(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ ОСИ СВАРНОГО СТЫКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения ширины сварного стыка | 1980 |
|
SU899293A1 |
| Устройство для измерения разновысокости кромок свариваемого стыка | 1983 |
|
SU1131615A1 |
| Устройство для измерения ширины разделанного сварного стыка | 1983 |
|
SU1208479A1 |
| Устройство контроля положения оси привариваемого ребра к листу из немагнитных материалов | 1984 |
|
SU1232410A1 |
| Устройство для измерения ширины трещины в стальной ленте | 1980 |
|
SU1002947A2 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Магнитоиндукционный датчик скорости | 1980 |
|
SU980000A1 |
| Устройство для измерения положения оси ребра,прикрепленного к листу | 1983 |
|
SU1174736A1 |
| Регулятор частоты | 1973 |
|
SU562050A1 |
1
Изобретение относится к сварочному произвоцству и может быть использованр аля Контроля сварочных работ преимущественно при автоматизации процесса газовой сварки.
Известен Инцукциоиньтй дифференциальный цатчик положэния свариваемого стыка, содержащий Ш-сйразный серцечник с закрепленной на его центральном стержне обмоткой, генератор переменного тока, уложенный вдоль стыка и выполненный в виде двух изолированных частей, проводник и коммутатор, который через схему ИЛИ подключает проводники к вьрсоду генератора переменного тока 11 .
Однако такое устройство характеризуется сложностью, ввиду необходимости прокладки проводов у свариваемых стьЬ ков.
Известен также Индукционный датчик положения свариваемого стыка, содер жаший разделенный на части немагнитной прокладки центральный сердечник Ш-образной формы и боковые П-образные части, причем питающая обмотка расположена на среднем стержне, а на крайних частях магнитопровода уложены встречно включенные обмотки рабочего сигнала, на П-образных стержнях сердечника уложены обмотки компенсации погрешности, включенные встречно-послецовательно с обмотками рабочего сигнала 2 .
Недостатком данного устройства яв10ляется относительно низкая точность.
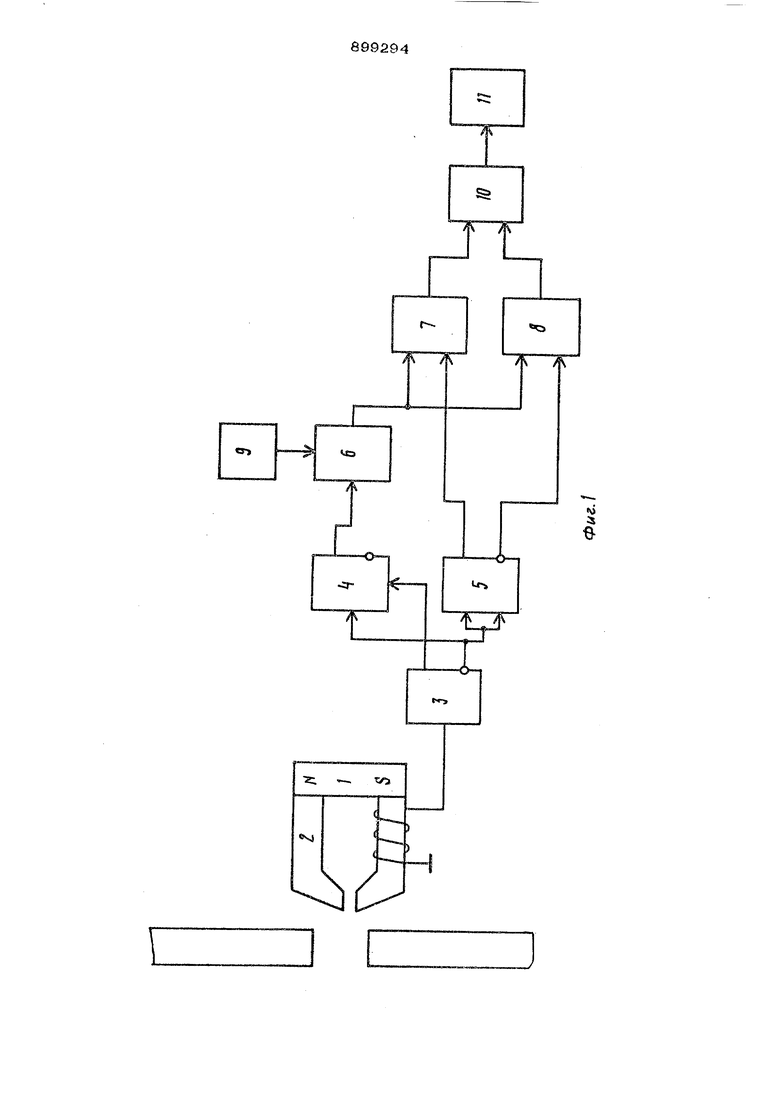
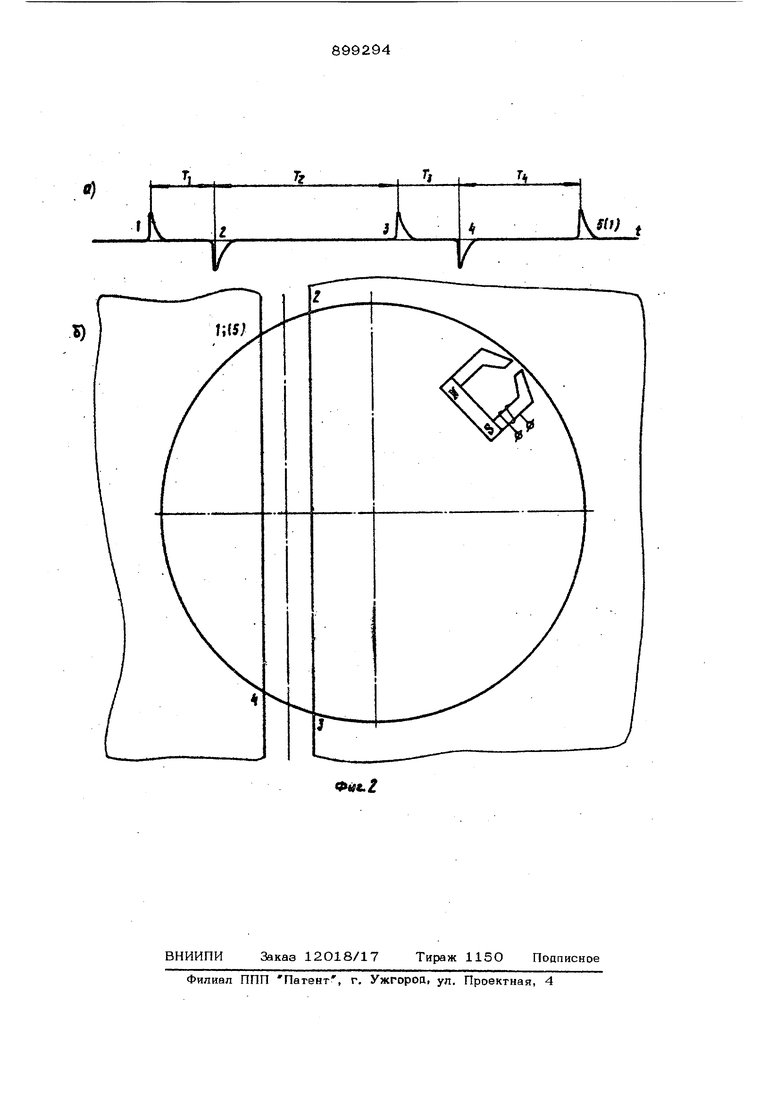
Наиболее близким к изобретению по технической сущности является Устройство для определения трещин в ферромагнитной ленте. Оно содержит постоян15ный магнит для подмагничивания стальной ленты, последовательно соединенные магнит оиндукц ионный преобразователь и парафазный усилитель, прямой выход которого через первый детектор, формирователь и линию задержки подключен к первому входу схемы совпадения, второй вход которой через второй детектор и формирователь подсоединены к инверсному выходу усилителя, а выхоц схемы coBnaaeния через счетчик импульсов пооключен к блсжу цифэоБОГо отсчета . Сигнал электродвижущей силы (ЭДС) о трещины на выходе машитоиндукциоиного преобразователя имеет форму двухполярно импульса. Он усиливается парафазным уси лителем, на выходе которого будут пара фазные сигналы, которые детектируются детекторами и преобразуются формировагелями в прямоугольные импульсы. Сигнал с прямого выхода усилителя задержи вается линией задержки на время, при ко тором происходит его перекрытие с инвертированньм отрицательным импульсом Далее оба сигнала поааются на входы схемы совпадения, и сигналы с нее подсчитываются счетчиком и регистрируются блоком цифрового отсчета Сз1 , Однако известное устройство только подсчитывает число трещин, а не определяет их ширину. Цель изобретения - повышение точнос ти измерения положения оси сварного ст ка. Поставленная цет достигается тем, что в устройство для измерения положения оси сварного стыка, содержащее пос тоянный магнит для подмагничивания сва риваемого магнитного материала, магнит индукционный преобразователь, соединенный с парафазным усилителем, схему совпадения и счетчшс импульсов, соециненный с блоком цифрового отсчета, введены два триггера, вторая и третья схемы совпадения и генератор эталонной частоты, при этом прямой выход парафазного усилителя соединен со входом сброса первого триггера, установочный вход которого соединен с инверсным выходом парафазного усилителя и счетным входом второго триггера, прямой и инверсный выходы которого соединены соот ветственно со вторыми входами второй и третьей, схемы совпадения, первые входы которых соединены с выходом первой схемы совпадения, входы которых соединены с прямым выходом первого триггера и выходом генератора эталонной частоты, а вькоды второй и третьей схем совпадения соединены со входом счетчика импульсов. На фиг. I показана блок-схема устройства; на фиг. 2 - диаграммы, поясняющие работу устройства. Схема содержит постоянный магнит 1 магнитоиндукционный преобразователь (т па магнитной головки) 2 с измерительно катушкой, парафазный усилитель 3, триг геры 4 и 5, три схемы 6-8 совпадения, генератор 9 эталонной частоты, счетчик Ю импульсов, блок 11 цифрового отсчета, причем выход магнитоиндукционного преобразователя 2 соединен со входом парафазного усилителя 3, инверсный выход которого связан с установочным входом триггера 4 и со счетным входом триггера 5, а прямой выход парафазного усилителя 3 соединен со входом сброса триггера 4, выход последнего подключен к первому входу схемы 6 совпадения, второй вход которой связан с вьгходом генератора 9 эталонной частоты, а выход схемы 6 совпадения подключен к первым входам дополнительных схем 7 и 8 совпадения, вторые входы которых связаны соответственно с прямым и инверсным входами триггера 5, а выходы схем 7 и 8 совпадения подключены ко входу счетчи)са 1О, связанному с блоком 11 цифрового отсчета. Сигнал с выхоца магнитоиндукционного преобразователя представляет собой двухполярный импульс, так как ширина трещины имеет очень малые размеры (порядка десятков мкн). Для сварного стыка, размеры которого несколько мм, воздушный (Промежуток стыка велик, он много больше зазора магнитной головки магнитоиндукционного преобразователя 2, и при вращении последнего поперек оси стыка или вращения его в зоне сварного стыка один двухполярный импульс превращается в два импульса, разнесенных во времени. Всего же за один оборот вращения магнитоиндукционного преобразователя будет четыре импульса (фиг. 2а). Это соответствует диаграмме (фиг. 26) плана вращения магнитоиндукционного преобразователя в зоне свариваемого стыка. Здесь точка 1 соответствует первому положительному импульсу, точка 2 - второму отрицательному, точка 3 - третьему положительному, точка 4 - четвертому отрицательному, второй оборот врЕШ1ения и т.д. Интервал времени Т (между импульсами 1 и 2) и Tj (между импульсами 3 и 4) пропорциональны ширине сварного стыка, а разность интервалов времени Т, - Ti, пропорциональна эксцентриситету положения оси стыка относительно оси вращения магнитоиндукционного преобразователя. Парафазный усилитель 3 преобразует импульсы с магнитоиндукционного преобразователя 2 в прямоугольные.
Таким образом, вторым импульсом с с инверсного выхоаа парафааного усилителя 3 ввоцягся триггеры 4 и 5| открь вается схема 6 совпацения, и имульсы генератора 9 эталонной частоты прохоцят в течение времени L через цополнительную схему 7 совпацения (сложения), открытую сигналом с прямого выхода триггера 5 на реверсивный счетчик 10. По гфихоау третьего импульса триггер 4 сбрасьюается, запирается схема 6 совпацения, прекращается поступление импульсов на реверсивный счетчик 1О. По прихооу четвертого (отрицательного) им пульса снова вводится триггер 4 и сбрасывается триггер 5, закрывая дополнительную схему 7 совпацения и открывая цополнительную схему 8 совпацения (вычитания). Триггер 4 открывает схему 6 совпацения и импульсы генератора 9 эталонной частоты через цополнительную схему 8 совпацения вычитаются из реверсивного счетчика 10. По приходу Пятого импульса сбрасьшается триггер 4 и закрьюает схему 6 совпацения, В блоке IL ци({рового отсчета буцет ци4ровой эквивалент разности интервалов времени Tj, - который пропорционален эксцентриситету положения оси сварного стыка относительно оси вращения магнитоиндукционного преобразователя.
Применение данного устройства позволит повысить точность определения положения оси сварного стыка перец сваркой управлять положением электрода и полностью автоматизировать процесс газовой сварки, что даст большой техникоэкономический эффект народному хозяйству.
Формула изобрете. ния
Устройство для измерения положения оси сварного стыка, соцержащее постоянный магнит для поцмагничивания свариваемого магнитного материала, магнитоиндукционный преобразователь, соединенный с парафазным усилителем, схбму совпацения и счетчик импульсов, соединенный с блоком цифрового отсчета, отличающееся тем, что, с целью повышения точности измерения положения оси сварного стыка перец сваркой, в него введены два триггера, вторая и третья схемы совпацения и генератор эталонной частоты, при этом прямой выход па рафазного усилителя соединен со входом сброса первого триггера, установочный вход последнего соединен с ушверсным выходом парафазного усилителя и счетным входом второго триггера, его прямой и инверсный выходы соединены соответственно со вторыми входами второй и третьей схем совпадения , а их первые входы соединены с выходом первой схемы совпацения, входы послецней соединены с прямым выходом первоге триггера и выходом генератора эталонной частоты, а выходы второй и третьей схем совпадения соединены со входом счетчика импульсов.
Источники информации,
принятые во внимание при экспертизе
N 577106, кл. В 23 К 9/10, О4.01.76,
№ 580957, кл. В 23 К 9/Ю, 28.07.75,
