Предлагается способ безболтовсго Ki)en,-ieiiiui футеровки барабанных мельниц с применением кольневлх броневых элементов футеровки с приваренными шпонками.
Отличительная особенность гред.()го способа состоит в том, что кольцевые футеровсчпые броневые э. вводят в установленный вертикально барабан мельнииы, а зазор между футеровкой и барабаном за.тивают расплав.1ениым HIIHKOM, с целью прочного соединения футеровки с (барабаном) мельницы.
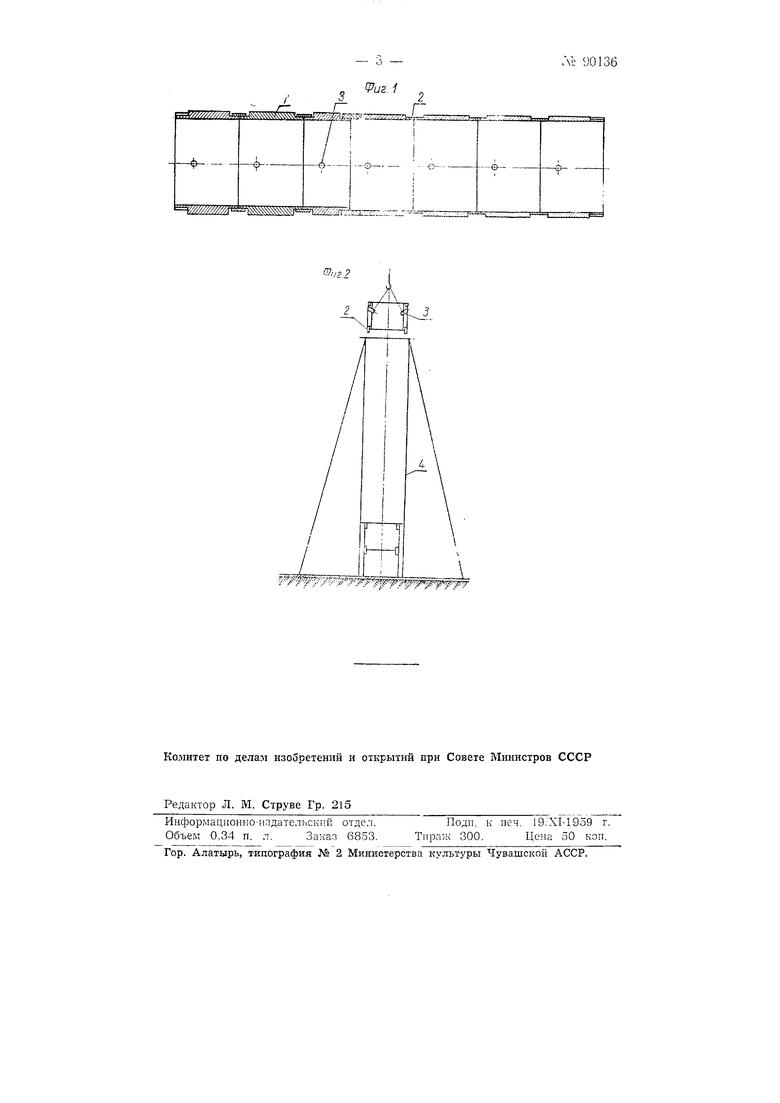
На фиг. 1 изображена футеровка ба|1абанной мельницы в продольном разрезе; на фиг. 2-схема монтажа футеровки.
Футеровка состоит из отдельных кольцевых броневых элементов 1 диаметром несколько меньшим барабана мельницы. Элементы / перед заводкой в барабан сращивают путем приварки к их соседним концам шпонок 2. Шповки 2 могут быть поставлены в двух илИ трех местах по окружности о)утеровки. Каждый элемент имеет отверстия 3 для установки штырей при монтаже.
Перед футеровкой барабан 4 мельницы устанавливают вертикально и футеровку заводят краном секциями. Затем футеровку центрируют. Заливку цинком прОИзводят изнутри по мере установки секций. В этом случае между секциями, состоящими из двух-трех элементов, один конец шпонки можно не приваривать, а заводить без приварки в установленные уже элементы. Заливку можно осуществлять снаружи через специальные отверстия в барабане. При установке зазор между барабаном н футеровкой внизу временно замазывают раствором глины. Затем пространство между барабаном и футеровкой заливают расплав.Ченпык; цинком. С целью экономии цинка можно заливать им пояса барабана длиной по 400-SOO.it.w от его концов, заполняя промежутки мелчду поясами песком или раствором.
При этом способе креплолия футеровки исключены тяжелые ручные операции по укладке флтерозки из плит, как это обычио делается. Кроме тош, така51 целая фух роЕка (броня) сокращаетзначительно время монтажа. Достоинство М описанной футеровки является также то, что в эксплуаташн- она изнантивается до 5-10 мм остаточной толщины, тогда как в иястогпнее время футеровка из нлит, укрепляемых болтами, изнашивается до 25 мм. При дальнейшем износе ул-се вынадают изношенные болты и плиты футеровки.
Пред Л е т и з о б р е т е и и я
. Снособ безболгоБого крепления футеровки барабанных е применением кольиегзых броневых элементов футеровки с приваренными шпонками, о т л и-1 а 10 HI; и и с я телг, что кольцевые футеровочные броневые элементы 1вод5;т в стаповленный вертикально барабан мельпины. а за.зор между фптеровкой и барабаном заливают раенлавленным пшпчом, с нелкло нроч1гого соедниепня футеровки е корнуеом (бараба;;о.м) мельницы.
2. Прием вынолнепия способа по п. 1. отличающийся те.м, что, с пелью экономии иинка, заливку цинком нроизводят пояеа.ми, расиолсженны.ми только у коицов с)улеровки по длине барабана, а промежутки между пояеамн заполняют песком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка барабанной мельницы | 1989 |
|
SU1759469A1 |
| Футеровка мельницы | 1976 |
|
SU801882A1 |
| Способ установки конусной гирационной дробилки на несущую конструкцию | 1991 |
|
SU1790444A3 |
| Способ укладки броневых футеровочных плит барабанных мельниц | 1961 |
|
SU139917A1 |
| РЕКУПЕРАТОРНЫЙ ХОЛОДИЛЬНИК | 1993 |
|
RU2061201C1 |
| Охлаждаемая футеровка металлургической печи | 1979 |
|
SU1086017A1 |
| Корпус барабанной мельницы | 1982 |
|
SU1065015A1 |
| Способ футеровки броневыми плитамибАРАбАННОй МЕльНицы | 1979 |
|
SU845840A1 |
| Футеровка вращающегося горизонтального барабана | 1966 |
|
SU468654A1 |
| Модульное устройство для перефутеровки барабанных мельниц | 2017 |
|
RU2665938C1 |
G7,.,P 7
,,,J,.
