1
Изобретение относится к деревообрабатывающей промышленности и, в частности, к оборудованию по починке шпона.
Известно устройство, включающее станину со столом, прижимное кольцо, просечку, толкатель, матрицу, установительные ползуны и привод 1.
Известно также устройство для починки шпона, включающее выталкиватель дефектов, установщик вставок, механизм формирования гнезда с верхними ножами для вырубки скосов, установленными наклонно по обеим сторонам установщика вставок, прижимное кольцо и привод 2.
Недостатком известных устройств является низкая надежность фиксации вставок в гнезде.
Цель изобретения - повыщение надежности фиксации вставок в гнезде.
Цель достигается тем, что механизм формирования гнезда дополнительно снабжен нижними ножами, установленными наклонно, при этом верхние и нижние ножи выполнены гребенчатыми, причем гребни верхних и нижних ножей смещены на ширину гребня, а рабочие поверхности выталкивателя
дефектов и установщика вставок выполнены соответственно выпуклой и вогнутой.
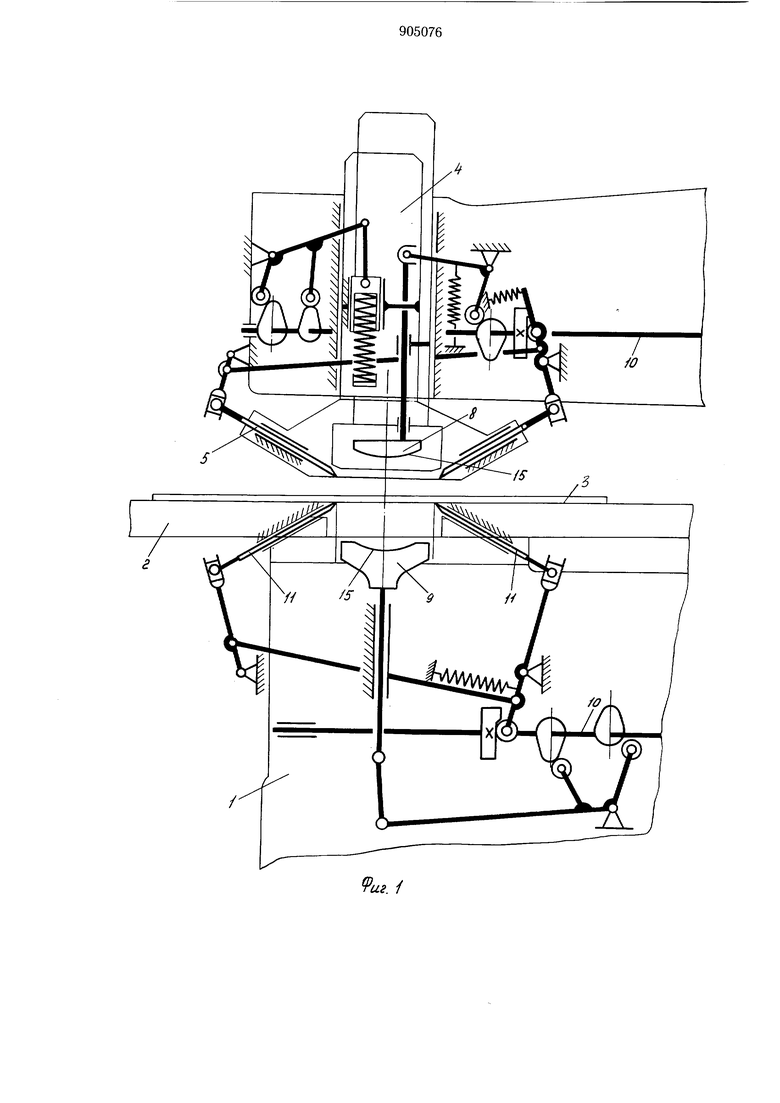
На фиг. 1 изображено устройство для починки шпона, вид спереди; на фиг. 2 - вид соединения вставки с листом шпона в разъеме; на фиг. 3 - схема ввода вставки в гнездо листа шпона; на фиг. 4 - схема расположения гребенчатых ножей.
Устройство для починки шпона включает станину 1 со столом 2, на который укладывают лист шпона 3 с дефектной зоной, механизм формирования гнезда 4 с верхними ножами 5 для вырубки верхних скосов 6, прижимное кольцо 7, выталкиватель дефектов 8, установщик 9 вставок, по обеим сторонам которого наклонно смонтированы верхние ножи 5, и привод 10. Механизм формирования гнезда 4 дополнительно снабжен нижними ножами 11, установленными наклонно, для вырубки нижних скосов 12. При этом верхние 5 и нижние 11 ножи выполнены гребенчатыми, причем гребни 13 верхних 5 и гребни 14 нижних 11 ножей смещены на щирину гребня, а рабочие поверхности 15 выталкивателя дефектов 8 и установщика 9 вставок выполнены соответственно выпуклой и вогнутой. Между верхними ножами 5 размещены вертикальные ножи 16 для вырубки продольных кромок гнезда 17, в которое запрессовывают предварительно подготовленную вставку 18. Устройство работает следующим образом Лист щпона 3 укладывают на стол 2, подводят дефектную зону под механизм формирования гнезда 4, фиксируют его прижимным кольцом 7 и включают привод 10. Вертикальные ножи 16 прорубают продольные кромки гнезда 17, после чего наклонные ножи 5 и 11 поочередно прорубают поперечные кромки гнезда 17 соответственно сверху и снизу листа щпона 3 и формируют при этом верхние 6 и нижние 12 (двойные) скосы. Включают привод 10, установщик 9 и выталкиватель 8 перемещаются к вырубленной дефектной зоне листа щпона 3, при этом рабочие поверхности 15 установщика 9 и выталкивателя 8 соприкасаются с дефектной зоной листа щпона 3 и плотно обжимают рубленую дефектную зону, которая прижимает форму рабочих поверхностей 15, после чего поперечные кромки высеченной дефектной зоны выводятся из зацепления с листом 3. Далее выталкиватель 8 и установщик 9 вместе с дефектной зоной перемещаются вниз, где они разъединяются, а высеченную дефектную зону уда ляют воздухом. Выталкиватель 8 занимает крайнее верхнее положение, а установщик проходит через вырубленное окно и прижимает вставку 18. Далее выталкиватель 8 перемещается вниз до обжатия вставки 18 рабочими поверхностями 15, которые перемещаются до совмещения поперечных кроМОК гнезда 17. Путем перемещения выталкивателя 8 вверх вставка 18 выпрямляется и вводится в гнездо 17, при этом верхние скосы 6 гнезда 17 соединяются с нижними скосами вставки, а нижние скосы 12 гнезда 17 с верхними скосами вставки, после чего установщик 9 уходит в нижнее крайнее положение, лист щпона перемещается и цикл повторяется.
Формула изобретения
Устройство для починки шпона, включающее выталкиватель дефектов, установщик вставок, механизм формирования гнезда с верхними ножами для вырубки скосов установленными наклонно по обеим сторонам установщика вставок, прижимное кольцо и привод, отличающееся тем, что, с целью повыщения надежности фиксации вставок в гнезде, механизм формирования гнезда дополнительно снабжен нижними ножами, установленными наклонно, при этом верхние и нижние ножи выполнены гребенчатыми, причем гребни верхних и нижних ножей смещены на щирину гребня, а рабочие поверхности выталкивателя дефектов и установщика вставок выполнены соответственно выпуклой и вогнутой.
Источники информации,
принятые во внимание при экспертизе
1.Кириллов А. Н. и др. Технология фанерного производства. М., «Лесная промышленность, 1974, с. 112-113.
2.Авторское свидетельство СССР № 673453, кл. В 27 D 1/00, 1977.
9ui.i
иг. 2
9u.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ починки шпона | 1979 |
|
SU870127A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 1973 |
|
SU399367A1 |
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| Шпонопочиночный станок | 1977 |
|
SU673453A1 |
| УСТРОЙСТВО ДЛЯ ПОЧИНКИ ШПОНА | 2011 |
|
RU2565723C2 |
| Шпонопочиночный станок | 1983 |
|
SU1245432A1 |
| Способ починки листов шпона | 1981 |
|
SU1505432A3 |
| Шпонопочиночный станок | 1967 |
|
SU248957A1 |
| ШПОНОПОЧИНОЧНЫЙ СТАНОК | 1971 |
|
SU302235A1 |
| Устройство для соединения листов шпона | 1983 |
|
SU1093555A1 |