(54) УСТРОЙСТЮ ДЛЯ ИЗМЕРЕНИЯ ШИРИНЫ СВАРНОГО СТЫКА
I
Изобретение относится к сварочному производству и может быть использовано цля контроля сварочных работ преимущественно при автоматизации процесса газовой сварки.
Известен Иноукционный оифференциальный датчик положэния свариваемого стыка, содержащий Ш-образный сердечник с закрепленной на его центральном стержне обмоткой, генератор переменного тока, уложенный вдоль стыка и вь1полненный в вице двух изолированных частей проводника и коммутатор, который через элемент ИЛИ подключает проводники к выходу генератора переменного тока 1 .
Однако такое устройство является сложным ввиду необходимости прокладки проводов вдоль свариваемых стыков.
Известен также Индукционный датчик положения свариваемого стыка , содержащий разделенный на части немагнитной прокладки центральный сердечник Ш-образной формы и боковые П-образные час-ти, причем питакхцая обмотка расположена на среднем стержне, а на крайних частях магнитопровода уложены встречно включенные обмотки рабочего сигнала, на П-образных стержнях сердечника уложены обмотки компенсации погрешности, включенные встречно-послецова-.: тельно с обмотками рабочего сигнала 21.
Недостатком цанного устройства ЯЕляется низкая точность.
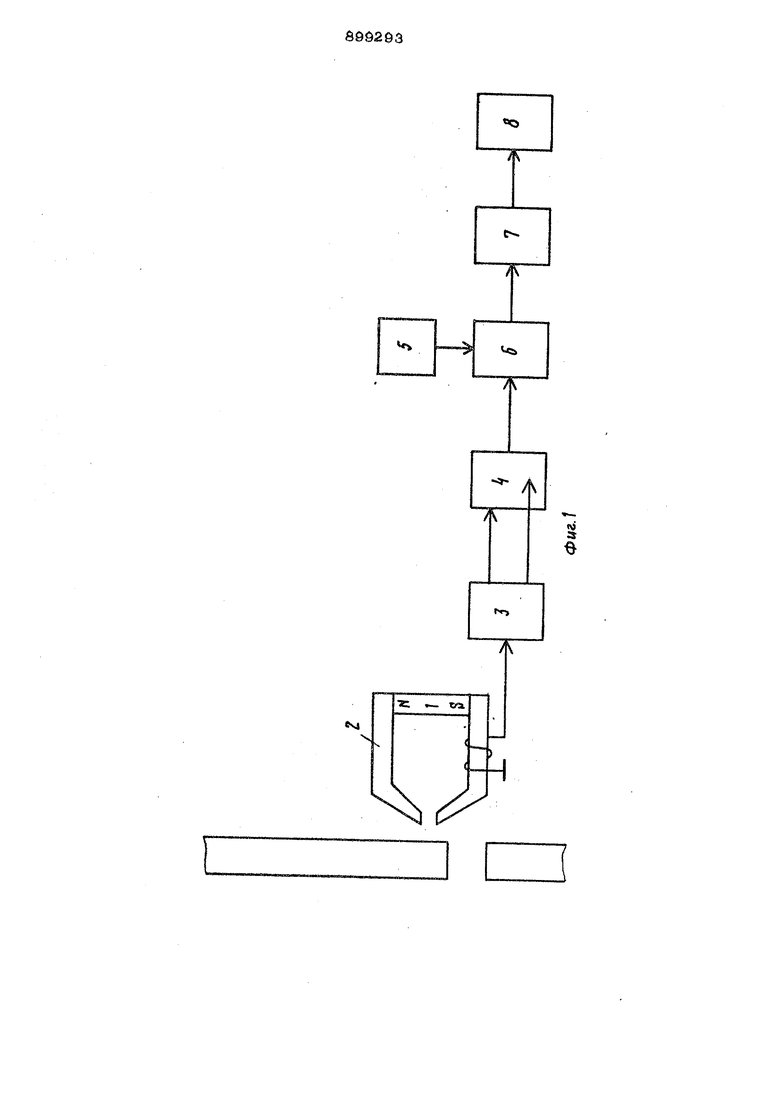
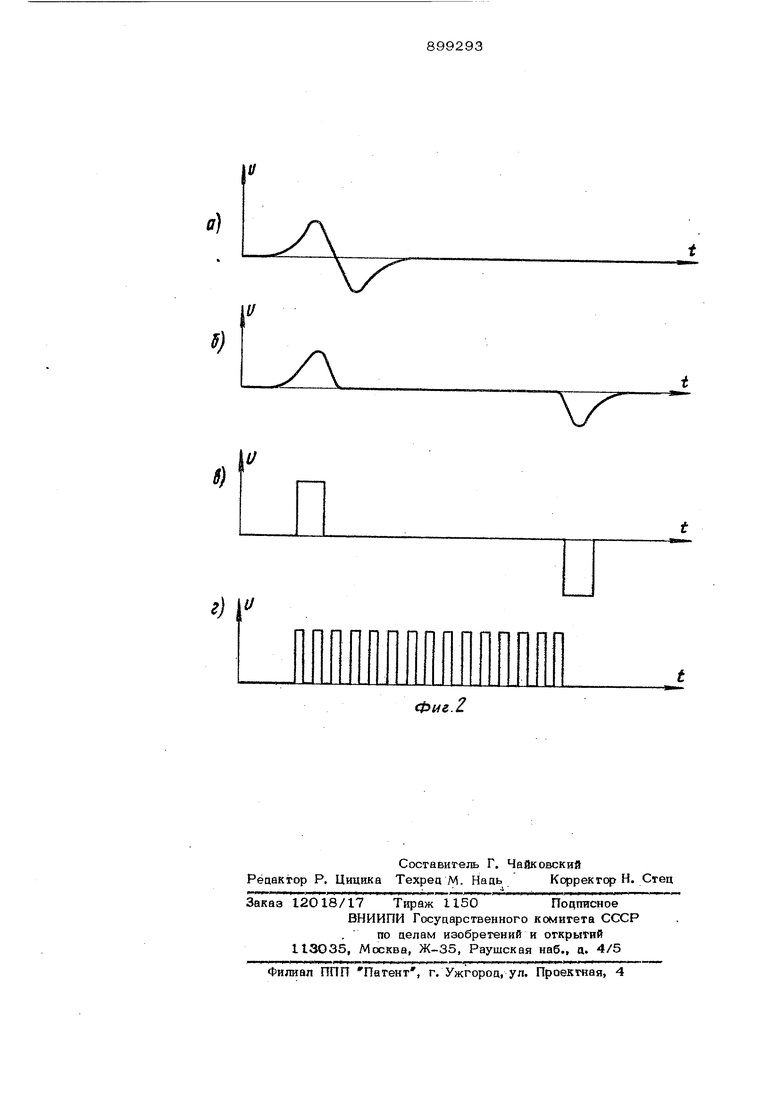
Наиболее близким к изобретению по технической сущности является Устройство для определения трещин в ферромагнитной ленте. Оно содержит постоянный магнит для подмагничиввния стальной ленты, последовательно соединенные магнитоиндукционный преобразователь и парафазный усилитель, прямой выход которого через первый детектор, формирователь и линию задержки подключен к первому входу схемы совпадения, второй вход которой через второй детектор и формирователь подсоединены к инверсному выходу усилителя, а выход cxeiмы совпапения через счетчик импульсов поцключен- к блоку цифрового отсчета. Сигнал элекгроцвижущей силы (ЭДС) ог трещины на выходе магнитоинаукционного преобразователя имеет форму овухполярного импульса. Он усиливается парафазным усилителем, на выхойе кото рого бупут парафааные сигналы, которые цетектируются детекторами и преобра зуются формирователями в прямоугольны импульсы. Сигнал с прямого выхода усилигеля задерживается линией задержки на время, при котором происходит его перекрытие с инвертированным отрицательным импульсом. Далее оба сигнала подаются на входы схемы совпадения, и сигналы с нее подсчитываются счетчиком и регистрируются блоком цифрового отсчета СЗ . Однако указанное устройство только подсчитывает число трещин, а на опреде ляет их ширину. Сварной стык (несколько мм) можно рассматривать как очень большие трещины (десятки мкм). Он может быть изме рен цифровым методом с высокой точностью. Цель изобретения - повышение точнос ти измерения ширины сваренного стыка. Поставленная цель достигается тем, что в устройство для измерения ширины сварного стыка, содержащее постоянный магнит для подмагничивания свариваемого магнитного материала, магнитоинцукционный преобразователь, соединенный с парафазным усилителем, и схему совпадения, которая через счетчик импульсов соединена с блоком цифрового .отсчета, введены триггер и генератор эталонной частоты, при этом прямой и инверсный выходы парафазного усилителя соединены соответственно с установочным входом и входом сброса триггера, выход последнего соецинен с оцним из входов схе мы совпадения, а ее другой вход соединен с генератором эталонной частоты, На фиг 1 показана схема предлагаемого устройства; на (|иг. 2 - временны диаграммы напряжений, поясняющие работу устройства. Устройство содержит посто5тный маг нит 1, подмагничивающий свариваемый магнитный материал, магнитоиндукциоиный преобразователь (типа магнитной головки) 2 с измерительной катущкой, парафазный усилитель 3, триггер 4 с раздельными входами, генератор 5 эта- 1лонной частоты, схему 6 ссжпацения. счетчик 7 импульсов, блок 8 цифрового отсчета, причем выхоц магнитоинаукционного преобразователя 2 соединен со входом парафазного упилителя 3, прямой выход которого связан с установочным вхгоаом триггера 4, а инверсный выхоц со входом сброса триггера, выхоц триггера 4 подключен к первому входу схейы 6 совпадения, второй вход которой связан c выходом генератора 5 эталонной частоты, а в-ыход схемы 6 совпадения подключен через счетчик 7 импульсов к блоку 8 цифрового отсчета. Рассмотрим временные диафрагмы работы (фиг. 2). Сигнал с выхода магнитоиндукционного преобразователя пред ставляет собой двухполярный импульс, так как ширина трещин имеет размеры десятков мкн (фиг. 2а). Для стыка, размеры котррого единицы мм, воздушный промежуток велик, а проницаемость воздуха равна нулю, то при перемещении магнитоиндукционного преобразователя поперек оси стыка или вращения его в зоне сварного стыка, один двухполярный импульс превращается в два импульса, разнесенных во времени (фиг. 26). На выходе парафазного усилителя 3 эти импульсы формируются в прямоуголь- ные (фиг. 2в) и при заполнении интервала времени между этими импульсами, пропорционального размеру сварного стыка, имульсами генератора 5 эталонной частоты на счетчик 7 пройдет число импульсов, пропорциональных размеру сварочного стыка (фиг. 2г), т.е. блоком 8 цифрсвого отсчета будет регистрироваться цифровой эквивалент ширины сварочного стыка. Применение предлагаемого устройства измерения ширины сварного стыка позволит в сочетании с шаговыми или импульсными двнгатепякш, включенными в цепь обратной связи управления скоростью перемещения сварочного аппарата или изменения ,скорости подачи электродов, полностью .автоматизировать процесс сварки, исключив необходимость газосварщика и сохранив при этом высокое качество газовой сварки. Это обеспечит большой экономический эффект народному хозяйству. Формула изобретения Устройство для измерения ширины сварного стыка, содержащее постоянный магнит для подмагничивания свариваемого магнитного материала, магнитоинцукционный преобразователь, соепиненный с парафааным усилителем и схему совпааения, которая через счетчик импульсов соеаинена с блоком цифрового отсчета, отличающееся тем, что, с целью повышения точности измерения ширины сварного стыка, в него введены триггер и генератор эталонной частоты, при этом прямой и инверсный выходы парафазного усилителя соединены соотjeercTseHHo с установочным входом и входом сброса триггера, выход послеанего соединен с одним из входсе схемы совпадения, а ее другой вход соединен с генератором эталонной частоты. Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 577106, В 23 К 9/10, 04.01.76.
2.. Авторское свидетельство СССР № 580957, В 23 К 9/10, 28.07.75.
3. Авторское свидетельс1ва СССР N 652479, G 01N 27/82, 15.12.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения положения оси сварного стыка | 1980 |
|
SU899294A1 |
| Устройство для измерения разновысокости кромок свариваемого стыка | 1983 |
|
SU1131615A1 |
| Устройство контроля положения оси привариваемого ребра к листу из немагнитных материалов | 1984 |
|
SU1232410A1 |
| Устройство для измерения ширины разделанного сварного стыка | 1983 |
|
SU1208479A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Устройство для измерения положения оси ребра,прикрепленного к листу | 1983 |
|
SU1174736A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для контроля сварных соединений | 1981 |
|
SU1015297A1 |
| Способ автоматического управления процессом контактной сварки и устройство для его осуществления | 1990 |
|
SU1743765A1 |
| Магнитоиндукционный датчик скорости | 1980 |
|
SU980000A1 |
TC - era
в)
У
7
I)
.Z
и
I)
Х7
Фиг.2
