В основном авт.св. №70010 описан электроискровой способ обработки металлов и сплавов.
Предлагается устройство для осуществления указанного способа путем контактного замыкания электродов с использованием, для сообщения колебательных движений электроду - инструменту, электромагнита, питаемого прерывистым током.
Отличие устройства в том, что катушка электромагнита включается в цепь разрядного контура. Это обеспечивает синхронизацию движения вибрирующего электрода-инструмента с работой разрядного контура устройства.
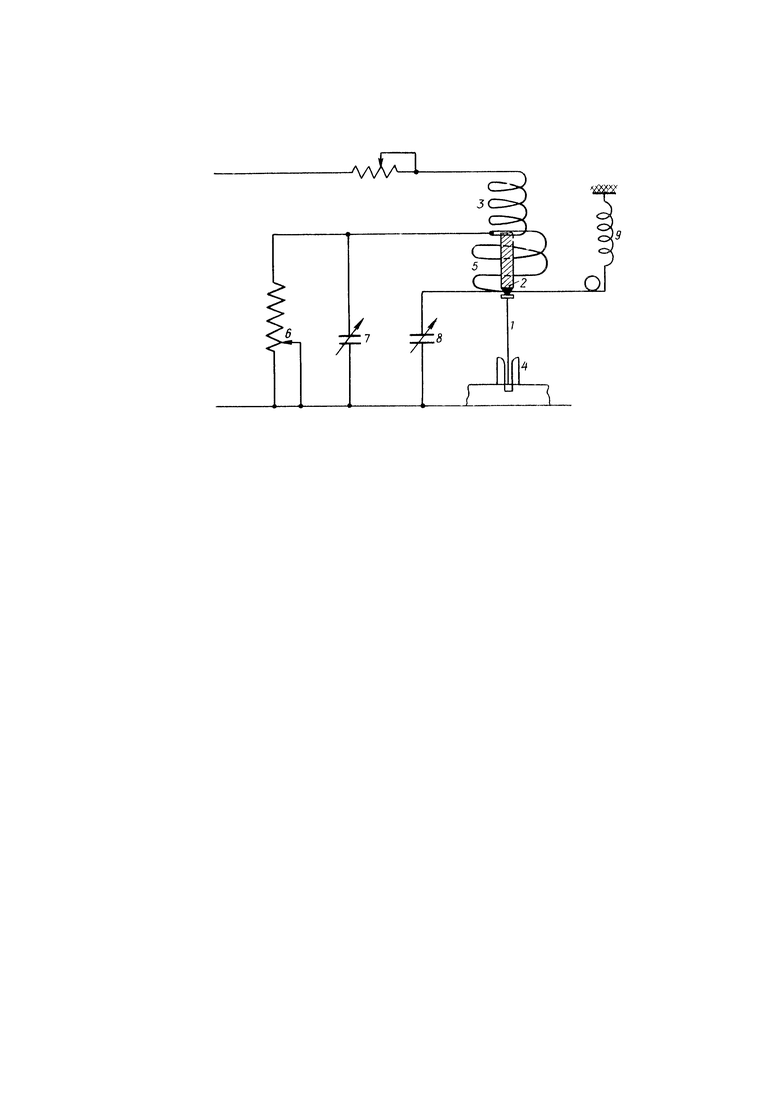
На чертеже дана электрическая схема предлагаемого устройства.
Электрод-инструмент 1 связан с якорем 2 электромагнита, который сообщает электроду-инструменту колебательные движения. Электромагнит имеет две обмотки: одна из них 3 питается прерывистым током, возникающим при работе электродов 1 и 4 электроискровой установки, а другая 5 - включена в цепь разрядного контура, состоящего из баластного сопротивления 6, емкости 7 и собственной индуктивности катушки 5.
Рабочий разрядный контур электроискровой установки выполнен по обычной схеме и включает в себя баластное сопротивление 6 и емкость 8.
Устройство действует следующим образом.
Электрод-инструмент 1 может совершать колебания относительно изделия 4 в пределах до 6 мм. Когда происходит процесс "прошивки" отверстия, якорь 2 электромагнита втягивается катушкой 3 и поднимает электрод-инструмент 1, предотвращая обычное короткое замыкание. Пружина 9, наоборот, старается замкнуть накоротко электроды. Кроме некоторого усложненного действия от катушки 3 и пружины 9, якорь 2 и электрод-инструмент получают импульсный толчок при каждом замыкании от разряда конденсатора 7, через катушку 5. Эти разряды приводят шпиндель в колебание с частотой f1.
Для увеличения амплитуды колебаний и чувствительности процесса, частота f1 подбирается равной частоте собственных колебаний 2 электрода-инструмента, соединенного с якорем электромагнита или ей кратной. Это достигается подгонкой сопротивления, емкости и индуктивности элементов 5, 6 и 7 вспомогательного разрядного контура, упругости пружины 9 и массы, колеблющейся части.
Так получается синхронизация колебания электрода-инструмента с работой рабочего разрядного контура устройства.
Устройство для обработай металлов, сплавов и иных токопроводящих материалов по способу, описанному в авт. св. №70010 при контактном замыкании электродов, с использованием, для сообщения колебательных движений электроду-инструменту, электромагнита, питаемого прерывистым током, отличающееся тем, что катушка электромагнита включена в цепь разрядного контура с целью синхронизации движения вибрирующего электрода-инструмента с работой разрядного контура устройства.
