I
Изобретение относится .к трубопрокатному производству и касается усовершенствования ручья пилигримового валка.
При горячей пилигримовой прокатке труб в валках, имеющих ручьи с участками бойка, полирующим и продольного выпуска, большое значение имеет обеспечение свободного перемещения металла по дорну, чтобы предупредить образование «гармошки. Для обеспечения возможности перемещения прокатанных участков трубы по дорну последнему придают некоторую конусность. Улучшая условия перемещения металла, конусные дорны наводят продольную разностенность, KOTopafi может достигать половины и более поля допусков по толщине стенки. Однако и конусные дорны не гарантируют, особенно на тонких стенках, от образования «гармощек. «Гармощка появляется при использовании изношенных дорнов или при остывании металла, плотно охватывающего дорн, вследствие каких-либо задержек в процессе прокатки. В этом случае образующиеся за каждый пилигримовый шаг участки трубы не могут сдвинуть пристающий к дорну последний участок трубы. Поэтому
происходит смятие трубы - образуется «гофр 1.
Для улучшения скольжения металла относительно дорна используют ручьи пилигримовых валков, в которых полирующий
5 участок имеет форму не окружности с выпуском, а овальную. Труба, прокатанная в валках такой калибровки, состоит из отдельных овальных участков, приче.м ось каждого последующего участка перпендикулярна оси овала предыдущего участка.
10 Получающийся зазор между трубой и дорном препятствует защемлению дорна при охлаждении трубы 2.
Недостатком этих решений является то, что они, позволяя получить некоторый зазор в зоне выпусков, не обеспечивает образова15ния зазора между дорном и внутренним контуром трубы по всему его периметру, а сведение валков при уменьшенных диаметрах дорен для образования овала приводит к появлению дополнительной поперечной
20 разностенности труб.
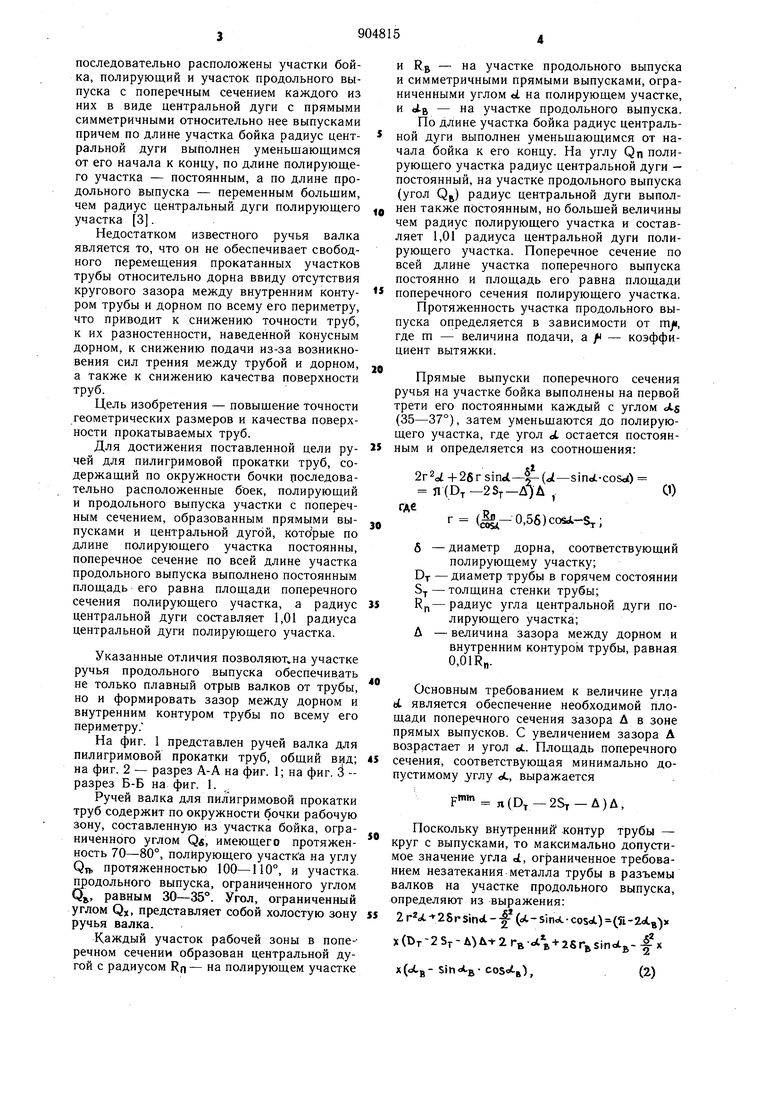
Наиболее близким к предлагаемому является ручей валка для пилигримовой прокатки труб, в котором .по окружности бочки. последовательно расположены участки бойка, полирующий и участок продольного выпуска с поперечным сечением каждого из них в виде центральной дуги с прямыми симметричными относительно нее выпусками причем по длине участка бойка радиус центральной дуги выполнен уменьшающимся от его начала к концу, по длине полирующего участка - постоянным, а по длине продольного выпуска - переменным больщим, чем радиус центральный дуги полирующего участка 3. Недостатком известного ручья валка является то, что он не обеспечивает свободного перемещения прокатанных участков трубы относительно дорна ввиду отсутствия кругового зазора между внутренним контуром трубы и дорном по всему его периметру, что приводит к снижению точности труб, к их разностенности, наведенной конусным дорном, к снижению подачи из-за возникновения сил трения между трубой и дорном, а также к снижению качества поверхности труб. Цель изобретения - повыщение точности геометрических размеров и качества поверхности прокатываемых труб. Для достижения поставленной цели ручей для пилигримовой прокатки труб, содержащий по окружности бочки последовательно расположенные боек, полирующий и продольного выпуска участки с поперечным сечением, образованным прямыми выпусками и центральной дугой, которые по длине полирующего участка постоянны, поперечное сечение по всей длнне участка продольного выпуска выполнено постоянным площадь его равна площади поперечного сечения полирующего участка, а радиус центральной дуги составляет 1,01 радиуса центральной дуги полирующего участка. Указанные отличия позволяют.на участке ручья продольного выпуска обеспечивать не только плавный отрыв валков от трубы, но и формировать зазор между дорном и внутренним контуром трубы по всему его периметру. На фиг. 1 представлен ручей валка для пилигримовой прокатки труб, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. разрез Б-Б на фиг. 1. Ручей валка для пилигримовой прокатки труб содержит по окружности бочки рабочую зону, составленную из участка бойка, ограниченного углом QS, имеющего протяженность 70-80°, полирующего участка на углу Qn, протяженностью 100-110°, и участка, продольного выпуска, ограниченного углом Q, равным 30-35°. Угол, ограниченный углом QX, представляет собой холостую зону ручья валка. Каждый участок рабочей зоны в попе-речном сечении образован центральной дугой с радиусом Rn - з полирующем участке и RB - на участке продольного выпуска и симметричными прямыми выпусками, ограниченными углом d на полирующем участке, и d-B - на участке продольного выпуска. По длине участка бойка радиус центральной дуги выполнен уменьщающимся от начала бойка к его концу. На углу Qn полирующего участка радиус центральной дуги постоянный, на участке продольного выпуска (угол Q) радиус центральной дуги выполнен также постоянным, но больщей величины чем радиус полирующего участка и составляет 1,01 радиуса центральной дуги полирующего участка. Поперечное сечение по всей длине участка поперечного выпуска постоянно и площадь его равна площади поперечного сечения полирующего участка. Протяженность участка продольного выпуска определяется в зависимости от т, где m - величина подачи, а f - коэффициент вытяжки. Прямые выпуски поперечного сечения ручья на участке бойка выполнены на первой трети его постоянными каждый с углом cA-g (35-37°), затем уменьщаются до полирующего участка, где угол d остается постоянным и определяется из соотнощения: +2бг sin«i-i-(dt-sindi.-cosa) Я(От-28т-ДОА , (lL-0.56) б - диаметр дорна, соответствующий полирующему участку; DT -диаметр трубы в горячем состоянии Sj-толщина стенки трубы; R -радиус угла центральной дуги полирующего участка; А - величина зазора между дорном н внутренним контуром трубы, равная 0,ОШ„. Основным требованием к величине угла bt является обеспечение необходимой площади поперечного сечения зазора А в зоне прямых выпусков. С увеличением зазора А возрастает и угол oL. Площадь поперечного сечения, соответствующая минимально допустимому углу вС, выражается F п(0т-28т -А)А, Поскольку внутренний контур трубы - круг с выпусками, то максимально допустимое значение угла i, ограниченное требованием незатекания металла трубы в разъемы валков на участке продольного выпуска, определяют из выражения: 2 rU- 28psindL--|- (ot-SlnoL-cos i)(ri-2)CB х ( ST - РВ-«4 +2SГь sincCg-- X Х(В- $( С05«Ав), где Сд-величина угла прямого выпуска на участке продольного выпуска, величина которого задается; г определяется по формуле B(ti-05fi),. Таким образом, значение «i может находиться в некотором диапазоне, определяемом выражением (1) и (2). Для построения конкретного ручья достаточно из соотношения (1) определить минимально допустимое значение at, обеспечивающее наличие кругового зазора. В процессе деформации при предпоследнем пилигримовом шаге, за счет наличия на ручье прямого выпуска с углом, на полируюшем участке между дорном и трубой образуется в местах выпусков зазор (фиг. 2). При последующем пилигримовом шаге после поворота на 90° (фиг. 3) металл, расположенный в зоне выпуска, попадает в вершину ручья. В результате обжатия трубы локализованный в выпусках зазор распределяется по всему периметру внутреннего контура трубы на участке продольного выпуска. Пространство для распространения зазора предусмотрено тем, что Rg RT, -f Д. Поскольку Rn RB, то часть трубы с радиусом R на участке продольного выпуска растягивается, ее внутренний контур отходит от дорна. Таким образом, на полирующем участке ручья формируется зазор между дорном и трубой в зоне выпусков, площадь поперечного сечения которого является функцией угла oL и равна площади кругового зазора на участке продольного выпуска. Если ранее участок продольного выпуска предназначался, в основном, для плавного отрыва валков от трубы и протяженность его определялась 10-30°, то в предлагаемом ручье у него появляется новая функция - формирование зазора между дорном ивнутренним контуром трубы по всему его периметру. Поскольку образование этого зазора осуществляется при последнем пилигримовом шаге, длина участка продольного выпуска должна быть равна . Формирование зазора обеспечивается тем, что на участке продольного выпуска имеет место зависимость радиусов R 1,01 Rn и Rg const. Величина зазора А на участке продольного выпуска должна гарантировать, что при возможном остывании металла трубы вследствие каких-либо задержек в процессе прокатки не произойдет плотного охватывания дорна. С учетом коэффициента температурного расширения и возможного уменьшения диаметра трубы при ее остывании гарантированное наличие зазора обеспечивается величиной Д 0,01 RnДля обеспечения зазора Д между дорном и трубой Д 1 мм при прокатке трубы 256 х X 9 ММ параметры ручья пилигримового валка следующие: угол прямого выпуска в поперечном сечении на полирующем участке вС 25°. Rn 127 мм; на участке продольного выпуска dt-j 20°, RB 128 мм. Диаметр дорна в горячем состоянии б 236 мм. Для обеспечения зазора Л 1,5 мм при прокатке этой же трубы: d 28°, Rp 126,5 мм, RB 128 мм, а1в 20°. Диаметр дорна в горячем состоянии S 235 мм. При Я 9,5, гп 21 мм, диаметре бочки валка DS 850 мм и зазоре между ребордами валков 25 мм угол участка продольного выпуска составляет Q 37°. Предлагаемое устройство ручья валка повышает эффективность процесса пилигримовой прокатки, причем за счет свободного перемещения прокатанных участков трубы по дорну предупреждается образование «гармошек, повышается устойчивость и надежность протекания процесса, а отсутствие (или резкое уменьшение) сопротивления сил трения перемещению металла трубы по дорну позволяет более чем на 10% повысить величины подачи и, тем самым, повысить производительность пилигримового стана. Кроме того, наличие зазора между дорНОМ и трубой позволяет отказаться от конусных дорнов и перейти на цилиндрические, сократив тем самым разностенность труб, наводимую конусными дорнами, на 30-50% от поля допуска по толщине стенки. Использование предлагаемого технического решения возможно на любом пилигримовом стане горячей прокатки. Ожидаемый экономический эффект составляет более 500 тыс. руб. в год. Формула изобретения Ручей валка для пилигримовой прокатки труб, содержащий по окружности бочки последовательно расположенные боек, полирующий и продольного выпуска участки с поперечным сечением, образованным прямыми выпусками и центральной дугой, которые по длине полирующего участка постоянны, отличающийся тем, что, с целью повышения качества поверхности и точностц геометрических размеров труб, поперечное сечение по всей длине участка продольного выпуска выполнено постоянным, площадь его равна площади поперечного сечения полирующего участка, а радиус центральной дуги составляет 1,01 радиуса центральной дуги полирующего участка. Источники информации, принятые во внимание при экспертизе 1.Шевакин Ю. Ф. и Глейберг А. 3. Производство труб. «Металлургия, 1968, с. 167. 2.Грюнер Г. Калибровка инструмента для производства бесшовных труб. Металлургиздат, 1962, с. 32-33. 3.Матвеев Ю. М. и Ващкин Я. Л. Калибровка инструмента трубных станов. М., «Металлургия, 1970, с. 136-138, 152-155.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ | 2014 |
|
RU2564503C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |


Фиг.2
