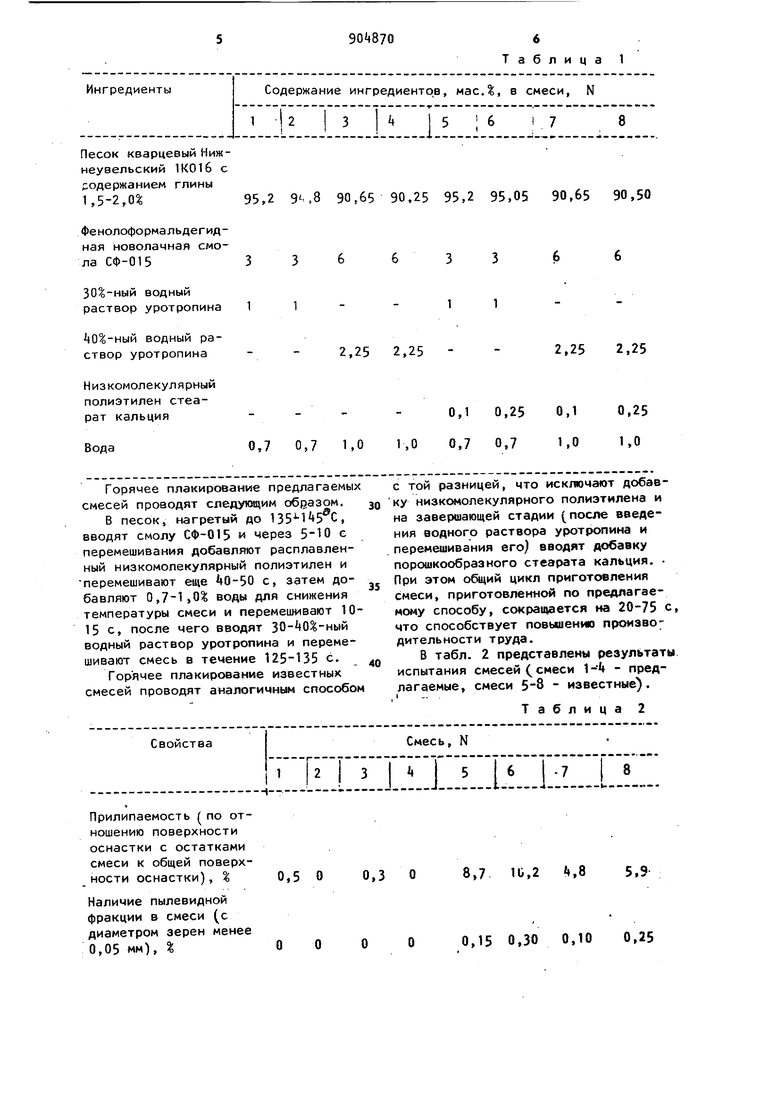
50 в горячем плакировании огнеупорного наполнителя: Впесок, нагретый до температуры на 10-30°С выше температуры кзплбпадения новолачной смолы вводят связующее, перемешивают в течение с, затем добавляют воду для снижения температуры и перемешивают в.течение 10-15 с, после чего вливают 30- 0%-ный раствор уротропина и продолжают прремеиивание еще в течение с. Последним вводят стеарат кальция и перемешивают его с остальными ингредиентами еще в течение 90-150 с 23 . Как правило, стеарат кальция вводится в смесь в порошкообразном состоянии, что приводит к недостаточно равномерному распределению его в сме си к концу цикла. Применение стеарата кальция в виДе мелкодисперсного поро.ика приводит к ухудшению санитарно-гигиенических услолий труда как в процессе смесеnp,гoтoвлeния, так и при дальнейшем использовании плакированного смолой песка, ввиду склонности последнего к пылевыделению. Целью изобретения является снижение гфилипаемости смеси к оснастке и повышение прочности форм и стержней. Для достижения поставленной цели смесь для изготовления литейных оболочковых форм и стержней а нагреваем оснастке, включающая огнеупорный наполнитель, иоволачную фенолоформальдегидную смолу, уротропин, воду и ан тифрикционную добавку, содержит в качестве антифрикционной добавки низ ксмолекулярный полиэтилен при следующем соотношении ингредиентов, мас. Нрволачная фенолоформальдегидная0,3-0,9 Уротропин 1,70-3,25 Низкомолекулярный 0,1-0,5 полиэтилен Огнеупорный наполОстальноенитель Кроме того, с целью снижения пыле выдаления в процессе приготовления и использования смеси, согласно способу приготовления смеси, включающему горячее плакирование огнеупорного наполнителя посредством последовательного введения в него и перемешивания с ним смолы, воды, водного раствора уротропина и антифрикционной 4 добавки, антифрикционную добавку в виде низкомолекулярного полиэтилена предварительно расплавляют и вводят указанный расплав непосредственно после введения смолы. Низкомолекулярный полиэтилен (НМПЭ), выпускаемый согласно ТУ в пастообразном виде, хорошо распределяется в смеси и совмещается с фенолоформальдегидной новолачной смолой. Характеристика низкомолекулярного полиэтилена следующая: Молекулярная масса 1500-2500 Плотность, г/см 0,86-0,88 Температура плавления, С70-80 Вязкость (ВЗ-1) при 100-litO°C, с 50-120 Стабильность, год 2-3 Нижний предел (0,1) добавки НМПЭ обусиовлен тем, что более низкое содержание НМПЭ t:e об спечивает полного устранение прилипаемости смеси к оснастке и не ликвидирует слеживаемость смеси. Содержание НМПЭ выше 0,5 вызывает заметное увеличение газовыделения смеси при формообразовании. Часть ч 1 ,00-2,25%) от общего содержания (1,70-3,25) воды используют для приготовления 30- 0 -ного водного раствора уротропина, остальную часть воды 0,71,0 вводят в процессе горячего плакирования для охлаждения песка. Отличительной особенностью предлагаемого способа приготовления смеси является то, что НМПЭ предеарительно расплавляют, например с помощью водяной бани. Расплавленный полиэтилен добавляется в смесь через с после ввода новолачной смолы. Дальнейший регламент приготовления смеси остается без изменений. Введение НМПЭ в виде расплава и в обусловленной последовательности после введения новолачной смолы обеспечивает получение плакированного песка с минимальным содержанием пылевидной фракции, устойчивого против слеживания при хранении. При этом отмечается возрастание прочности оболочковых форм и стержней. 8 табл. 1 приведены составы плакированных смесей, причем смеси 1приготовлены согласно предлагаемому способу, а смеси 5-8 - согласно известному.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1992 |
|
RU2011469C1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Плакированная смесь для изготовления литейных форм и стержней | 1990 |
|
SU1799658A1 |
| Плакированная смесь для изготовления литейных оболочковых форм и стержней по постоянной модельно- стержневой оснастке | 1978 |
|
SU749537A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1983 |
|
SU1090482A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1983 |
|
SU1121087A1 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Смесь для изготовления оболочковыхфОРМ и СТЕРжНЕй | 1979 |
|
SU829314A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900930A1 |
1 1
- - - - 0,1 0,25 0,7 0,7 1,0 1,0 0,7 0,7 Горячее плакирование предлагаемы смесей проводят следук им образом. В песок, нагретый до , вводят смолу СФ-015 и через с перемешивания добавляют расплавленный низкомолекулярный полиэтилен и перемешивают еще 0-50 с, затем добавляют 0, воды для снижения температуры смеси и перемеижвают 10 15 с, после чего вводят 30 0%-ный водный раствор уротропина и перемешивают смесь в течение сГорячее плакирование известных смесей проводят аналогичным способо Прилипаемость по отношению поверхности оснастки с остатками смеси к общей поверх0,5 О 0,3 О ности оснастки), % Наличие пылевидной фракции в смеси (с диаметром зерен менее 0,05 мм), %
90,65 90,50
1 1
2,25 2,25
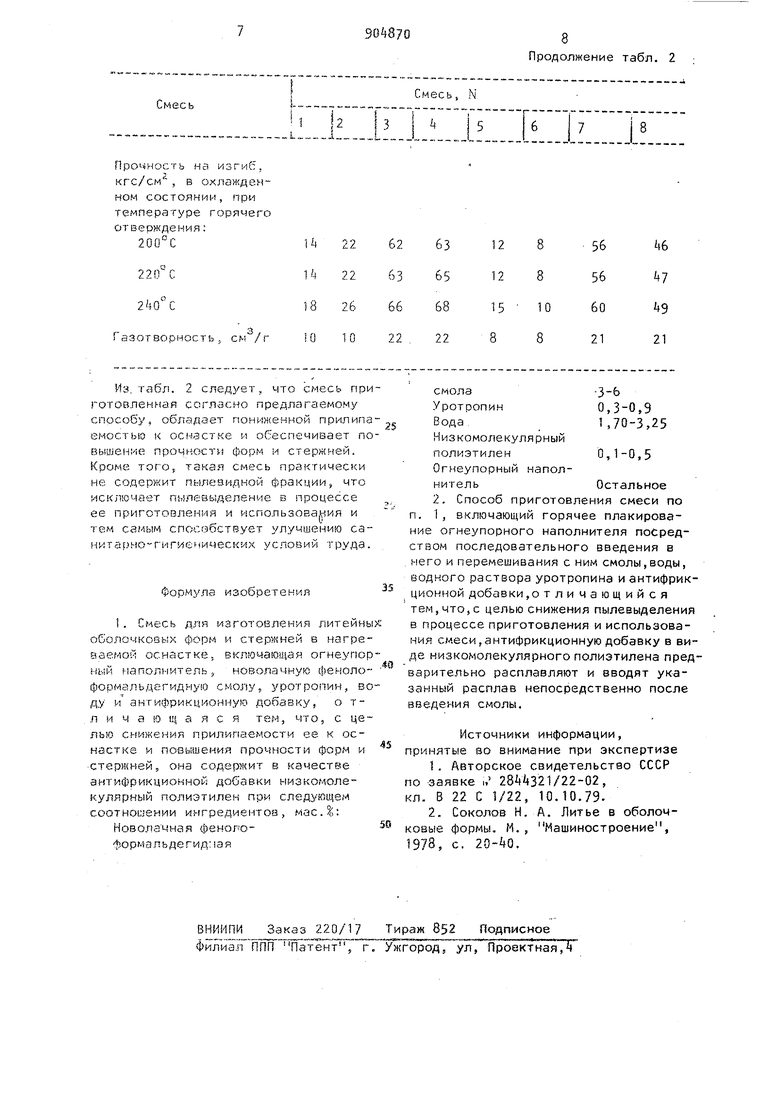
2,25 2.25 0,1 0,25 1,0 1,0 О О С той разницей, что исключают добавку низкомолекулярного полиэтилена и на завершающей стадии (после введения водного раствора уротропина и перемешивания его) вводят добавку порошкообразного стеарата кальция. При этом общий цикл приготовления смеси, приготовленной по предлагаемому способу, сокраи ается на 20-75 с, что способствует повышению произвоу дительности труда. В табл. 2 представлены результаты испытания смесей (смеси -k - предлагаемые, смеси 5-8 - известные). - Таблица 2 8,7 1Ь,2 ,8 5,9 0,15 0,30 0,10 0,25
ц 22 62 63 12
Ь4 22 63 6512
18 26 66 6815
10 1022 , 228 Из. табл. 2 следует., что смесь при готовленная согласно предлагаемому способу, обладает пониженной прилипа емостью к оснастке и обеспечивает по вышение прочности форм и стержней. Кроме того, такая смесь практически не содержит пылевидной фракции, что мсключает пылевыделение в процессе ее приготовления и использования и тем самым способствует улучшению саиита но--гигменических условий труда. Формула изобретения I . Смесь для изготовления литейны оболочковых форм и стержней в нагреаземой оснастке, включающая огнеупор . ныи маполиитель5 новолачную феиолоформальдегидную смолу уротропин, во ду и антифрикционную добавку, о тл и ч а ю 1Ц а я с я тем, что, с целью снижения прилипаемости ее к оснастке и повышеиия прочности форм и стержней, она содержит в качестве антифрикционной добавки низкомолекулярный полиэтилен при следующем соотношении ингредиентов, мас.%. Новолачная фенояоформальдегид;1ая
9tU}870
8 Продолжение табл. 2
i(6 7 9 21
56 56 60 21 смола-3-6 Уротропин0,3-0,9 Вода.1,70-3,25 Низкомолекулярный полиэтилен 0,1-0,5 Огнеупорный наполнительОстальное2. Способ приготовления смеси по п. 1, включающий горячее плакирование огнеупорного наполнителя посредством последовательного введения в него и перемешивания с ним смолы,воды, водного раствора уротропина и антифрикционной добавки, о тличающийся тем,что,с целью снижения пылевыделения в процессе приготовления и использования смеси,антифрикционную добавку в виде низкомолекулярного полиэтилена предварительно расплавляют и вводят указанный расплав непосрздственно после введения смолы. Источники информации, ринятые so внимание при экспертизе 1.Авторское свидетельство СССР о заявке i, 28 321/22-02, л. В 22 С 1/22,10.10.79. 2.Соколов Н.А. Литье в оболочоаые формы. М., Машиностроение, 1978, с. 20-40.
