(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПО-СВАРНЫХ КОНСТРУКЦИЙ ИЗ (а + |3)-ТИТАНОВЫХ СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ТЕРМОУПРОЧНЕННОГО ТИТАНОВОГО СПЛАВА | 2019 |
|
RU2732138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ИЗ НИХ | 2012 |
|
RU2492274C1 |
| Способ диффузионной сварки жаропрочного никелевого сплава | 2018 |
|
RU2689837C1 |
| Способ термической обработки сварных соединений титанового сплава | 2024 |
|
RU2834665C1 |
| Способ изготовления закрытого рабочего колеса центробежной турбомашины из термообрабатываемых алюминиевых сплавов | 1983 |
|
SU1147538A1 |
| Способ термической обработки сварных соединений титановых сплавов | 1980 |
|
SU954498A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 1990 |
|
RU1762572C |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО НИЗКОЛЕГИРОВАННОГО СПЛАВА НА МЕДНОЙ ОСНОВЕ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО МЕТАЛЛОПРОДУКЦИИ | 2007 |
|
RU2378403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2613003C1 |
| Способ термической обработкиСВАРиВАЕМыХ АлюМиНиЕВыХ СплАВОВ | 1976 |
|
SU850729A1 |
I
Изобретение относится к цветной металлур гни и может быть использовано при изготовлеиии сварных конструкций из высоколегированных (а + )-титановых сплавов. . Известен способ изготовления штампо-сварных конструкций из высоколегированных (а + Р)-титановых сплавов, включающий нагрев под закалку до температуры (се + (3)-области, вьщержку при зтой температуре и охлаждение со скоростью - 5000 град/мин (вода, водный раствор NaCI и др.), старение в интервале 450-650РС с охлаждением на воздухе, сварка на утолщенных кромках упрочненных деталей с последующим местным отжигом сварных соединений ТВЧ при 750- 850РС 1.
Однако местный отжиг не снимает полностью остаточные напряжения в сварных конструкциях, а только лишь распределяет их; снижая пик напряжений в сварном соединении. При местном отжиге наблюдается относительно больщая ширина зоны разогрева, что приводит к увеличению веса конструкции за счет увеличения ширины утолщенной зоны.
.Возможность применения местного отжига ограничена расположением сварных соединений, например при наличии вблизи сварных щвов жесткостей местный отжиг невозможен.
Известен способ изготовления штампо-сварных конструкций низко- и среднелегированных двухфазньк титановых сплавов типа ВТ6С, ВТ 14, ВТ6, ВТ9 и др., заключающийся в проведении термоупрочнени.я (мягкой закалки и ступенчатого старения) после сварки и потому лишен указанных недостатков 2.
Однако этот способ не пригоден для изготовления штампо-ев арных конструкций из (а + /3)-высоколегированных титановых сплавов, так как вызывает охрупчивание сварньи соединений.
Цель изобретения - повышение пластических и вязких характеристик сварных конструкций из высоколегированных титановых сплавов.
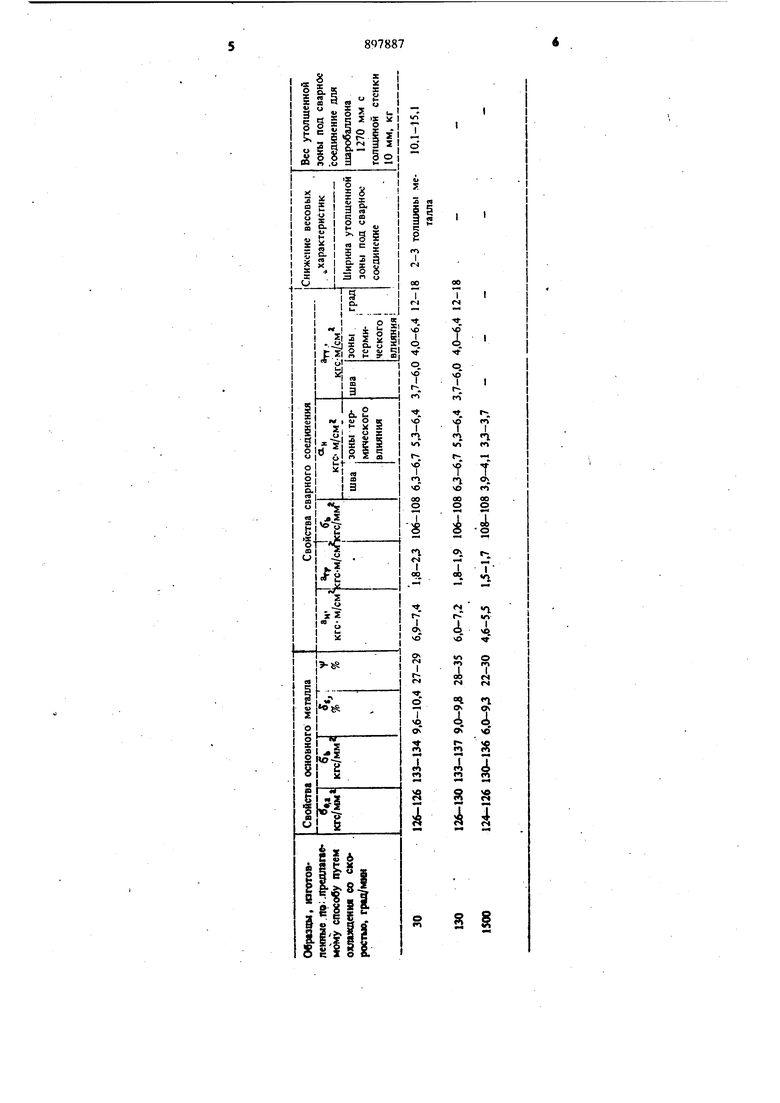
Поставленная цель Достигается тем, что согласно способу изготовления штампо-сварных конструкций из (а+ )-титановых сплавов, включающему сварку, закалку от температур (а )-области и старение, закалку проводят со скоростью охлаждеиия 30 1SOO град/мин. Предложенный способ заключается в том, что вначале осуществляют сварку конструкции а затем закалку от температур (а+ Д)-области со скоростью 30-1500 град/мин и последующее старение. При такой закалке успевают пройти диффузионные процессы, обеспечиваетс более равномерное распределение легирующих элементов, а фазовые превращения носят не сдвиговый, а изотермический характер. После закалки фиксируется пластичная метастабильная (J-фаза, распадающаяся в конечном итоге и /3 -фазы, что приводит при старении на а к повышению пластических и вязких характеристик при сохранении высоких прочностных характеристик. При осуществлении предложенного способа на листовом материале из сплава ВТ23 толщиной 10 мм образцы основного металла и сварного соединения нагревают в печи до 875° С, охлаждают со скоростями 30; 130; 1500 град/мнн н подвергают старению при 500С в течение 10 ч. Результаты механических испытаний, а также данные, характеризующие снижение веса конструкций, приведены в таблице.
78978878
Формула изобретениязакалку проводят со скоростью охлаждения
Способ изготовления штампе-сварных кон-Источники информа1щи,
струкций из (а + 0)-титановых сплавов, вклю-принятые во внимание при экспертизе
чающий сварку, закалку от температур (a-f)-5 1. Гуревич С. В. и др. Сварка высокопрочобласти и старение, отличающнйсяных титановых сплавов. М., Металлургиздат,
тем, что, с целью повьпиения пластических1975, с. 85.
и вязких характеристик сварных конструкций2. Авторское свидетельство СССР № 259099,
из высоколегированных титановых сплавов,. С 21 D 9/50, 1968.
:-ш.
-4..
V
30-1500 град/мин.
