(54) СПОСОБ ПОВЕРКИ ПНЕВМАТИЧЕСКИХ ИЗМЕРИТЕЛЕЙ ГЛАДКОСТИ БУМАГИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Эталон для поверки пневматического измерителя гладкости бумаги | 1984 |
|
SU1229571A1 |
| Пневматический прибор для контроля гладкости бумаги и картона | 1979 |
|
SU896407A1 |
| Устройство для определения гладкости бумаги | 1978 |
|
SU765735A1 |
| Пневматический измеритель гладкости бумаги | 1978 |
|
SU777575A1 |
| СПОСОБ ГРАДУИРОВКИ УЛЬТРАЗВУКОВЫХ ДОПЛЕРОВСКИХ РАСХОДОМЕРОВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439506C2 |
| УСТАНОВКА ПОВЕРОЧНАЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ АВТОМАТИЗИРОВАННАЯ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЕРТИКАЛЬНЫХ УСТАНОВОК ДЛЯ МЕТРОЛОГИЧЕСКОЙ АТТЕСТАЦИИ ДВУХ УРОВНЕМЕРОВ ОДНОВРЕМЕННО | 2012 |
|
RU2495384C1 |
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
| Прибор для измерения гладкости бумаги | 1979 |
|
SU918852A1 |
| УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ И ПЕРЕДАЧИ ЕДИНИЦ МАССОВОЙ КОНЦЕНТРАЦИИ ГАЗОВ В ЖИДКИХ И ГАЗОВЫХ СРЕДАХ | 2016 |
|
RU2626021C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ГЛАДКОСТИ БУМАГИ | 1969 |
|
SU239634A1 |
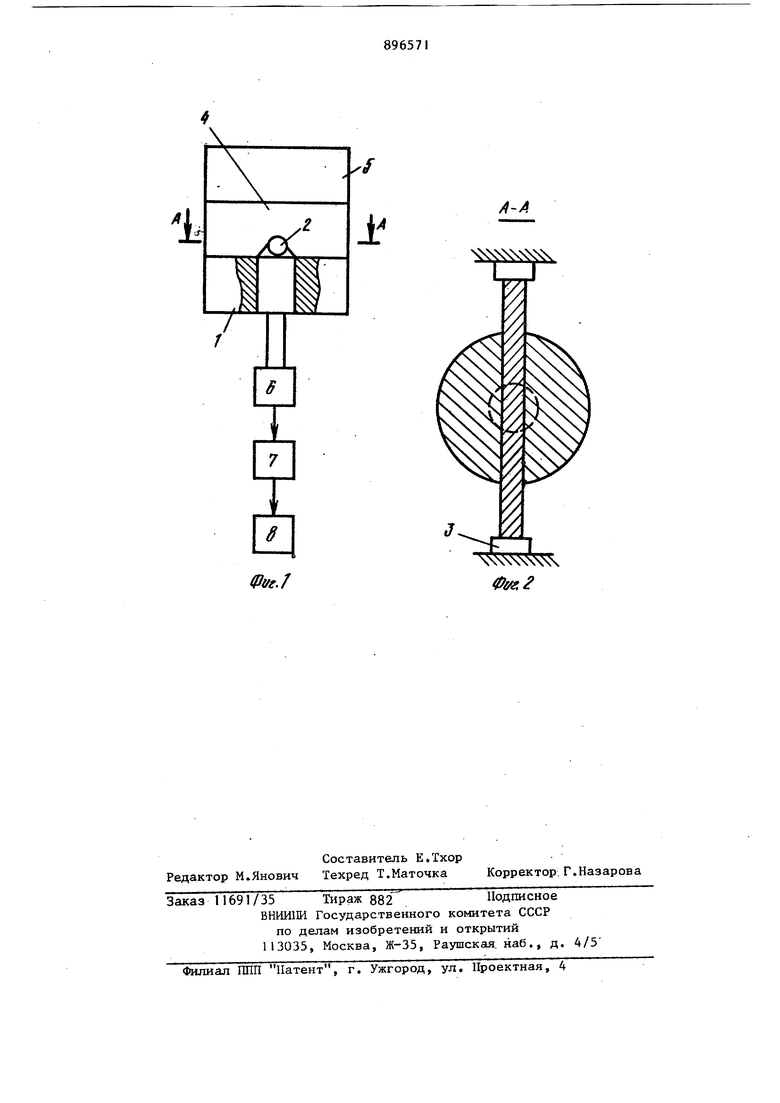
Настоящее изоОретение относится к способам поверки метрологических характеристик пневматических устройств для измерения гладкости бумаги, используемых в целлюлознобумажной и смежных отраслях промыш ленности . Известен способ поверки пневматических измерителей гладкости бумаги путем контроля качества резиновой прокладки, состояния поверхности стеклянной пластины с отверстиями и величины давления прижимного груза 1 . Известный способ не позволяет к тролировать метрологические характеристики пневматических измерител гладкости в целом, что приводит к значительным погрешностям. Требует также значитехшного времени повер ки, а в условиях целлюлозно-бумажной промышленности выполнить его с достаточной точностью сложно. Цель изобретения - повышение точ ности поверки пневматических измерителей гладкдсти бумаги. Поставленная цель достигается тем, что в известном способе поверки пневматических, измерителей гладкости бумаги путем контроля качества резиновой прокладки, состояния поверхности стеклянной пластины с отверстием и величины давления прижимного груза, между стеклянной пластиной и резиновой прокладкой над отверстием пластины устанавливают с натяжением калиброванные металлические элементы и прижимают грузом, а о качестве резиновой прокладки, состоянии поверхности стеклянной пластины и величине давления прижимного груза судят по скорости истечения воздуха поверхностями стеклянной пластины и металлического элемента в вакуумную камеру измерителя . Отличительным признаком способа является одновременный контроль всех основных метрологических харак теристик пневматического измерителя гладкости бумаги, т.е. практичес ки моделируется процесс измерения. На фиг. I представлена схема уст ройства, реализующего данный способ поверки метрологических характеристик пневматического измерителя гла кости бумаги;, на фиг. 2 - разрез А-А на фиг. 1. На схеме изображены стеклянный столик 1, калиброванная проволока 2, зажимы 3, резиновая прокладка 4, груз 5, воздухопровод 6, вакуумная камера 7, вакууметр 8. Принцип поверки состоит в следующем . На-центр столика I устанавливается приспособление, в котором тонкая проволока 2 натянута по центру с помощью зажимов 3. На приспособление сверху устанавливается резиновая прокладка 4 и прижимается грузом 5 к приспособлению и стеклянному столику. В точках контакта резиновой прокладки и стеклянной пластины атмосфе рный воздух не просачивается в отвер стие в центре при условии герметичности вакуумной системы. Атмосферный воздух может просачиваться только в месте контакта проволочки k стеклянной пластины . Резина, прижимаемая грузом, облегает плотно проволочку сверху и с боков, а снизу между стеклянной пластиной и проволочкой имеется два зазора по которым атмосферный воздух попадает в вакуум ную камеру 7, величина вакуума которой измеряется вакууметром 8. При достижении в камере 7 вакуума 380 мм рт. ст. секундомер выключают. Время снижения вакуума в заданных пределах определяет параметр гладкости. Устанавливая в поверочном ус.тройстве П1)оволочки одного профиля и одно марки, получают различные точки шкалы гладкости. Диаметр проволочки и ее натяжение измеряют с большой степенью точности имекнцимися средствами измерений. Для эксперимента, например, испол зовались проволочки 0,105; 0,07 0,045; 0,135 мм типа ПЭВ-1. В принципе , в таких устройствах могут быть использованы проволочки с другими профилями или металлические полоски. Кроме того, могут использоваться сразу в одном поверочном устройстве несколько проволочек. Возможно использование в качестве проволочки или полосок материалов из пластмассы, полимерных пленок и т.д. Эти материалы должны иметь характеристики: стабильность во времени, иметь малые деформации при воздействии усилий и т.д. Способ поверки позволяет контролировать качество резиновой прокладки, состояние поверхности стеклянной пластины, величину давления прижимного груза. Объем рабочей камеры обычно определяется конструктивными параметрами и измеряется при изготовлении и первичной проверке на заводе-изготовителе. Способ поверки позволяет поддерживать на требуемом уровне единство и достоверность измерений гладкости бумаги в условиях целлюлозно-бумажного производства. Формула изобретения Способ поверки пневматических измерителей гладкости бумаги путем контроля качества резиновой прокладки, состояния поверхности стеклянной пластины с отверстиями и величины давления прижимного груза, отличающийся тем, что, с целью повьшения точности поверки, между стеклянной пластиной и резиновой прокладкой над отверстием пластины устанавливают с натяжением калиброванные металлические элементы и прижимают грузом, а о качестве резиновой прокладки, состоянии поверхности стеклянной пластины и величине давления прижимного груза судят по скорости истечения воздуха между поверхностями стеклянной пластины и металлического элемента в вакуумную камеру измерителя. Источники информации, принятые во внимание при экспертизе 1. Prufung von Papier, Korton und Pappe Bestimnuhg, der Glattenach Rokk Das Papier, 73, № 9, 387-391.
1
хзГ
д
фуг./
1
Фуг:
