Изобретение относится к устройствам герметизации муфтовых соединений труб, применяемых в нефтяной и газовой промышленности.
Известно устройство для пайки изделий [1], включающее ложемент для размещения на нем паяемого изделия, шарики для поджатия паяемой детали в процессе пайки, сетку, образующую объем для размещения паяемого изделия, вертикальные перегородки, расположенные над сеткой и разделяющие объем на секции для размещения в них шариков. Недостатком этого устройства является то, что оно достаточно сложное, нагрев паяемой детали осуществляется вместе с устройством в печи, что делает процесс пайки изделия продолжительным, а следовательно, малопроизводительным.
Известно устройство для безфлюсовой пайки трубопроводов [2], состоящее из обжимного устройства с нагревателем. Нагреватель выполнен многослойным из материала с высоким удельным сопротивлением и в сжатом виде представляет собой цилиндр с многослойными стенками, зажатыми между разъемными по высоте токопроводящими пластинами, попарно жестко связанными теплоэлектроизоляционным заполнителем.
Недостатком данного устройства является неравномерность нагрева при ступенчатом расположении паяемых деталей, а также инерционность процесса нагрева.
Наиболее близким к предлагаемому является устройство для индукционной пайки соединительной муфты волновода [3], содержащее охватывающий трубу волновода индуктор, выполненный в виде охлаждаемого токопровода, изогнутого по контуру сечения трубы волновода и помещенного в паз соосного магнитопровода, и подложку из черного металла с проходным окном для трубы волновода и соединительной муфты.
Недостатком этого устройства является трудность удержания температуры нагрева в интервале выше температуры плавления припоя и ниже температуры плавления соединяемых деталей, что часто приводит к расплаву стенки трубы волновода.
Задачей изобретения является устранение недостатков, указанных в отмеченных выше устройствах, в том числе и в прототипе.
Технической задачей изобретения является разработка устройства, обеспечивающего дополнительную надежную герметичность муфтового и конического резьбового соединения при пайке.
Известно[4], что негерметичность резьбовых соединений колонн является причиной пропуска газа (газопроявлений) в 80% случаев, что приводит к большим потерям газа и является небезопасным. Поэтому желательно обеспечивать дополнительную герметичность муфтовых и конических резьбовых соединений, не изменяя уже существующие.
Технический результат достигается устройством для дополнительной герметизации муфтовых и конических трубных резьбовых соединений, которое включает в себя индуктор кольцевого типа, термопару, усилитель термоэлектродвижущей силы (напряжения), возникающей в термопаре, реле, по обмотке которого течет ток, обусловленный термоэдс термопары, источник энергии для индуктора и таймер. Все названные элементы соединяются друг с другом следующим образом: индуктор охватывает муфту (коническое резьбовое соединение) по внешней поверхности или в торцевой части, или в середине длины муфты. К индуктору подводится электропитание, например от механического преобразователя тока с частотой 2,5 кГц, причем одна линия питания проходит через контакт реле, обмотка которого запитывается электрическим током от термоэдс термопары, увеличивающей свое значение усилителем. Реле имеет возможность прерывать электропитание индуктора. Вторая линия электрического питания индуктора проходит через таймер, который разрывает эту линию через определенное время.
Новым является то, что устройство включает кольцевой индуктор для расплавления припоя, устанавливаемый по торцам муфты (соединяемых труб) или в ее середине.
Устройство имеет в своем составе термопары, которые вырабатывают термоэдс, и с помощью которых измеряется температура в зоне пайки.
Автоматическая система, являющаяся составной частью устройства, поддерживает заданную температуру в зоне паяного шва и состой! из: термопары, усилителя термоэдс с нее, реле, разрывающего цепь питания индуктора при достижении заданной температуры, таймера, обеспечивающего определенное время поддержания заданной температуры.
Существенными отличительными признаками устройства являются:
- наличие кольцевого индуктора для расплавления припоя, устанавливаемого по торцам муфты (соединяемых труб) или в ее середине;
- наличие термопары для выработки термоэдс с целью измерения температуры в зоне паяного шва;
- наличие автоматической системы поддержания заданной температуры в зоне паяного шва, состоящей из: термопары, усилителя термоэдс с нее, реле, разрывающего цепь питания индуктора при достижении заданной температуры, таймера, обеспечивающего определенное время поддержания заданной температуры.
Использование новых признаков обеспечивает достижение технического результата изобретения, а именно: дополнительную герметизацию мест соединения труб при формировании колонны.
Нами не выявлены источники, содержащие информацию о технических решениях, включающих всю совокупность признаков изобретения, что позволяет сделать вывод о его соответствии условию новизны.
Нами не обнаружены источники патентной документации и научно-технической литературы, описывающие сведения о влиянии оитличительных признаков устройства на достигаемый технический результат. Техническое решение явным образом не следует из уровня техники, т.е. соответствует условию изобретательский уровень.
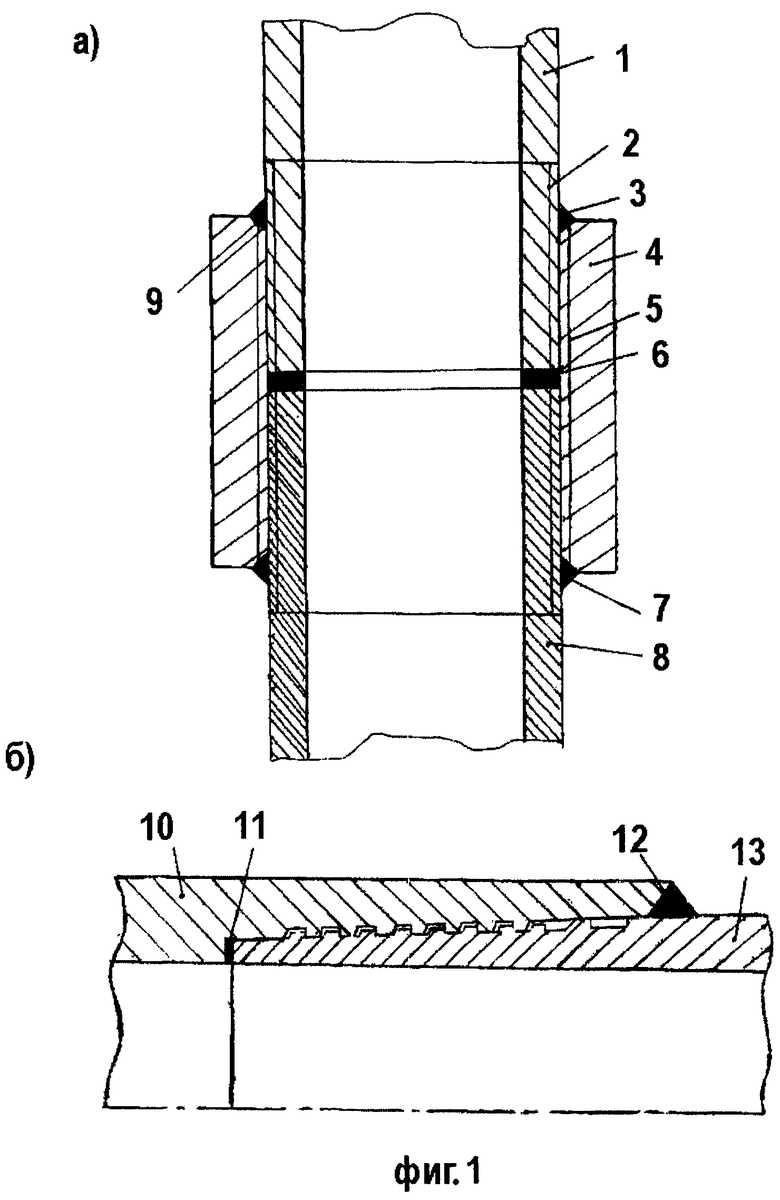
Изобретение поясняется чертежами. На фиг.1 представлено муфтовое и коническое резьбовое соединения, имеющие дополнительные паяные швы.
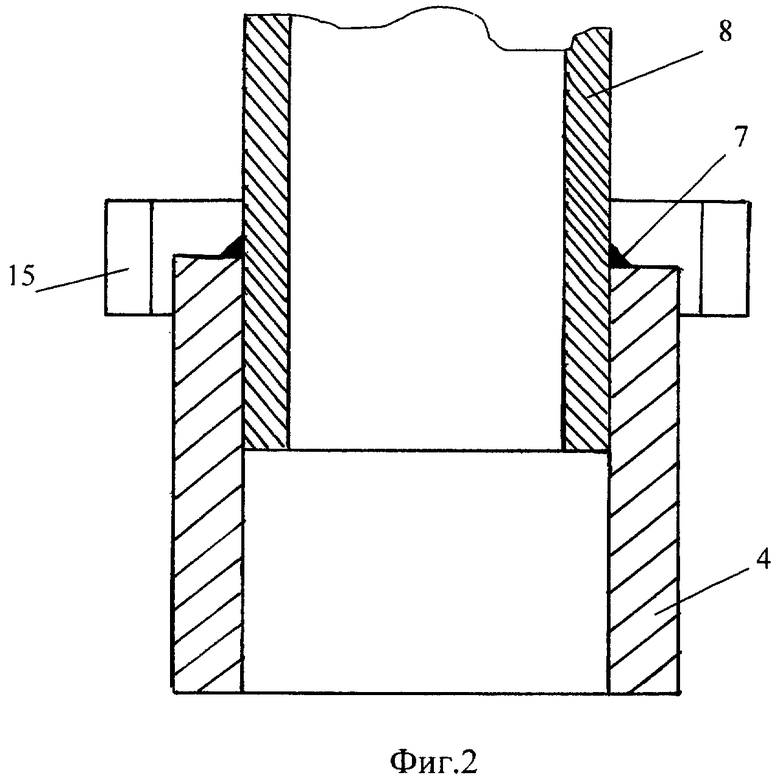
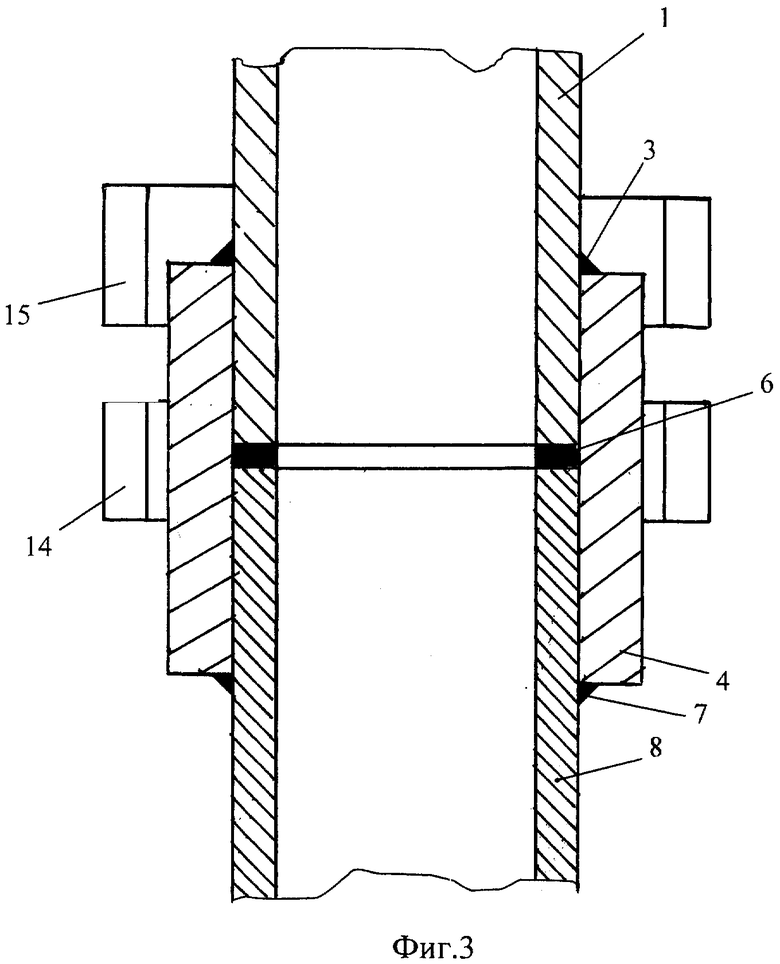
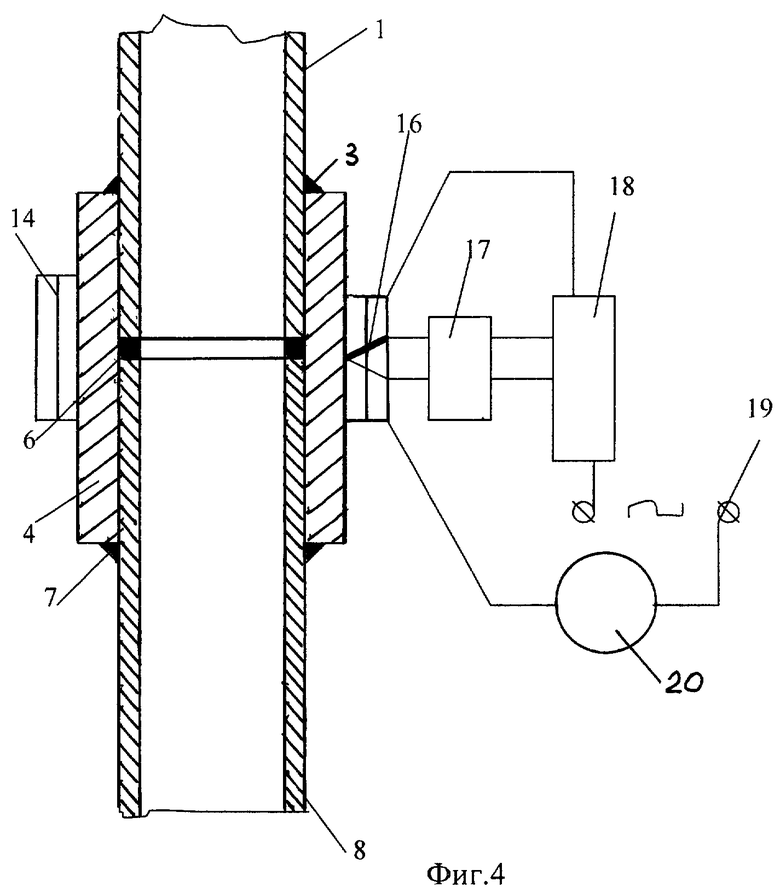
На фиг.2 изображен индуктор при формировании нижнего торцевого паяного шва. На фиг.3 показано положение двух индукторов, образующих верхний торцевой паяный шов и паяный шов между торцами соединяемых труб. На фиг.4 схематично представлено устройство для формирования паяного шва между торцами соединяемых труб. На фиг.1, на виде «а» представлен продольный разрез муфтового соединения, которое включает соединяемые трубы 1 и 8 с помощью муфты 4. На концах труб выполнена резьба 2, которая обеспечивает вворачивание труб в резьбу муфты 5. У муфты, по торцам с внутренней стороны, сняты фаски 9, обеспечивающие углубление между муфтой 4 и трубами 1 и 8. В этих углублениях размещаются паяные швы 3 и 7. В зазоре, между торцами соединяемых труб, располагается паяный шов 6. На виде «б» показано конусное резьбовое соединение, состоящее из обхватываемой трубы 13 и обхватывающей трубы 10. На торце обхватывающей трубы 10 снята фаска, что обеспечивает углубление для расположения в нем паяного шва 12. Между торцом обхватываемой трубы 13 и внутренней поверхностью обхватывающей трубы 10 размещен паяный шов 11. На фиг.2 показано положение индуктора 15 при формировании нижнего торцевого шва 7 на муфте 4 и трубе 8. При этом фаска на торце муфты 4 не снята. На фиг.3 представлено положение индукторов 14 и 15 при образовании верхнего торцевого муфтового паяного шва 3 и паяного шва 6 между торцами соединяемых труб 1 и 8. Фаска на муфте 4 также не снималась. На фиг.4 схематично представлено устройство для образования паяного шва (для примера взят шов между торцами соединяемых труб муфтой). Индуктор 14 располагается на середине длины муфты, обхватывая ее по внешней поверхности с определенным зазором. На поверхности муфты, снаружи, в какой-то точке закреплена термопара 16, провода от которой связаны с усилителем 17 термоэдс (напряжения). Электрический ток, обеспечиваемый термоэдс (термоэлектродвижущей силой) термопары 16, протекает по катушке реле 18, контакты которого обеспечивают включение и выключение подачи электропитания по одной линии индуктора 14 от источника 19. Таймер 20 выдерживает поддержание температуры в зоне паяного шва требуемое время путем разрыва второй линии электропитания индуктора 14 от источника 19.
Образование дополнительных герметизирующих швов осуществляется в следующей последовательности.
Первоначально образуют нижний паяный шов 7 в муфтовом соединении. Перед началом его образования решается вопрос о снятии фаски по торцам муфты с внутренней стороны. Если решают снять фаску, то это делается. Наличие или отсутствие фаски не меняет технологический процесс. Но с фаской паяный шов получается более толстым, по поперечному сечению, что обеспечивает большую прочность и лучшую дополнительную герметичность соединения по торцам муфты. Чтобы расплавленный припой не стекал из зоны пайки вниз, под действием силы тяжести, нижнюю трубу 8 переворачивают с навинченной, предварительно, на ее торец муфтой 4. При навинчивании муфты на трубу выполняются все используемые в настоящее время методы герметизации резьбового соединения, например использование герметизирующей смазки. После переворачивания трубы с муфтой обрабатываются флюсом паяемые поверхности, чтобы происходило удаление окисной пленки и хорошее соединение припоя с материалом трубы и муфты. В качестве флюса можно использовать, например, хлористый цинк [6]. После этого, по периметру внешней поверхности трубы 8 в место касания ею торца муфты, укладывается припой в виде круглого прутка. Так как припой достаточно пластичен, то он хорошо прилегает к трубе 8 и муфте 4. Затем устанавливается индуктор 15, см. фиг.2, середина высоты которого располагается напротив прутка припоя, и включается в работу. При достижении температуры пайки (немного более температуры полного расплавления припоя), например для припоя ПОС 40 эта температура составляет величину около 250 градусов по Цельсию [7] дальнейший нагрев прекращают, выдерживают при этой температуре зону пайки определенное время (несколько минут), выключают источник нагрева (индуктор 15) и дают остыть месту пайки на воздухе. В результате образуется герметичный паяный шов 7, который дополнительно герметизирует муфтовое соединение с нижней стороны муфты. После этого труба 8 с муфтой и паяным швом 7 переворачивается обратно в положение, которое она будет занимать в колонне, т.е. труба внизу, а муфта-вверху. После этого обрабатывается флюсом торец трубы 8, см. фиг.3, и укладывается на него прутковый припой в виде кольца. Затем флюсом обрабатывается торец трубы 1, которая ввинчивается в муфту 4 с применением, при этом, используемых в настоящее время методов герметизации, в частности смазок. После этого обрабатывается флюсом зона пайки в месте касания верхнего торца муфты и внешней поверхности трубы 1 и укладывается кольцом припой. Затем напротив колец припоев устанавливаются индукторы 14 и 15 в качестве нагревательного элемента (хотя может использоваться и другой тип), включаются в работу аналогично ранее описанному. В результате получаются герметичные паяные швы 3 и 6, которые дополнительно герметизируют муфтовое соединение. При использовании предлагаемого метода дополнительной герметизации конического резьбового соединения, паяные швы 12 и 11, см. фиг.1 вид «б», образуют: паяный шов 12 - в месте касания торца обхватываемой трубы 10 и внешней поверхностью обхватывающей трубы 13. При этом может сниматься фаска с внутренней кромки торца обхватывающей трубы 10 (на чертеже показана снятая фаска) или нет. Положение же соединения при пайке такое, что торец обхватывающей трубы направлен вверх. Паяный шов 11 образуют между торцом обхватываемой трубы 13 и противолежащей поверхностью трубы 12. На фиг.1 показаны паяные швы, которые дополнительно герметизируют муфтовое и коническое резьбовое соединения труб в колонне. Само устройство при этом работает следующим образом. На фиг.4 в качестве примера показано его положение при образовании паяного шва в зазоре между торцами соединяемых труб. Нагревательным элементом в нем служит индуктор 14 с блоком питания 19. Индуктор устанавливается на внешней поверхности муфты 4 напротив будущего паяного шва (напротив зазора между торцами соединяемых труб). Припой предварительно уложен в этот зазор. Между индуктором и внешней поверхностью муфты 4 имеется небольшое пространство (несколько миллиметров). На внешнюю боковую поверхность муфты, плотно к ней, помещается термопара 16, выходы с которой соединены с усилителем 17, а он, в свою очередь, имеет электрическую связь с обмоткой реле 18, по которой течет электрический ток, образуемый термоэдс термопары. В исходном состоянии контакт реле замкнут, и линия электрического питания индуктора 14 от источника 19, проходящая через реле 18, замкнута. Вторая линия питания индуктора 14 от источника 19 будет также замкнута, при включении отсчета таймером выставленного на нем времени. Работа индуктора включается таймером. Температура внешней поверхности муфты 4 повышается. Термопара вырабатывает термоэдс, от которой по электрической цепи начинает течь электрический ток: чем больше температура спая термопары, тем больше термоэдс, тем сильнее сила тока в цепи. Устройство настроено так (реле 18), что при достижении определенной температуры поверхности, где располагается термопара, сила тока в обмотке реле достигнет величины, достаточной для разрыва контактом цепи питания индуктора. Последний выключается и нагрев прекращается. Температура в месте термопары падает. Сила тока в цепи уменьшается, реле замыкает контакт питания индуктора, который снова включается и осуществляет нагрев. Так циклически будет включаться и выключаться индуктор, обеспечивая поддержание на заданном уровне температуры в зоне термопары. За счет теплопроводности, тепло от боковой внешней поверхности муфты будет передаваться через стенку муфты в зону нахождения припоя. Температура на внешней поверхности муфты подбирается такой, чтобы в зону пайки передалось тепла, достаточного для расплавления припоя. И эта температура зависит от толщины стенки муфты и толщин стенок соединяемых труб, теплопроводности материала муфты и труб и т.д. И подбирается она в каждом конкретном случае. Циклическое включение индуктора будет продолжаться столько, сколько определено временем выдержки температуры пайки, и задается таймером. Это время также определяется для каждого конкретного случая. По завершении времени выдержки пайки таймер 20 разрывает цепь электрического питания индуктора, который выключается, и нагрев прекращается. Далее место нагрева охлаждается на воздухе. В результате образуется паяный шов, обеспечивающий дополнительную герметизацию муфтового соединения.
Предлагаемый способ дополнительной герметизации муфтовых и конических резьбовых соединений позволит уменьшить газопроявления в скважинах, чем увеличится безопасность их эксплуатации, уменьшатся потери газа.
Источники информации
1. Патент РФ №1396396. Устройство для пайки.
2. Патент РФ №1329928. Устройство для бесфлюсовой пайки трубопроводов.
3.Патент РФ №2297308. Устройство для индукционной пайки соединительной муфты волновода.
4. Карабанов В.В., Бохоров И.О. Решение проблемы герметичности и надежности обсадных колонн (в порядке обсуждения). Статья в Ж.: «Нефтяное хозяйство», №1, 2012 г. - С.42-45.
5. Справочник по пайке / Под ред. Лоцманова С.Н., Петрунина И.Е., Фролова В.П. - М.: Машиностроение, 1975. - С. - 88, 90, 111.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ СТЕСНЕННОЙ ПРОКЛАДКОЙ | 2013 |
|
RU2513937C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ ПРОКЛАДКОЙ С ПАМЯТЬЮ | 2013 |
|
RU2517344C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ И ПРИ СКВОЗНЫХ ПОВРЕЖДЕНИЯХ | 2012 |
|
RU2508444C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2513740C1 |
| УСТРОЙСТВО ЦИЛИНДРИЧЕСКОЙ ФОРМЫ ДЛЯ РАЗДЕЛЕНИЯ НА ЧАСТИ УПАВШИХ В СКВАЖИНУ МЕТАЛЛИЧЕСКИХ ПРЕДМЕТОВ С ПРИМЕНЕНИЕМ АНОДНОГО РАСТВОРЕНИЯ | 2012 |
|
RU2506406C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ФИЛЬТРА ИЗ СКВАЖИНЫ ПО ЧАСТЯМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2502858C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ФИЛЬТРА ИЗ СКВАЖИНЫ | 2012 |
|
RU2499125C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ИЗ СКВАЖИНЫ УПАВШИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496968C1 |
| РАСШИРИТЕЛЬ РАЗДВИЖНОЙ ОДНОЛОПАСТНОЙ | 2014 |
|
RU2542057C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НА ЧАСТИ СНАРУЖИ УПАВШИХ В СКВАЖИНУ ТРУБ МЕТОДОМ АНОДНОГО РАСТВОРЕНИЯ | 2012 |
|
RU2507373C1 |
Изобретение относится к дополнительной герметизации муфтовых соединений труб, применяемых в нефтяной и газовой промышленности. Устройство для дополнительной герметизации муфтовых и конических трубных резьбовых соединений включает в себя нагревательный элемент, например индуктор кольцевого типа, термопару, усилитель термоэлектродвижущей силы, возникающей в термопаре. Кроме того, включает реле, по обмотке которого течет ток, обусловленный термоэдс термопары, источник энергии для индуктора и таймер. Причем реле разрывает электрическую линию питания индуктора при достижении температуры полного расплавления припоя в зоне пайки. Вторую линию разрывает таймер по истечении времени выдержки температуры пайки. Технический результат заключается в обеспечении дополнительной надежной герметичности муфтового и конического резьбового соединения при пайке. 4 ил.
Устройство для дополнительной герметизации муфтовых и конических трубных резьбовых соединений, отличающееся тем, что включает в себя нагревательный элемент, например индуктор кольцевого типа, термопару, усилитель термоэлектродвижущей силы, возникающей в термопаре, реле, по обмотке которого течет ток, обусловленный термоэдс термопары, источник энергии для индуктора и таймер, причем реле разрывает электрическую линию питания индуктора при достижении температуры полного расплавления припоя в зоне пайки, а вторую линию разрывает таймер по истечении времени выдержки температуры пайки.
| 1967 |
|
SU434663A3 | |
| JP 57002984 A, 08.01.1982 | |||
| СПОСОБ ПАЙКИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗ МАГНИТОСТРИКЦИОННЫХ ФЕРРИТОВ | 1991 |
|
RU2022733C1 |
| Способ соединения при помощи бесфлюсовой пайки легкоплавкими припоями алюминиевых изделий | 1957 |
|
SU113882A1 |
| ПАЯНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 1995 |
|
RU2105644C1 |
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Устройство для полуавтоматической пайки вертикальных швов труб | 1976 |
|
SU591288A1 |

