В основном авт. св. №70010 описан способ обработки металлов, сплавов к других токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в цепь электрического колебательного разрядного контура, работающего в области искрового разряда с целью переноса металла под действием возникающих электродинамических сил от изделия по направлению к инструменту, при контактном или бесконтактном замыкании электродов и в жидкой среде.
Предлагаемое изобретение отличается тем, что, с целью увеличения интенсивности процесса обработки, цепь электрического колебательного контура с включенными инструментом и изделием присоединяют к дополнительному контуру, питаемому от высоковольтного генератора затухающих или незатухающих колебаний.
Наличие межэлектродного искрового разряда обеспечивается присутствием конденсатора большой емкости в контуре этого промежутка, питаемого постоянным током.
Данное изобретение позволяет в значительной степени повысить производительность процесса электроискровой обработки металлов и состоит в том, что в межэлектродном пространстве колебательного контура устройства возникновение рабочих разрядов облегчают высоковольтными разрядами, возникающими благодаря генератору затухающих или незатухающих колебаний.
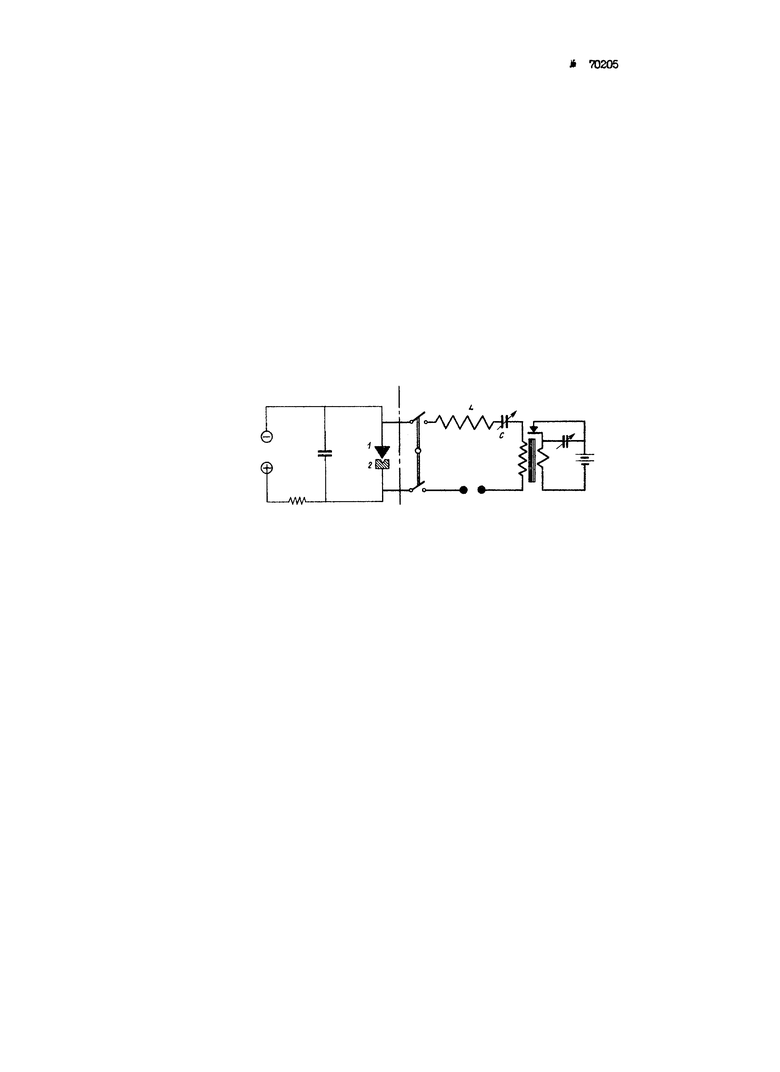
На чертеже изображена одна из возможных схем наложения токов высокой частоты на импульсы, подаваемые к электродам разрядного контура от высокочастотного генератора, включающего в себя емкость С и самоиндукцию L. На схеме 1 - электроинструмент, 2 - обрабатываемое изделие.
Способ обработки металлов по авт. св. №70010, отличающийся тем, что, с целью увеличения интенсивности процесса, цепь электрического колебательного контура с включенными инструментом и изделием присоединяют к дополнительному контуру, питаемому от высоковольтного генератора затухающих или незатухающих колебаний.
