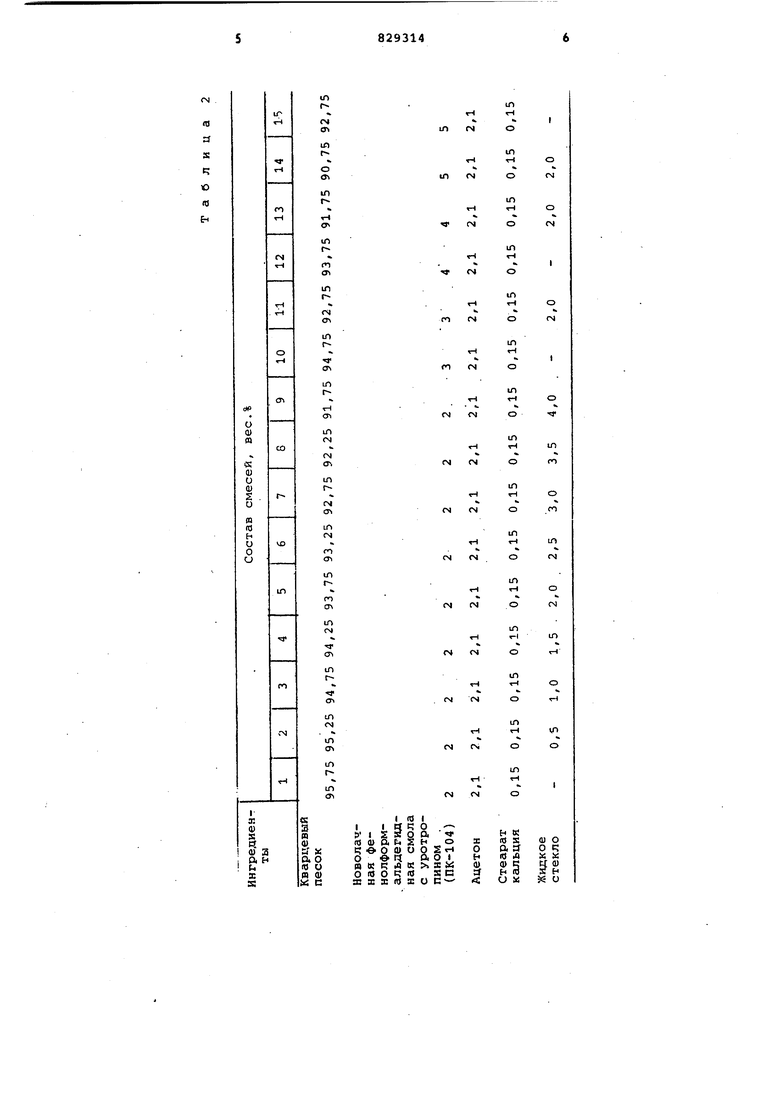
Изобретение относится к литейному производству., а именно к сос тавгии смесей для изготовления лит оболочковых форм и стержней по на реваемой модельно-стержневой оснастке. Известно использование плакиро ванных смолами смесей для изготов ления оболочковых форм и стержней по нагреваемой модельно-стержнево оснастке l . Однако всоставе этих смесей содержится 6-7% токсичных фенолформальдегид ных смол. К недостат также следует отнести применение песков с низким содержанием глинистой до 1%. Наиболее близкой к изобретению по достигаемому эффекту и техниче кой сущности является смесь 2, включающая, вес.%: Новолачное фенолформальдегиДноесвязующее совместно с уротропином (ПК-104) 2,0-5,0 Технологические добавки0,02-10,0 Органический растворитель связующего2,1-2,4 Огнеупорный наполнитель Остальное Недостатком этой смеси является озможность использования песков одержанием глинистой составляюсвыше 1% в связи с ухудшением ико-механических свойств. Цель изобретения - сохранение ико-механических свойств смеси условии использования песков линистой составляющей свыше 1%. Для достижения поставленной цели сь дополнительно содержит жидстекло при следующем соотношеингредиентов, вес.%: 0,02-10 Стеарат кальция 0,9-2,9 АЦетон Новолачная фенолформальдегидная2,0-5,0 смола с уротропином 1,0-3,0 Жидкое стекло Огнеупорный наполОстальноенитель Составы и свойства смесей придены в табл. 1 и 2 .
Выбиваемость смеси не превышает 3,1 Дж,. т.е. смеси являются саморассыпающимися. Гаэотворность находится на одном уровне.
Введение жидкого стекла позволяе использовать пески с повышенным содержанием глинистой, при этом прочностные характеристики смеси ке уменьшаются.
Для приготовления смеси используется жидкое стекло М 2,65 по ГОСТ 13078-67, доведенное до плотности 1,2-1,35 г/см при его расход 1-3%.
Содержание растворителя смолы предпочтительно брать в пределах 1,8-2,4%.
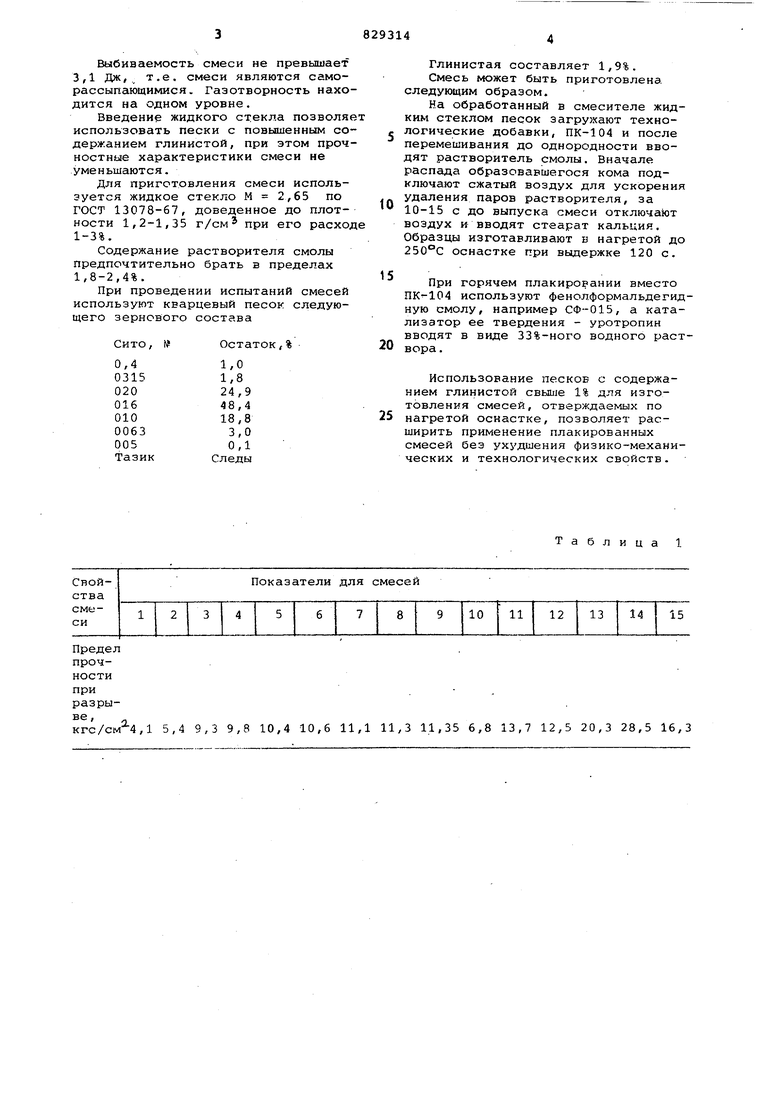
При проведении испытаний смесей используют кварцевый песок следующего зернового состава
№
Остаток,%
1,0 1,8 24,9 48,4 18,8 3,0 ОД Следы
Глинистая составляет 1,9%.
Смесь может быть приготовлена следующим образом.
На обработанный в смесителе жидким стеклом песок загружают технологические добавки, ПК-104 и после перемешивания до однородности вводят растворитель смолы. Вначале распада образовавшегося кома подключают сжатый воздух для ускорения удаления паров растворителя, за 10-15 с до выпуска смеси отключают воздух и вводят стеарат кальция. Образцы изготавливают в нагретой до 250°С оснастке при выдержке 120 с.
При горячем плакировании вместо используют фенолформальдегидную смолу, например СФ-015, а катализатор ее твердения - уротропин вводят в виде 33%-ного водного раствора.
Использование песков с содержанием глинистой свьаие 1% для изготовления смесей, отверждаемых по нагретой оснастке, позволяет расширить применение плакированных смесей без ухудшения физико-механических и технологических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| Плакированная смесь для изготовления литейных оболочковых форм и стержней по постоянной модельно- стержневой оснастке | 1978 |
|
SU749537A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1992 |
|
RU2011469C1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Смесь для изготовления литейных оболочковых форм и стержней по нагреваемой модельно-стержневой оснастке | 1977 |
|
SU730445A1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННОй МОдЕль-НОй OCHACTKE | 1979 |
|
SU833352A1 |
| Смесь для изготовления оболочковыхСТЕРжНЕй и фОРМ пО гОРячЕй OCHACTKE | 1977 |
|
SU801957A1 |
| Смесь для изготовления литейных форм | 2015 |
|
RU2626698C2 |
| Смесь для изготовления оболочковых литейных форм и стержней | 1974 |
|
SU484042A1 |
кгс/см- 4,1 5,4 9,3 9,8 10,4 10,6 11,1 11,3
Таблиц 11,35 6,8 13,7 12,5 20,3 28,5 16,3 Формула изобретения Смесь для изготовления оболочковых форм и стержней по нагреваемой оснастке, включающая огнеупорный наполнитель, новолачную фенолформальдегидную смолу с уротропином, ацетон и стеарат кальция, отличающаяся тем, что, с целью использования песков с глинистой составляющей свьпле 1%, смесь дополнительно содержит жидкое стекло при следующем соотношении ингредиентов, вес.%: Стеарат кальция 0,02-10 Ацетон0,9-2,9 829314 5 п к 1 № 8 Новолачная фенолформальдегид ная смола с уротропи2,0-5,0 ном Жидкое стекло 1,0-3,0 Огнеупорный наОстальноеполнитель Источники информации, инятые во внимание при экспертизе I 1.Соколов Н.Л. Литье в оболочвые формы. М., Машиностроение, 78, с. 48-85. 2.Авторское свидетельство СССР 660771, кл. В 22 С 1/22, 1977.
