(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВОГО ВОЛНОВОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЕЙ ФЕДОРА МИХАЙЛОВИЧА ПРОГАЛЬСКОГО | 2001 |
|
RU2226051C2 |
| ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННАЯ РЕШЕТКА | 2003 |
|
RU2246156C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2296037C2 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| Радиоэлектронный блок | 1981 |
|
SU993499A1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| МОДУЛЬНАЯ СБОРКА ИМПЛАНТАТА | 1996 |
|
RU2106831C1 |
| ЦЕНТРОБЕЖНЫЙ ИЗМЕЛЬЧИТЕЛЬ ФУРАЖНОГО ЗЕРНА | 2023 |
|
RU2819309C1 |
| ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННАЯ РЕШЕТКА И ДЕЛИТЕЛЬ МОЩНОСТИ, ИСПОЛЬЗУЕМЫЙ В НЕЙ | 2006 |
|
RU2321112C1 |
| Устройство для сборки буровых коронок под пайку | 1973 |
|
SU504627A1 |
1
Изобретение относится к волноводной технике и может быть использовано при изготовлении изогнутых, волноводов.
Известен способ изготовления изогнутого волновода, состоящий из подготовки двух плоских пластин с рядами узких отверстий, двух изогнутых боковых стенок с выступами на продольных кромках и двух фланцев, а также сборки этих деталей, когда выступы боковых стенок вставляют в узкие отверстия плоских пластин и концы этих выспупов скручивают, обеспечивая прилегание пластин к боковым стенкам tl.
Однако этот способ изготовления приводит к .появлению местных остаточных напряжений и к деформации волновода, особенно его изогнутых участков. Кроме того, не обеспечивается надежный контакт между стенками волновода, что ограничивает пропускаемую электромагнитную мощность и повышает ее потери.
Цель изобретения - повышение надежности и оанороаности элекгрического
соединения стенок волновода и повышение точности его изготовления.
Цель достигается тем, что в способе изготовления змейкового волновода, включающем подготовку двух плоских пластин, двух боковых стенок и двух (шанцев, а также предварительную сборку этих деталей, на каждой плоской пластине выполняют два паза по линиям соединения с боковыми стенками и круглые отверстия для съемных шпилек, каждую боковую
10 стенку выполняют с ровными кромками, и в предварительной сборке на одну плоскую пластину устанавливают съемные шпильки с калиброванными по длине втул15ками и боковые стенки в ее пазы, монтируют фланцы и вторую плоскую пластину, при этом укрепляют припой к деталям по линиям их соединения, затягивают съемные шпильки и производят пайку змейко20вого волновода в соляной ванне.
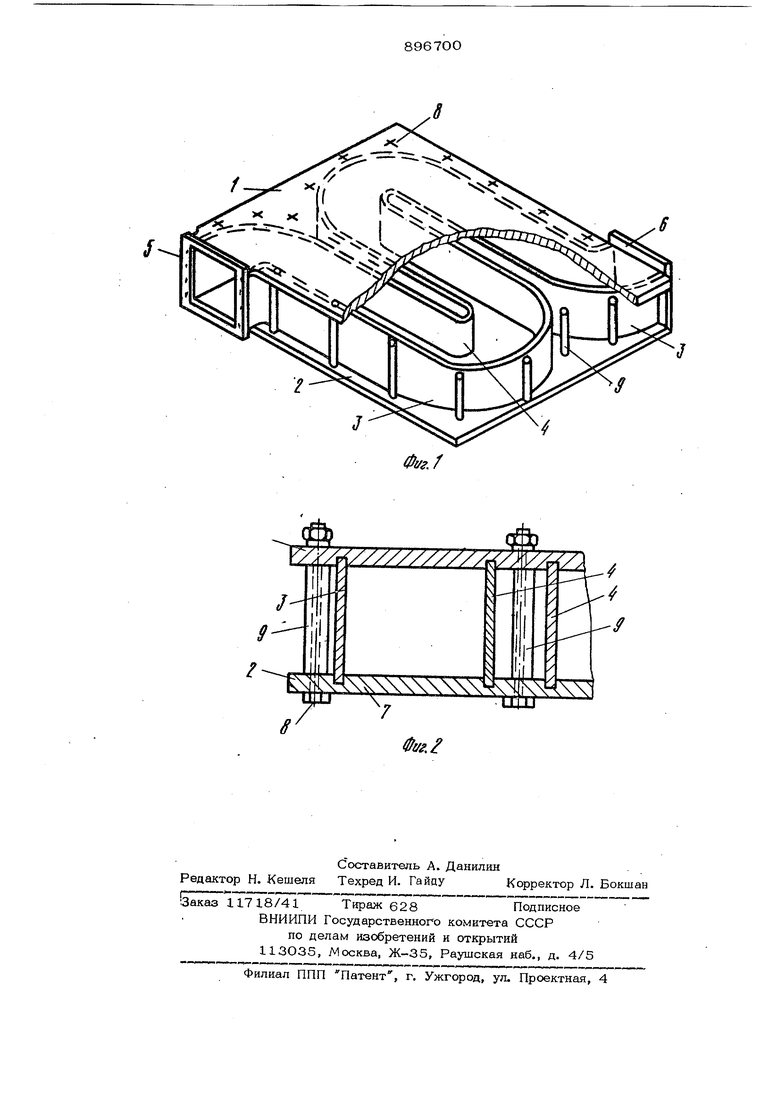
На фиг. 1 изобра кен змейковый волновод; на фиг. 2 - то же, поперечное сече1ние. Змейковый волновод состоит из последовательно соединенных прямолинейных и криволинейных участков я содержит две плоские пластины 1 и 2, две боковые стенки 3 и 4, два фланца 5 и 6. В ппооких пластинах 1 и 2 .выполнены по два пааа 7 по линиям соединения этих пла стин с боковыми стенками 3 и 4, ровные кромки которых расположены в пазах и припаяны, фланцы 5 и 6 также припаяны к плоским пластинам 1 и 2 и боковым стенкам 3 и 4. Изготовление волновода состоит 1 подготовки деталей, предварительной сборки и пайки в соляной ванне. При &аготовлении плоских пластин 1 и 2 на них прорезают по два паза 7, ширина и глубина которых обеспечивают зазоры для создания паянного шва, а конфигурация пазов 7 соответствует линиям соединения пластин 1 и 2 с боковыми стенками 3 и 4. Кроме того, на плоских пластинеи 1 и 2 выполняют круглые отверстия для установки технологических съемных шпилек 8. Боковые стенки 3 и 4 выполняют с ровными кромками, щэичем ширина стен ки меньше суммы высоты поперечного сечения волновода и удвоенной глубины лаза 7. В предварительной сборке змейкового волновода на плоскую пластину 2 устанавливают в ее пазы 7 Изогнутые боковые стенки 3 и 4, а в круглые отверстия вставляют съемные шпильки 8, на которые затем надевают калиброванные по длине втулки 9. Эти втулки обеспечивают точные размеры сечения волновода при пайке и предохраняют конструкцию от остаточных напряжений. Затем устанавливают вторую плоскую пластину 1, монтируют фланцы 5 и 6 и затягивают шпильки 8. Во время предварительной сборки на деталях по линиям их соединения прикрепляют припой, например припайкой отдельных кусочков припоя равномерно вдоль швов. Затем змейковый ВОЛНОВОД опускают в соляную ванну и производят пайку, В соляной ванне припой расплавляется и под действием капнллярнь1х сил заполняет зазоры между соединяемыми деталями. После пайки змейкового волновода и охлаждения снимают шрильки 8 и втулки 9, которые могут быть использованы вновь. Изготовленный таким способом змейковый волновоуа имеет однородные паяные соединения деталей и точные размеры поперечного сечения, что повышает надежность при прохождении высокого уровня электромагнитной энергии и снижает ее потери в волноводном тракте. Формула изо б р е т е н и я Сх1особ изготовления змейкового волновода, включающий подготовку двух плоских пластин, двух, боковых стенок и авух фланцев, а также предварительную сборку этих деталей, отличающийся тем, что, с целью повьш1ения надежности и однородности электрического соединения стенок волновода и повышения точности его изготовления, на каждой плоской пластине выполняют по два паза по линиям соединения с боковыми стенками и круглые отверстия для съемных шпилек, каждую боковую стенку выполняют с ровнымис кромками, и в предварительной сборке на одну плоскую пластину устанавливают съемные шпильки с калиброванными по длине втулками и боковые сгенки в ее пазы, монтируют фланцы и вторую плоскую пласгину, при этом укрепляют припой к деталям по линиям их соединения, затягивавот съемные шпильки и производят пайку змейкового волновода в соляной ванне. Источники информации, принятые во внимание при экспертизе 1. Патент США N 2995806, кл. 29-6ОО, 1961.
