порядка 500-1000 кг/см2 так, чтобы пучек не имел сильного провисания.
После предварительной обтяжки пучка распределяют кольца или планки 4 по концам будущего элемента и закладывают клинья 8, в середину пучка около каждого кольца или планки. После этого производится натягивание пучка до требуемого расчетом предварительного напряжения.
В момент натягивания пучка металлическое кольцо или планка не даст возможности разъединиться проволочным стержням и на участие  см пучек сохраняет клинообразное состояние. На этом заканчивается операция по натяжению и устройству анкера в пучке. Затем производится натяжение следующего пучка с устройством анкера. После натяжения требуемого количества пучков по расчету, устанавливается опалубка и производится бетонирование. По достижении бетоном прочности порядка 250 кг/см2 производится разрезание стержней арматуры.
см пучек сохраняет клинообразное состояние. На этом заканчивается операция по натяжению и устройству анкера в пучке. Затем производится натяжение следующего пучка с устройством анкера. После натяжения требуемого количества пучков по расчету, устанавливается опалубка и производится бетонирование. По достижении бетоном прочности порядка 250 кг/см2 производится разрезание стержней арматуры.
Преимущества предлагаемого способа анкеровки арматуры в бетоне:
1. Обеспечивается надежная совместная работа предварительно напряженной тонкой арматуры в бетоне средних и малых марок. Кроме надежной анкеровки по концам имеет место сцепление арматуры с бетоном.
2. Натяжение арматуры отдельными небольшими пучками требует малой мощности домкратов и обеспечивает равномерной предварительное напряжение арматуры в элементе в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для захвата натягиваемой арматуры | 1949 |
|
SU89925A1 |
| Арматурный элемент | 1978 |
|
SU727796A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| КОРПУС ВЫСОКОГО ДАВЛЕНИЯ | 2021 |
|
RU2767476C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА МНОГОСЕКЦИОННОГО ЗДАНИЯ | 2016 |
|
RU2632830C1 |
| Предварительно напряженный арматурный элемент | 1977 |
|
SU654781A1 |
| ЖЕЛЕЗОБЕТОННАЯ СТОЙКА ОПОРЫ | 2015 |
|
RU2604360C2 |
| СПОСОБ ЦИКЛИЧНОЙ ПРОДОЛЬНОЙ НАДВИЖКИ НЕРАЗРЕЗНОГО ЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2004 |
|
RU2242559C1 |
| СПОСОБ ВЫПОЛНЕНИЯ АРМИРОВАННЫХ ПРОВОЛОКОЙ БЕТОННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2109897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2120527C1 |
1. Анкерное устройство арматурных пучков проволоки предварительно напряженных железобетонных элементов, отличающееся тем, что на пучки проволоки по их концам надеты кольца или пластинки с отверстиями, в концы проволоки разведены в равные стороны от оси пучка.
2. Способ изготовления предварительно напряженных железобетонных элементов о анкерным устройством по п. 1, отличающийся тем, что для поддержания проволок у концов каждого элемента в разведенном состоянии во время бетонирования и твердения бетона, проволоку пропускают через отверстия в торцевых диафрагмах опалубки, расположенные по окружности необходимого диаметра.
3. Способ изготовления предварительно напряженных железобетонных элементов с анкерным устройством по п. 1, отличающийся тем, что для поддержания проволоки у концов каждого элемента в разведенном состоянии при бетонировании и твердении бетона между проволоками каждого пучка вставляются клинья.
