(54) СПОСОБ ПРОВЕДЕНИЯ АКУСТИЧЕСКИХ ПРОЦЕССОВ В ЖИДКОСТИ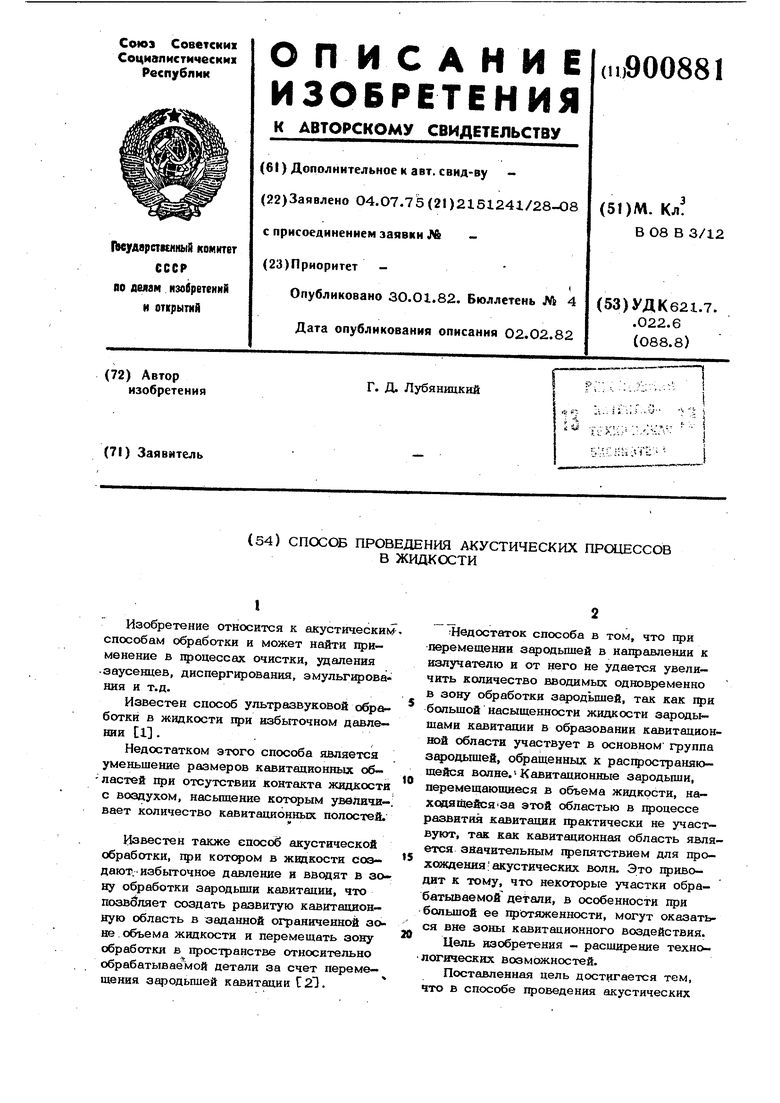

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ акустической обработки изделий в жидкости и устройство для его осуществления | 1976 |
|
SU662167A1 |
| Ультразвуковая установка для озвучивания жидких сред | 1972 |
|
SU460074A1 |
| СПОСОБ КАВИТАЦИОННОЙ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА В ЖИДКОЙ СРЕДЕ | 2007 |
|
RU2344886C1 |
| Способ ультразвуковой очистки деталей в жидкости | 1978 |
|
SU1087217A1 |
| Способ ультразвуковой очисткидЕТАлЕй и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1973 |
|
SU795589A1 |
| Способ обработки изделий,содержащих поры и/или капилляры | 1978 |
|
SU910224A1 |
| Способ проведения ультразвуковых технологических процессов в жидкости | 1972 |
|
SU498974A1 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА | 2001 |
|
RU2196014C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ АКУСТИЧЕСКИХ КОЛЕБАНИЙ В ТЕКУЧЕЙ СРЕДЕ И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476261C1 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА | 2000 |
|
RU2178729C1 |
I
Изобретение относится к акустическим , способам обработки и может найти применение в процессах очнстки, удаления заусенцев, диспергирования, эмульгирования и т.д.
Известен способ ультразвуковой обработки в жидкости при избыточном давлении 1 .
Недостатком этого способа является уменьшение размеров кавитационных областей при отсутствии контакта жидкости с воздухом, насьпцение которым увеличи-, вает количество кавитаиионных полостей.
Известен также способ акустической обработки, 1ФИ в жидкости создают, «избыточное давление и вводят в зону обработки зародьпии кавитации, что позвбляет создать развитую кавитадион- ную область в заданной ограниченной зо. не объема жидкости и перемещать зону обработки в пространстве относительно обрабатывае мой детали за счет перемещения зародышей кавитации Г 21.
Недостаток способа в том, что при перемещении зародьпией в нагфавлении к излучателю и от него не удается увеличить количество вводимых одновременно в зону обработки зародьщ1ей, так как при. большой насыщенности жидкости зародышами кавитации в образовании кавитационной области участвует в основном группа зародышей, обращенных к распространяющейся вапне.Кавитационные зародьпии,
10 перемещающиеся в объема жидкости, находящейся за этой областью в 1фоцессе развития кавитации хфактически не участвуют, так как кавитационная область является значительным препятствием для про15хождения; акустических волн. Это приводит к тому, что некоторые участки обрабатываемой детали, в особенности при большой ее протяженности, могут оказаться вне зоны кавитационного воздействия.
20
Цель изобретения - расширение технологических возможностей.
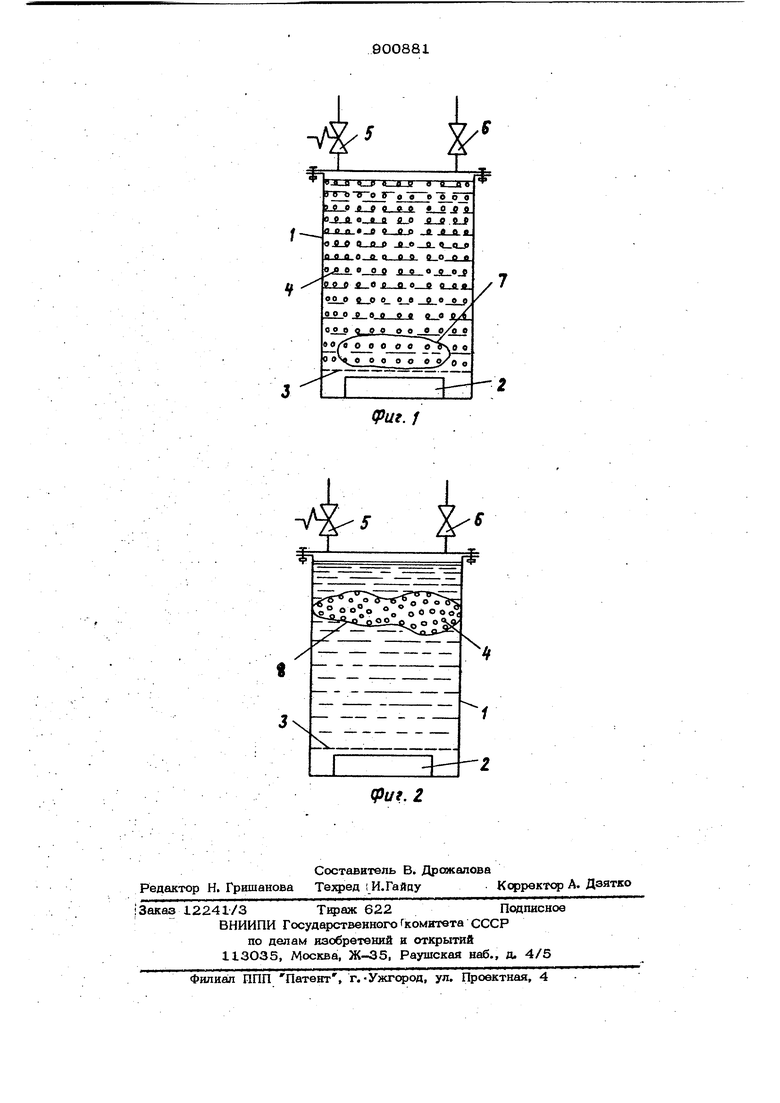
Поставленная цель достигается тем, что в способе проведения акустических технологических iqjoueccoB в жидкости, прк избыточном давления и введении в зону обработки з одышей кавитации, наг пример газовых пузырьков, зародыши вводят импульсами. При введении кавитационных зеродышей снижается прочность жидкости, что способствует созданию именно в зоне введения зародьпией развитой кавитаиионной области. Введение з одышей импульсами снижает зависимость эффективности проаесса от распределения кавитационных зародышей в зоне их введения. При перемещении зоны обработки в объеме жидкости за счет перемещения кавитадиониых з одышей улучшаются условия обработки деталей, особенно длиномерных, так как все участки обрабатываемого объекта последовательно оказываются в зоне многократно перемещающейся развитой кавитационной области. При очистке длинных труб можно устанавливать акустический излучатель не вдоль образующей трубы, как это обычно делают, а с торца, что снижает требуемую мощность излучате- лей. На фиг. 1 изображена непрерывная схема обработки по предлагаемому| спосо. бу; на фиг. 2 - импульсная схема обработки. Камера 1 с акустическим излучателем и и источником 3 искусственных кавитационных з одьпцей 4 снабжена щзедохранительным клапаном 5 и регулирующим клешаном 6, служащим для сравнивашш избыточного газа и поддержания заданного избыточного давления в камере. При не1ферывном введении искусственных кави тационных зародышей (фиг. 1) в жидкост заполняющей камеру с увеличением количества зародышей образуется развитая и устойчивая кавитационная область 7. Эта область занимает в щэостранстве стабильное положение, так как постоянно подпитьшается кавитадионными зародыша901 и в то же время является препятствиг ем для гфохождения акустических волн и формирования кавитационных областей за ней. При введении кавитационкых з одышей импульсами (фиг. 2) снижается зависимость эффективности процесса от рас- гфеделения их в жидкости, так как кавитационНая область 8 многократно перемещается в объеме. При этом улучшаются условия обработки деталей, особенно длинномерных, так как все их участки последовательно оказываются в зоне мнсяократно перемещающейся развитой кавитационной области. Это способствует интенсификации процесса. Улучшаются и условия транспортирования акустическими потоками свежих порций рабочей жидкости к обрабатываемым деталям во время пауз. Предложенный способ повьпиает эффективность обработки и расширяет технологические возможности за счет увеличёиия количества вводимьрс зародышей кавитации, миграции, кавитационной области и пОвьпиения равномерности обработки деталей. Формула изобрете-ння Способ проведения акустических процессов в жидкости при избыточном давлении и введении в зону обработки зародышей кавитации, отличающийся тем, что, с целью расширения технологических возможностей, кавитационные загродыши вводят импульсами. Источники информации, принятые во внимание- при экспертизе t. Ультразвуковая технология. Под ред. Б А. Аграната. М., Металлургия , 1974. 2. Авторское свидетельство СССР № 498974, кл. В 08 В 3/12, 1972.
o о в
Й .fi A. a о 0 о , О t OP дала L-e ft. Ч-И. oo p о о j
ILeft q ,a .
0 e 0 0 о a о о ОУ о о о о/о Р g о ags а о
/ о о в /0 о
i/г. /
