(5) СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ПРЕСС-ФОРМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для металлических пресс-форм | 1974 |
|
SU512075A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазка для металлических прессформ | 1986 |
|
SU1412971A1 |
| РАЗДЕЛИТЕЛЬНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ В ПРОИЗВОДСТВЕ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2277472C1 |
| РАЗДЕЛИТЕЛЬНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ ПРИ ИЗГОТОВЛЕНИИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2435663C1 |
| ЭМУЛЬСИОННЫЙ КРЕМ ДЛЯ ОБУВИ И ИЗДЕЛИЙ ИЗ КОЖИ | 1993 |
|
RU2069681C1 |
| МОЮЩЕЕ СРЕДСТВО ТЕХНОСОЛ | 2010 |
|
RU2439205C2 |
| ПИТАТЕЛЬНЫЙ КРЕМ ДЛЯ СУХОЙ КОЖИ ЛИЦА | 1993 |
|
RU2057524C1 |
| Твёрдое косметическое средство в форме эмульсии типа "вода в масле" | 2015 |
|
RU2698327C2 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 2014 |
|
RU2571123C1 |
1
Изобретение относится к смазкам для металлических пресс-форм при изготовлении огнеупорных и керамических изделий.
Известна смазка при изготовлении огнеупорных керамических изделий, включающая керосин в количестве 8098,82; и стеарин в количестве 1,220% СП.
Однако такая смазка пожароопасна, так как имеет низкую температуру вспышки , обладает неприятным устойчивым запахом, токсична, вследствие содержания ароматических углеводородов до 20%, в результате чего вызывает профзаболевания.
Наиболее близким к предлагаемому по техническому решению является смазка для металлических пресс-форм при изготовлении огнеупорных и керамических изделий, включающая весД: жидкий парафин ряда С,-С, %, стеариновую или пальмитиновую кислоту или синтетическую жирную кислоту ряда С -С 1-3. Токсикологическая характеристика смазки обусловлена высоким содержанием ароматических углеводородов в количестве до 3, температура ее вспышки 100-1IS C 2,
В данной смазке керосин заменен менее пожароопасным и менее токсичным жидким парафином, однако содержание в ней ароматических углеводородов остается высоким, поэтому при ее применении возможно заболевание кожи у работающего персонала.
Цель изобретения - повышение температуры вспышки и снижение токсичности смазки.
Указанная цель достигается тем, что смазка для металлических прессформ при изготовлении огнеупорных и керамических изделий, включающая жидкий парафин ряда 4- стеариновую или пальмитиновую кислоту или синтетическую жирную кислоту ряда C-io-Cf6 дополнительно содержит моно этаноламиды и воду при следующем со отношении компонентов, в вес.%: Жидкий парафин ряда 20-80 ; . Стеариновая или пальмитиновая кислота или синтетическая жирная кислота ряда 0,2-2; J° 0,2-2; поноэтаноламиды 16-79,6. Готовят смазку в виде эмульсии. Для смазки используют парафин нефтя ной жидкий с содержанием ароматичес ких углеводородов не более 0,5%, с пределами кипения 240-3 0 С, моноэт ноламиды синтетических жирных кислот фракции , стеарин технический первый сорт, пальмитиновую кислоту, синтетические жирные кисло ты фракции С Введение в пред лагаемую смазку воды дает возможнос на порядок уменьшить содержание ток сичных ароматических углеводородов .Наряду с этим вода экранирует проникающее действие органических сое динений в организм человека при ко такте со смазкой, снижая дополнитель-М
но токсичность ее.
Жидкие парафины
Стеарин
Моноэтаноламиды
Вода
Жидкие парафины
Стеарин
Мо ноэ т g НОЛамиды
Вода
ры смазок.
1 +7-150
0,1
1itO-1if5
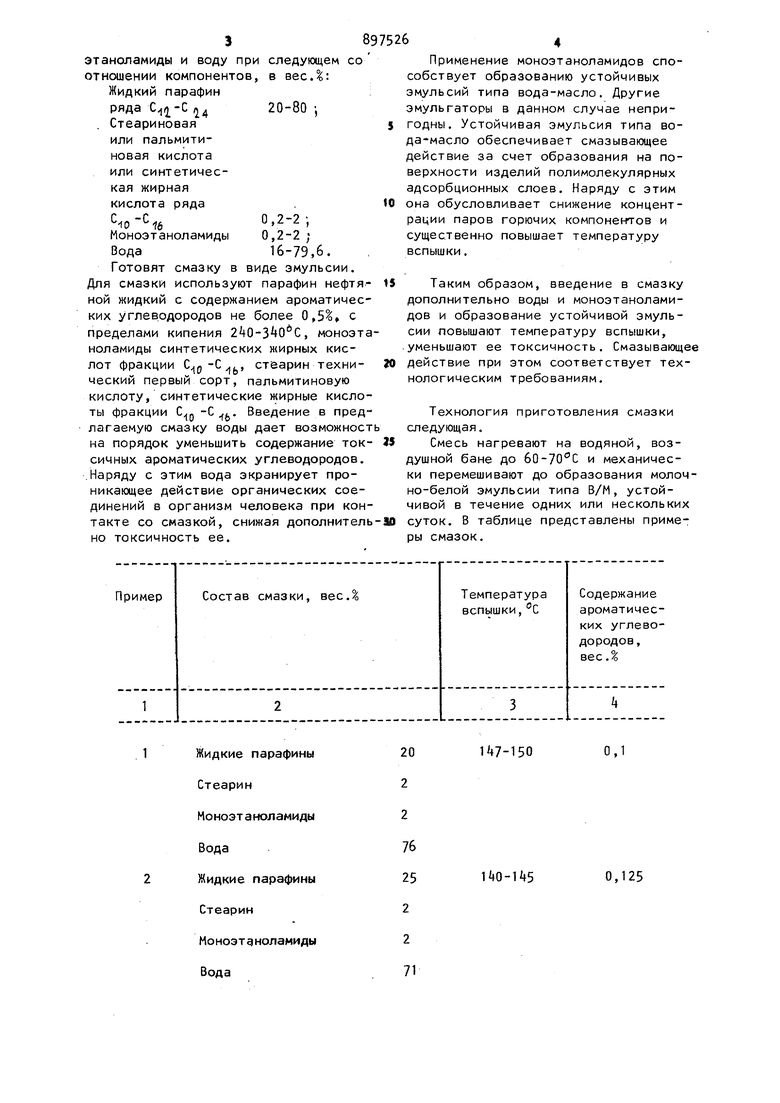
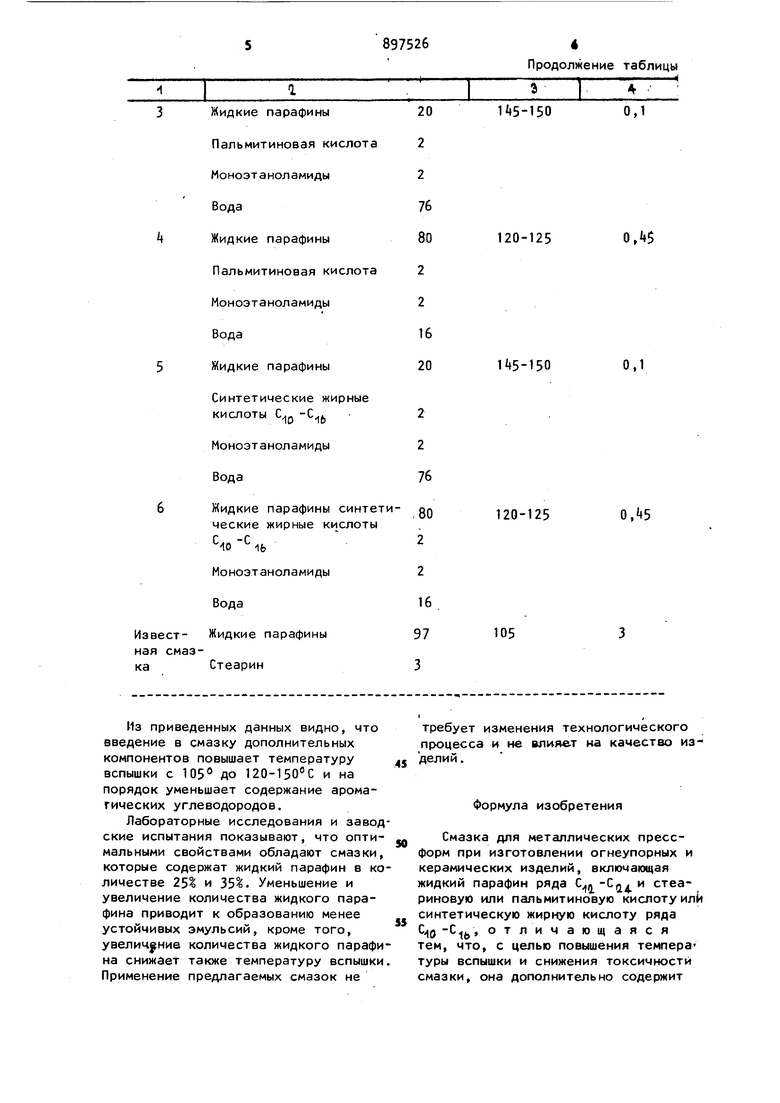
0,125 4 Применение моноэтаноламидов способствует образованию устойчивых эмульсий типа вода-масло. Другие эмульгаторы в данном случае непригодны. Устойчивая эмульсия типа вода масло обеспечивает смазывающее действие за счет образования на поверхности изделий полимолекулярных адсорбционных слоев. Наряду с этим она обусловливает снижение концентрации паров горючих компонентов и существенно повышает температуру вспышки. Таким образом, введение в смазку дополнительно воды и моноэтаноламидов и образование устойчивой эмульсии повышают температуру вспышки, уменьшают ее токсичность. Смазывающее действие при этом соответствует технологическим требованиям. Технология приготовления смазки следующая, Смесь нагревают на водяной, воздушной бане до 60-70 С и механически перемешивают до образования молочно-белой эмульсии типа В/М, устойчивой в течение одних или нескольких суток. В таблице представлены примеИз приведенных данных видно, что введение в смазку дополнительных компонентов повышает температуру вспышки с 105° до 120-150 С и на порядок уменьшает содержание ароматических углеводородов.
Лабораторные исследования и заводские испытания показывают, что оптимальными свойствами обладают смазки, которые содержат жидкий парафин в количестве 251 и 35%. Уменьшение и увеличение количества жидкого парафина приводит к образованию менее устойчивых эмульсий, кроме того, увеличение количества жидкого парафина снижает также температуру вспышки. Применение предлагаемых смазок не
Продолжение таблицы
требует изменения технологического процесса и не влияет на качество изД5 делий.
Формула изобретения
Смазка для металлических прессформ при изготовлении огнеупорных и керамических изделий, включающая жидкий парафин ряда стеариновую или пальмитиновую кислоту или синтетическую жирную кислоту ряда 0 16 отличающаяся тем, что, с целью повышения температуры вспышки и снижения токсичности смазки, она дополнительно содержит моноэтаноламиды и воду при следу соотношении компонентов, вес Л: Жидкий парафин ряда 20-80 i Стеариновая или пальмитиновая кислота или синтетическая жирная Цо кислота ряда 68 Моноэтаноламиды 0,2-2 , Вода16-79,6. Источники информации, принятые во внимание при экспертизе 1. Ивановская Т.И. Формование огнеупоров.- Огнеупоры, ff 5, 1935, с,353. 2, Авторское свидетельство СССР № 512075, кл. В 28 В 7/38, 197А.
