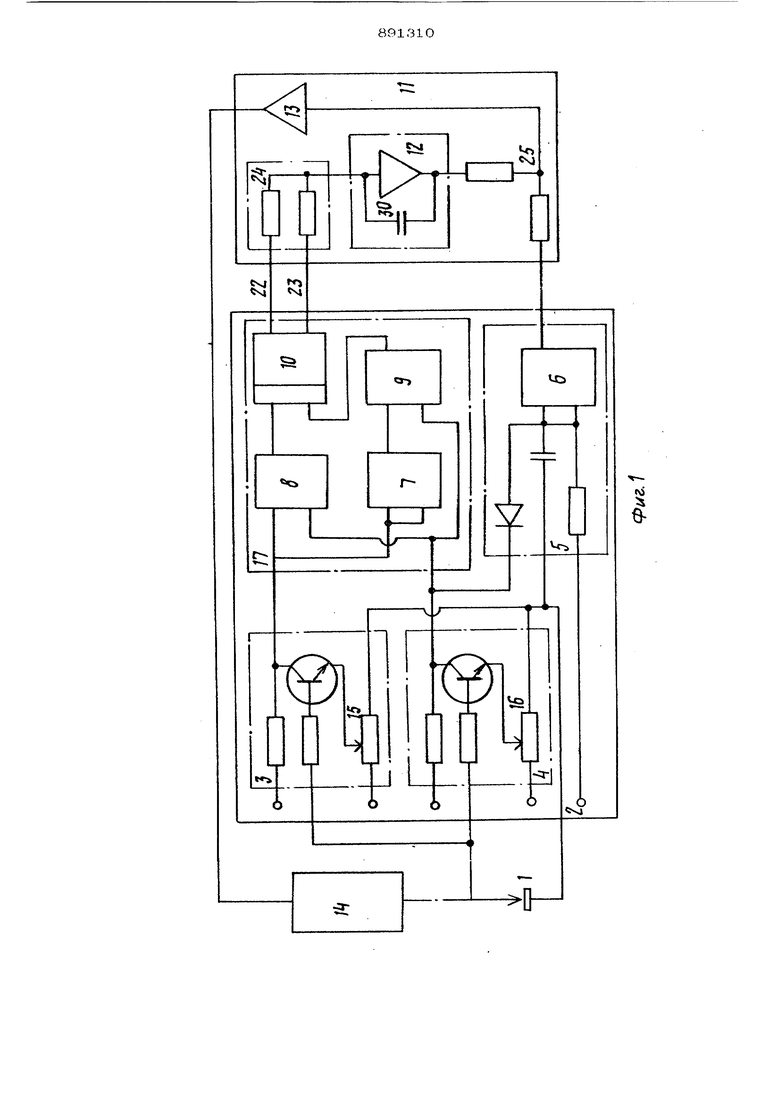
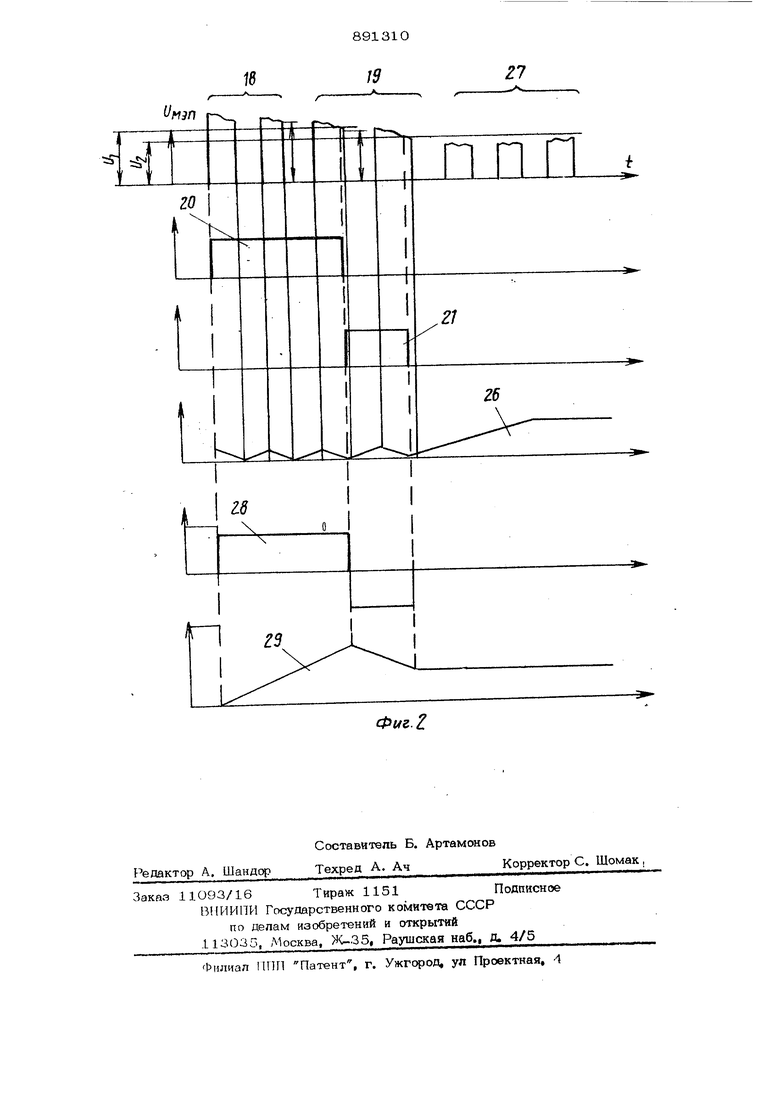
ботки препятствует созданию полностью автоматизированных станков с адаптивно программньпу,{ управлением режимами. Цель изобретения - обеспечение пост янства настройки движения подачи при изменяющихся условиях обработки. Поставленная цель достигается тем, что перед усреднением рабочие -импуль сы классифицируют на две группы по текущему значению напряжения импульсов выше и ниже заданного оптимального эна нения, сравнивают эти две группы между со- бей результат сравнения интегрируют по |фемени и из полученного интеграла вьг чси-шют сигнал, характеризующий появление непрерывной последовательности рабочих импульсов более двух с пониженHbnvi напряжением. При этом классификатор импульсов содержит последовательно включенные первый элемент , второй элемент И-НЕ и триггер, два выхода которого соединены со входами сумматора, а также третий элемент И-НЕ, первый и вто рой вькоды которого соответственно соединены с выходами первого и второго пороговых элементов, а его выход соеди нен со вторым входом триггера, причем вход первого элемента И-НЕ соединен с вькодом первого порогового эле- мента, а вторсй вход вторсгго эпемента И-НЕ соединен с выходом второго порогового эпе мента. На фиг. 1 представлена функциональная схема устфсйства дяя осуществления способа автоматического регулирования подачи на фиг. 2 - совмещенные графики сигналов на элементах функциональ нсЛ схемы. Функциональная схема устройства для автоматического регулирования подачи электродов включает межэлектродный промежуток 1, анализатор 2 напряжения, пороговые элементы 3 и 4i схему 5 задержки, логине окне элементы И НЕ 6-9 триггер 10, преобразователь 11, интегратф 12, усилитель 13, исполнительный механизм 14. С МЭП 1 соединяется анализатор 2 на пряжения устройства для автоматического регулирования движения подачи. В ана лиааторе 2 сравнивается минимальное напряжение импульсов МЭП с эталонным напряжением U, йДЯ чего используются два пороговых элемента 3 н 4. Поррго вый элемент 3 посредством резистора 15 настраивается на заданное оптимальное напряжение U , а второй пороговый элемент 4 резистором 16 - на понижен0ное напряжение (j, соответствующее-нарушению процесса электрозрозионнсй обработки вследствие шлакообразования. Входы пороговых элементов 3 и 4 подключаются к МЭП, а выходы соединены с классификатором 17, который полразделяет импульсы МЭП по минимальному напряжению на две группы 18 и 19, характеризуемые неравенствами У , 7 UQ. и и vytiM и . Группам 18 и 19 импульсов соотвегствуют сигналы 2О и 21 на выходах 22 и 23 классификатора 17, которые являются также выходами анализатора 2. Выходы 22 и 23 подключены к преобразователю 11 и соединены с расположенным в нем сумматором 24, выход которого подключен к интегратору 12. В свою очередь выход 25 интегратора 12 соединен через схему 5 задержки, формирующую сигнал 26 при появлении в МЭП непрерывной последовательности импульсов 27 с напряжением меньшим Ол с пороговым устройством 4. Способ автоматического регулирования подачи электродов в процессе эпект роэрозионной обработки осуществляется следующим образом; Сигнал сравнения определяется соот- нгаиением двух групп импуп сов, у которых минимальное напряжение ниже и выще оптимального. Результат воздействия сигнала сравнения на исполнительный механизм направлен в сторону уменьшения сигнала сравнения, а интеграл rUdi F ( и,-Ь} - С от сигнала сравнения и в функции времени при увеличении Ь стремится к величине, соответствук щей скорости сьема материала с электродов. Поэтому для установившегося- гфоцесса обработки сигнал сравнения О и первообразная функяия F (U, t) равны нулю, а скорость подачи определяется напряжением на выходе интегратора, соответствующем посто1шнай интегрирования С. Из этого напряжения вычитает Си сигнал, возникающий в схеме задержки при случайных нарушениях прсадасса электроэрозионнсй обработки. Ее осуществление обеспечивается , теким образом, без изменения настройки движения подачи. На анализатор 2 напряжения соответсрвенно сигнал с МЭП 1, а с преобразователя 11 - на исполнитепышй механизм 14, регулирующий МЭП. Если напряжение импульсов заданного оптималытот tj,(. срабатывают
оба пороговых устрсйства 3 и 4. При этом триггер 1О классификатора 17 вь дает сигнал 2О на выходе 22,
Если 7 VJa ,, ct;a6atbmaet только пороговое устройство 4 и клаосафнкатор 17 выдает сигнал 21 на вь ходе 23 триггера 10.
Если Одддп i непрерывней иоопедоватепьности более, чем из двух импулвсов, ни одно иэ пороговых элементов не срабатьтает и сигнал 26 о нарушении процесса электроэроаионной .обработки выдает схема 5 задержки. Сизг налы 2О и 21 вычитаются друг от друга в сумматоре 24 и полученный сигнал сравнения U 28 интегрируют по времени -fc в интеграторе 12, у которого на выходе 25 появляется сигнал 29, равный интегралу JUc3-fe . Этот сигнал поступает через усилитель 13 к исполнительному механизму 14, осуществляя сближение электродов. При нарушениях процесса электроэрозисжной обработай кз сигнала 29 вычитается формируемый схе мой 5 задержки сигнал 26, котфый разводит электроды. После устранения нарушений сигнал 26 исчезает, а исполнительный механизм 14 опять сближает электроДы вследствие действия сигнала 29, запоминаемого интегратором 12 в вида напряжения на емкости ЗО.
В преобразователе 11 может orcyiv. ствовать усилитель 13, например, если в качестве йсполнитепьнсго механизма 14 применен следящий гиарюпривод. Гфн сяграниченном диапазсие измененш режимов обработки может быть йокгао юн интегратор 12 или находящаяся в нем емкость.
Регулирование подачи электродов в процессе элвктроэрозконной обработки путем (равнения минимального напряжения в каждом импульсе с заданным onrffivtaHbным , интегрирования сигнала .сравнения и вычитания из полученного интеграла сет нала «нарушении проиесса электроэрозионной обработки упрощает наотрсАку движения подачи при высоком быстродействии регулирования. Это дает возможность создавать новые электроэрозионные станки с полностью автоматизированным адаптивно-программным управлением режимами обработки, что в свою очередь, позволяет примерно в два раза умень f шить количество операторов, обслуживак щих эти станки.
Ф
ормула изобретения 1. Способ автоматического регулир : вания подачи электродов при электроэрозисяшой обработке, э котором напряжение рабочих лмпульсов сравнивают с заданным оптимальнБгм .значением, а так же с пониженным значением напряжения, соответствующего нарушению процесса обработки, проводят усреднение результатов сравнения и в зависимости ют усредненного значения результатов сравнения регулируют подачу электродов, отличающийся тем, что, с целью обеопечения постоянства настройки движения подачи при изменяющихся условиях о аботки, перед усреднением рабочие импульсы классифицируют,на две группы по текущему значению напряжения импульсов выше и ниже заданного оптимального значения, сравнивают эти две группы между собоЁ, результат сравнения интегрируют по времени и из палученнс(го интегра,ла вычитают сигнал, характеризующий по. явление непрерывной последовательности работскх импульсов более двух с Псииженным напряжением.
2. УстрЫ ство для осуществления способа автоматическсяго регулирования п одачи электродов при электроэрозионной обработке с настроенными на заданное оптимальное и пониженное значения напрянсения соответственно первым и вторым пороговыми элементами с шсодами, иоДЕЛЮченными к электродам, элемвнтч задержки, вход которого поДЕслючен к вььходу порогового элемента, а вььход ко входу усилителя, управляющего исполнительным механизмом подачи элек-ьродов, при этсм выходы обоих пороговых элементов через классификатор импульсов, сумматф и интегратор подключены к другому входу усилителя, о т л и ч аю щ е е с я тем, что, с целью обеспечэ- ния постоянства настройки подачи при изменяющихся условиях обработки, классификатор импульсов содернсит последовательно включенньге первьй элемент И-НЕ, второй элемент И-НЕ и триггер, два-выхода которого соединены со входами сумматора, а также третий элемент И-НЕ, первый и второй входы которого соот вет ственно соединены с вькодами первого и второго пороговых элементов., а его вьь- ход роединен со вторым входом триггера, причем вход первого элемента .И-НЕ со единен с выходом первого порогового элемента, а второй вход второго элемента
891310.8
соедшюн с выходом второго . Лившиц А. Л. н Др. Этоктронмпульсгового элемента.ная обработав металлов М., Машнно Источники информации,2. Авторское свидетельство СССР
приняты во внимание при экспертизе № 598О24, «л. G05 В 19/О2, 1973,
строение , 1967. с. 174-180.
16
27
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| Устройство контроля эхозаградителя | 1988 |
|
SU1570005A1 |
| Регулятор подачи с релаксатором дляэлЕКТРОэРОзиОННОгО CTAHKA | 1979 |
|
SU831485A1 |
| Устройство для регулирования подачи электрода-инструмента в электроэрозионных станках | 1991 |
|
SU1779496A1 |
| СПОСОБ ОХРАННОЙ СИГНАЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2060555C1 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| Устройство тактовой синхронизации | 1979 |
|
SU932642A1 |
| Устройство для адаптивного управления током электроэрозионного станка | 1982 |
|
SU1078406A1 |
| Устройство допускового контроля двухканальных усилителей | 1989 |
|
SU1679423A1 |
| Электрогидравлический регулятор подачи электроэрозионного станка | 1977 |
|
SU742094A1 |