Изобретение относится к области термической обработки сварных соединений термоупрочненного псевдо-бета-титанового сплава марки ПТ-48, выполненных аргонодуговой сваркой. Изобретение может быть использовано в судостроительной и авиационной отраслях промышленности, с целью улучшения механических свойств сварных соединений и сохранения свойств основного металла сплава данного класса.
Известен способ термической обработки сварных соединений двухфазных титановых сплавов, включающий в себя закалку с температуры 940°С и старение в два этапа: при температурах 500-550°С в течение 0,5-2,5 ч. и при 400°С в течение 15-25 ч (патент SU 259099).
Известен способ термической обработки сварных соединений титановых сплавов, включающий в себя нагрев до температуры на 30-140°С ниже температуры полиморфного превращения, охлаждение на воздухе и старение в две стадии: сначала при 300-390°С в течение 8-16 ч., затем при 520-570°С, 0,5-5 ч. (патент SU 954498).
Известен зарубежный патент CN 109554650, в котором авторами предложен режим термообработки титанового-бета-сплава, а именно, закалка в воду с температуры на 10-200°С выше температуры полиморфного превращения; две ступени старения, сначала при 400-650°С, 0,5-8 ч., затем при 200-400°С, 0,08-24 ч.
Повторная после термоупрочнения основного металла термическая обработка вызывает изменение свойств основного металла.
Кроме того, недостатками известных способов являются большие энергозатраты и длительность процесса при осуществлении несколько ступеней старения после закалки, что снижает технико-экономическую эффективность в масштабах промышленного производства.
Известен способ термической обработки, например для сварных соединений из титанового сплава ВТ22, заключающийся в отжиге при температуре 750°С в течение 1-2 часов (Куликов Ф.Р., Хохлов В.В., Кириллов Ю.Г. - В кН.: V Всесоюзная конференция по электроннолучевой сварке. Тезисы докладов. Киев, изд. ИЭС им. Е.О. Патона, 1975). Данный способ термообработки сварных соединений не позволяет получить необходимый уровень прочностных и пластических характеристик, помимо этого происходит снижение пластических свойств основного металла.
Известны следующие режимы термической обработки, предложенные для сварных соединений сплава ВТ22, полученных аргонодуговой сваркой (С.М. Гуревич, В.Н. Замков, Н.А. Кушниренко Сварка и термическая обработка титанового сплава ВТ22 // Автоматическая сварка, 1982, №5):
1. Отжиг 830°С, 2 ч; охлаждение с печью до 750°С, 2 ч; повторный нагрев в печи до 600°С, 3 ч, охлаждение на воздухе;
2. Отжиг 750°С, 2 ч; охлаждение с печью до 400°С, охлаждение на воздухе; старение 380°С, 8 ч, охлаждение на воздухе.
Известны следующие режимы термической обработки, используемые для сварных соединений сплава ВТ22, полученных электронно-лучевой сваркой (Н.А. Кушниренко, И.К. Тяпко, Н.Н. Фортунатова, А.Д. Шевелев Особенности термической обработки сварных соединений титанового сплава ВТ22, выполненных ЭЛС // Автоматическая сварка 1988, №3):
1. Отжиг 830°С, 2 ч; охлаждение с печью до 600°С, 1 ч, охлаждение на воздухе; двухступенчатое старение: 370°С, 4 ч, охлаждение на воздухе и 600°С, 5 ч, охлаждение на воздухе.
2. Отжиг 830°С, 2 ч; охлаждение с печью до 650°С, 1 ч, охлаждение на воздух; двухступенчатое старение: 370°С, 4 ч, охлаждение на воздухе и 550°С, 5 ч, охлаждение на воздухе.
3. Отжиг 830°С, 2 ч; охлаждение с печью до 700°С, 1 ч, охлаждение на воздухе; двухступенчатое старение: 400°С, 4 ч, охлаждение на воздухе и 600°С, 3,5 ч, охлаждение на воздухе.
4. Отжиг 830°С, 2 ч; охлаждение с печью до 750°С, 1 ч, охлаждение на воздухе; двухступенчатое старение: 400°С, 4 ч, охлаждение на воздухе и 600°С, 2 ч, охлаждение на воздухе.
Известные режимы термообработки незначительно повышают прочностные характеристики сварных соединений, при этом понижаются значения ударной вязкости сварных швов, ухудшаются механические свойства основного металла.
Известны следующие режимы термоциклической обработки (B.C. Лясоцкая, Ф.Р. Куликов, Ю.Г. Кириллов, Н.Ю. Равдоникас Улучшение свойств сварных соединений из титанового сплава ВТ22 термоциклической обработкой // Сварочное производство, 1983, №5):
1. 800°С, 3 ч, охлаждение с печью до 450°С, охлаждение на воздухе, 5 циклов;
2. 850°С, 1 ч, охлаждение с печью до 750°С, 3 ч, охлаждение на воздухе + старение при 580°С, 4 ч, 5 циклов.
Первый режим обработки не позволяет получить необходимый уровень прочностных характеристик сварных соединений. Недостатком второго режима термоциклической обработки является снижение ударной вязкости металла шва и зоны термического влияния сварных соединений, а также пластических свойств основного металла.
Наиболее близким способом термической обработки по техническому исполнению является режим термообработки сварных соединений по патенту SU 954498: нагрев до температуры на 30-140°С ниже температуры полиморфного превращения, охлаждение на воздухе и старение в две стадии: сначала при 300-390°С в течение 8-16 ч., затем при 520-570°С, 0,5-5 ч.
Термообработка сварных соединений титанового псевдо-бета-сплава марки ПТ-48 (после упрочняющей термической обработки) по известному способу, изменяя свойства зоны термического влияния, не позволяет сохранить уровень механических свойств основного металла.
Технической задачей предложенного изобретения является создание способа термической обработки сварных соединений термоупрочненного титанового псевдо-бета-сплава, выполненных аргонодуговой сваркой.
Техническим результатом предложенного изобретения является повышение временного сопротивления сварных соединений термоупрочненного титанового псевдо-бета-сплава при сохранении механических свойств основного металла.
Для достижения поставленного технического результата предложен способ термической обработки сварных соединений термоупрочненного титанового сплава марки ПТ-48, включающий нагрев до температуры старения-570-590°С в электрической печи, выдержку в течение 6-8 часов и охлаждение со скоростью 2-5°С/мин.
После проведения сварки структура зоны термического влияния титановых псевдо-бета-сплавов представлена крупными β-зернами, внутри которых наблюдаются выделения α-фазы. Выделения этой фазы по зерну распределены неравномерно, что приводит к снижению прочностных характеристик. Последующая термическая обработка позволяет снизить структурную и фазовую неоднородность в сварных соединениях.
Процесс старения после сварки приводит к распаду метастабильной β-фазы с образованием внутризеренных выделений частиц первичной и дисперсной α-фазы, в результате чего происходит повышение прочностных характеристик. Предложенный способ термической обработки позволяет получить более однородный фазовый состав сварных соединений. При выдержке во время старения повышается стабильность β-фазы в результате перераспределения легирующих элементов.
По сравнению со способом-прототипом, в процессе предложенного способа не используется первая ступень обработки, так как при охлаждении титановых сплавов после сварки в зоне термического влияния образуются закалочные структуры. Упрощение технологии термообработки повышает технико-экономическую эффективность в процессе изготовления крупногабаритных сварных конструкций в условиях промышленного производства.
Температура старения сварных соединений выбрана такой же, как и температура старения основного металла, что позволяет сохранить его механические свойства.
Охлаждение после процесса старения производится со скоростью 2,0-5,0°С/мин. При больших скоростях охлаждения уменьшается объемная доля α-фазы, в результате чего происходит снижение прочностных характеристик.
Предлагаемый и известный способы проверяли на сварных соединениях толщиной 20 мм из титанового сплава марки ПТ-48 (патент RU 2690257 С1) после упрочняющей термической обработки. Сварные соединения выполнялись ручной аргонодуговой сваркой с использованием присадочной проволоки композиции Ti-Al-V-Mo-Zr-Cr-Nb.
Пример выполнения 1 по известному способу:
По известному способу (патент SU 954498) сварные соединения подвергались нагреву до 750°С, охлаждению на воздухе и дальнейшему старению в две стадии: сначала при 350°С в течение 10 часов, затем при 550°С в течении 2 часов.
Пример выполнения 2:
По предлагаемому способу сварные соединения подвергались нагреву в электрической печи до 570°С и выдерживались в течение 6 часов, охлаждение проводилось со скоростью 5°С/мин. Температура старения выбрана одинаковой с температурой старения основного металла.
Пример выполнения 3:
По предлагаемому способу сварные соединения подвергались нагреву в электрической печи до 590°С и выдерживались в течение 8 часов, охлаждение проводилось со скоростью 5°С/мин. Температура старения выбрана одинаковой с температурой старения основного металла.
Оценку временного сопротивления при одноосном статическом растяжении сварных соединений после термической обработки проводили на крупногабаритных образцах с рабочим сечением 20×60 мм по ГОСТ 6996. Результаты испытаний представлены в таблице 1.
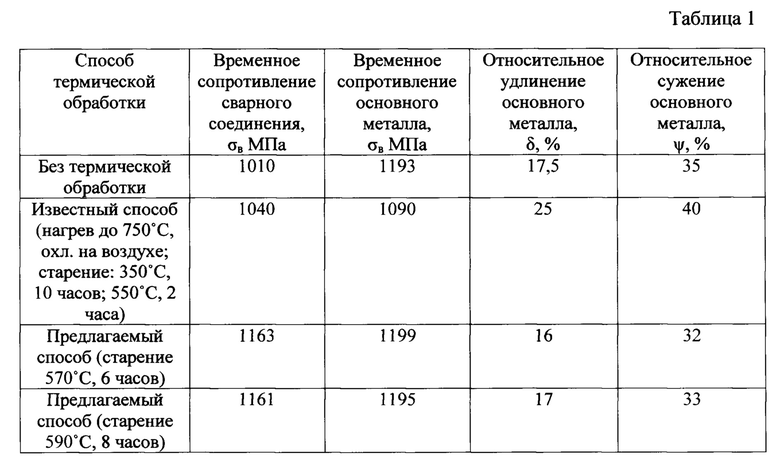
Как видно из таблицы 1 использование предлагаемого способа термической обработки сварных соединений обеспечивает по сравнению с существующими способами повышение временного сопротивления на 12% при сохранении механических свойств основного металла.
Помимо улучшения механических свойств, повышается технико-экономический эффект, что связано с уменьшением энергозатрат и длительности процесса обработки сварных соединений (не используется первая ступень обработки) в масштабах промышленного производства.
Предлагаемый режим термической обработки может быть использован для сварных соединений термически упрочненного титанового псевдо-бета-сплава марки ПТ-48, выполненных аргонодуговой сваркой. Использование предложенного способа термической обработки после сварки повышает временное сопротивление сварных соединений титанового сплава данного класса (до 1163 МПа) при сохранении механических свойств предварительно термоупрочненного основного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721977C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| Способ термической обработки сварных соединений титанового сплава | 2024 |
|
RU2834665C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2750229C1 |
| Способ термической обработки двух-фАзНыХ ТиТАНОВыХ СплАВОВ | 1979 |
|
SU834232A1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2690257C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 2006 |
|
RU2342450C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО СПЛАВА ВТ23 | 2013 |
|
RU2544322C1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |
Изобретение относится к области термической обработки сварных соединений титанового сплава марки ПТ-48, выполненных аргонодуговой сваркой. Способ термической обработки сварных соединений титанового сплава марки ПТ-48 включает нагрев до температуры старения 570-590°С в электрической печи, выдержку в течение 6-8 часов и охлаждение со скоростью 2-5°С/мин. Использование предложенного способа термической обработки после сварки повышает временное сопротивление сварных соединений титанового сплава до 1163 МПа при сохранении механических свойств предварительно термоупрочненного основного металла. 1 табл., 3 пр.
Способ термической обработки сварных соединений термоупрочненного титанового сплава ПТ-48, включающий нагрев до температуры старения 570-590°С в электрической печи, выдержку в течение 6-8 часов и охлаждение со скоростью 2-5°С/мин.
| CN 101270459 B, 09.06.2010 | |||
| CN 104762573 A, 08.07.2015 | |||
| CN 106670674 B, 11.06.2019 | |||
| Способ термической обработки листовых сварных соединений псевдо L-титановых сплавов | 1987 |
|
SU1565918A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1990 |
|
SU1780338A1 |

