Настоящее изобретение направлено на устройство для починки дефектов менее определенного размера на фанерном шпоне. Починка основана на вырубке дефектного участка посредством штампа, имеющего заданный размер, и заделке отверстий посредством кусков цельного шпона с жестким допуском, которые должны быть впрессованы в отверстие. В основном эта операция выполнялась вручную, а позднее посредством станков, разработанных для этой цели. Эти станки обычно содержат неподвижную починочную головку, при этом шпон, подлежащий починке, перемещается в ее рабочую зону в соответствии с участками, которые будут починены. Шпонопочиночная головка содержит вышеупомянутый штамп для вырубки дефектного участка и средства для вырубки заплаточного куска и для запрессовывания его непосредственно в выполненное отверстие.
Устройство с усовершенствованным функционированием было описано в патентной публикации US 2336704. Это устройство содержит шпонопочиночную головку, содержащую в качестве режущего элемента неподвижный штамп с режущим отверстием, определяющим размер и форму дефектного участка, который должен быть высечен из шпона. Этот неподвижный штамп расположен так, чтобы шпон мог быть размещен на штампе, причем дефектный участок выровнен с режущим отверстием. Выше штампа и шпона на ней находится возвратно-поступательный пуансон, который может прижимать дефектный участок к отверстию штампа. Кромки штампа вырубают дефектный участок из шпона. Ниже отверстия штампа находится скользящий лоток, который перемещается возвратно-поступательно в направлении плоскости шпона, поперечно относительно отверстия штампа. Скользящий лоток имеет первое отверстие, имеющее такие размеры, чтобы быть немного больше, чем отверстие штампа. Вырубающее перемещение пуансона, высекающего дефектный участок, продолжается до уровня скользящего лотка так, чтобы он вытолкнул высеченный из шпона дефектный участок в первое отверстие скользящего лотка, когда он проходит через отверстие штампа. Перемещением скользящего лотка ниже штампа к ее первому крайнему положению дефектный участок может быть удален из этого первого отверстия скользящего лотка.
Рассматриваемый скользящий лоток также содержит отверстие соответствующего размера, расположенное на том же самом пути возвратно-поступательного перемещения скользящего лотка, как и первое отверстие. Это второе отверстие предусмотрено для сбора кусков шпона, которые представляют собой высеченные устройством куски, подающим эти куски один за другим в скользящий лоток в противоположном, втором крайнем положении скользящего лотка при его возвратно-поступательном перемещении. Участок шпона, предназначенный для высечки, расположенный во втором отверстии, переносится к отверстию штампа, когда скользящий лоток перемещается в свое первое крайнее положение, выше починочного пуансона, расположенного ниже. Починочный пуансон толкает кусок шпона к штампу и далее в виде высеченной по размеру и форме вставки через отверстие штампа к соответствующему отверстию, которое было образовано, когда был высечен дефектный участок в шпоне, который должен быть подвергнут починке. Операция повторяется, и куски шпона, поднятые от ремонтируемого куска во второе отверстие скользящего лотка, удалены во время перемещения скользящего лотка, прежде чем к отверстию подан новый кусок шпона для следующей заплатки.
Относительно этого ранее известного устройства задержка функционирования, вызванная возвратно-поступательным перемещением скользящего лотка, может рассматриваться как функциональные и конструкционные проблемы. Задержка увеличивается безопасным временным интервалом, необходимым для того, чтобы устранить возможность столкновения между скользящим лотком и пробойником. Функционирование устройства также требует, чтобы заплаточные куски, поставляемые к устройству, были отдельными кусками, которые высечены надлежащего размера и формы. Также требуются эффективные воздуходувные средства в месте удаления для удаления кусков шпона из отверстия скользящего лотка.
Эти проблемы могут быть уменьшены или решены посредством устройства согласно настоящему изобретению. Устройство содержит, как известно в данной области техники, удаляющий дефекты пуансон, штамп, сквозь который проходит удаляющий пуансон, и выравниваемый починочный пуансон, проходящий соосно через штамп и синхронно функционирующий с удаляющим пуансоном, средства для подачи подлежащего починке шпона между удаляющим пуансоном и опорной детально и средства для подачи починочного шпона между починочным пуансоном и штампом, причем удаляющий штамп имеет длину рабочего хода, продолжающуюся до плоскости починочного шпона. Отличие изобретения состоит в том, что дефект, подлежащий удалению, удаляется из устройства посредством впрессовывания дефектного участка с помощью удаляющего пуансона в отверстие, выполненное починочным пуансоном, к починочному шпону.
Изобретение будет описано более подробно со ссылкой на приложенные чертежи, на которых:
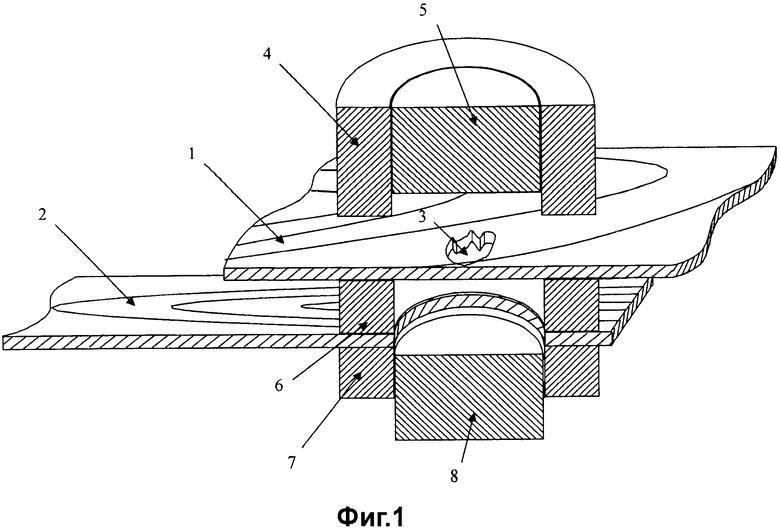
Фиг.1 изображает устройство согласно настоящему изобретению в ситуации, когда дефектный участок шпона подан к месту починки шпона;
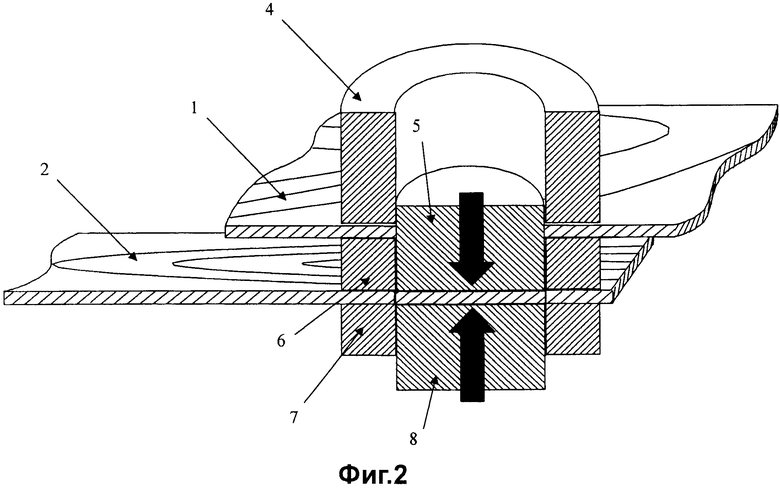
Фиг.2 изображает устройство в ситуации, когда дефектный участок был высечен из шпона;
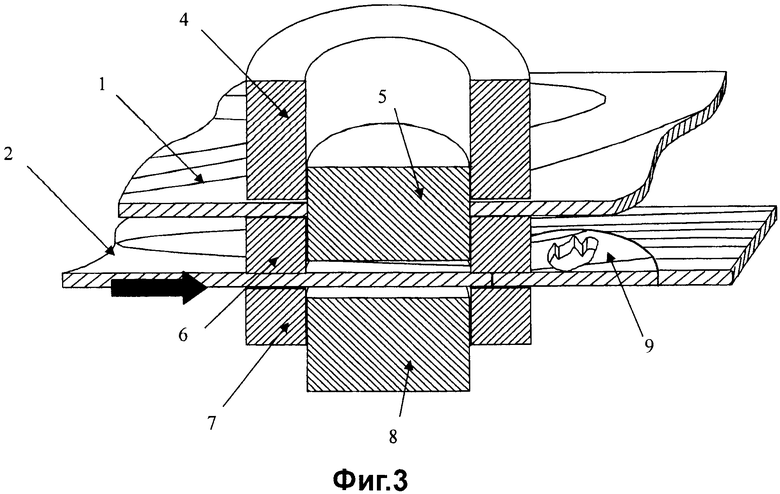
Фиг.3 изображает устройство в ситуации, когда починочный шпон подан к участку, предназначенному для починки; и
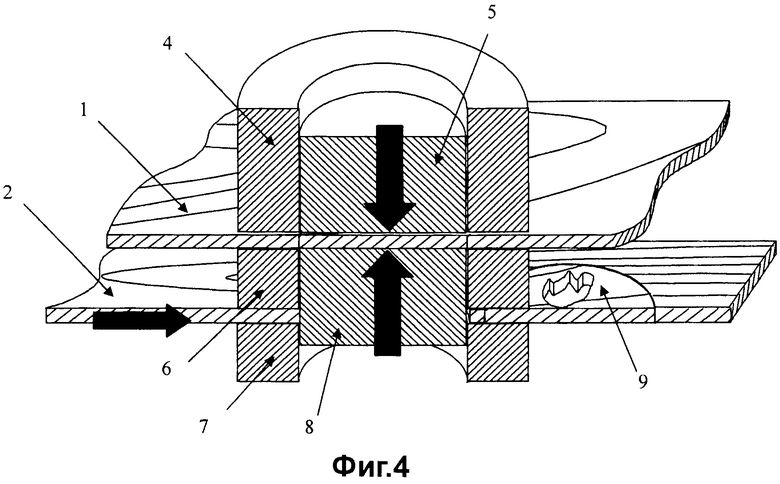
Фиг.4 изображает устройство в ситуации, когда вставка помещена на участок, предназначенный для починки.
На фиг.1 шпон 1, подлежащий починке, подан к месту починки шпонопочиночночной головки устройства так, чтобы обнаруженный дефектный участок 3 мог быть удален из шпона и получившийся удаленный участок может быть починен цельным шпоном.
В качестве основной детали устройство содержит штамп 6, содержащий отверстие, проходящее сквозь него в перпендикулярном направлении к плоскости шпона. Штамп 6 является неподвижной деталью рамы устройства. Устройство содержит два противоположных пуансона 5 и 8, синхронно согласованно проходящих через отверстие штампа, причем верхний пуансон 5 предназначен для удаления дефектов из шпона 1 посредством высечки его с помощью кромок штампа, и нижний пуансон 8 предназначен для проталкивания цельного куска шпона, высеченного из полотна починочного шпона, в этот пустой дефектный участок посредством штампа 6 и пуансона 8. Шпон, подлежащий починке, подается между удаляющим пуансоном 5 и штампом 6, и починочный шпон соответственно подается между починочным пуансоном 8 и штампом 6. Дополнительно устройство содержит направляющий зажимающий элемент 4 для того, чтобы прижимать шпон к опорной детали во время операции починки. Во время перемещения в рабочее положение починочного шпона и шпона, подлежащего починке, направляющий зажимающий элемент 4 находится в поднятом положении.
Как изображено на фиг.1, шпон 1, подлежащий починке, подан между штампом 6 и поднятым зажимающим элементом 4 так, чтобы дефект 3 шпона был спозиционирован над отверстием штампа 6 и одновременно под удаляющим пуансоном 5. Пуансон 5 находится в заднем положении его рабочего хода. Починочный шпон 2 соответственно находится между рамой 7 и штампом 6, спозиционированным с починочным пуансоном 8, причем вышеупомянутый пуансон также находится в заднем положении его рабочего хода. Починочный шпон 2 имеет вид непрерывного полотна, имеющего ширину, большую, чем диаметр отверстия штампа 6. В результате предыдущего рабочего цикла починочный шпон содержит отверстие около отверстия штампа 6, из которого предыдущий кусок починочного шпона был протолкнут вверх к шпону 1 посредством пуансона 8 во время предыдущего цикла починки.
От ситуации на фиг.1 рабочий цикл продолжается так, чтобы зажимающий элемент 4 прижимался вниз, таким образом прижимая шпон 1 в необходимом месте. После этого удаляющий пуансон 5 приводится в действие на его полный рабочий ход, который продолжается до уровня починочного шпона 2. Во время этой операции дефект шпона 1 высекается в соответствии с размерами отверстия штампа 6 и протолкнутый удаляющим пуансоном 5 впрессован в отверстие починочного шпона 2, причем данная ситуация изображена на сопроводительной фиг.2. На следующем этапе починочный шпон 2 подается на один шаг вперед так, чтобы полностью целая область шпона поступила к отверстию штампа 6. В результате этой подачи предыдущий участок шпона удаляется от устройства и забирает с собой дефектный участок 3 шпона, впрессованный в его отверстие. В то время как починочный шпон перемещается, удаляющий пуансон отведен к верхней плоскости шпона 1, подлежащего починке. Шпонопочиночный пуансон 8 из починочного шпона высекает цельную заплатку и впрессовывает ее в соответствующее отверстие в шпоне 1 посредством штампа 6, в то время как удаляющий пуансон 5 действует как опорная деталь (фиг.4). Операция повторяется для следующего дефекта, подлежащего починке, начиная с ситуации фиг.1.
В станках, согласно уровню техники в данной области, полотно, используемое для починки шпона, должно быть предварительно обработано посредством разрезания его на куски, немного большие, чем заплатка, что является трудозатратным этапом работы и приводит к лишнему расходу сырья. Кроме того, имеются функциональные проблемы в обработке отдельных частей.
Устройство согласно настоящему изобретению использует длинное полотно шпона, посредством чего нет необходимости оставлять дополнительный материал между заплатками. Поскольку дефектный участок, высеченный из шпона, удаляется из устройства с использованием починочного шпона, уменьшается необходимость воздуходувных средств, и удаление высеченных дефектных участков происходит в унисон с ходом подачи, посредством чего цельное полотно шпона заменяет возвратно-поступательно перемещающийся металлический скользящий лоток, содержащийся в способе предшествующего уровня техники. Полотно шпона устраняет риск поломки элементов в случае сбоя, когда предотвращается перемещение скользящего лотка. В этом случае полотно шпона высекается без поломки элементов устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПОЧИНКИ ШПОНА | 1971 |
|
SU292767A1 |
| УСТРОЙСТВО ДЛЯ ПОЧИНКИ ЛИСТОВ ШПОНА | 1973 |
|
SU386765A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |
| Шпонопочиночный станок | 1977 |
|
SU673453A1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Шпонопочиночный станок | 1967 |
|
SU248957A1 |
| ШПОНОПОЧИНОЧНЫЙ СТАНОК | 1971 |
|
SU302235A1 |
| Шпонопочиночный станок | 1975 |
|
SU566732A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ, В ЧАСТНОСТИ ЭЛЕКТРОДОВ ДЛЯ СНЯТИЯ ЭЛЕКТРОКАРДИОГРАММЫ | 1994 |
|
RU2105523C1 |
| УСТРОЙСТВО ДЛЯ ВЫСЕКАНИЯ ЭТИКЕТОК ИЗ СТОПЫ ЗАГОТОВОК | 2003 |
|
RU2235644C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к устройствам для починки шпона. Устройство содержит удаляющий дефекты пуансон, штамп, сквозь который проходит удаляющий пуансон, починочный пуансон, проходящий соосно через штамп и синхронно действующий с удаляющим пуансоном, средства для подачи шпона, подлежащего починке, между удаляющим пуансоном и штампом и средства для подачи починочного шпона между починочным пуансоном и штампом. Длина рабочего хода удаляющего пуансона продолжается до уровня починочного шпона. Подаваемый починочный шпон представляет собой непрерывное полотно. Дефект, подлежащий удалению, удаляется из устройства посредством впрессовывания дефектного участка в отверстие, выполненное починочным пуансоном в починочном шпоне, посредством удаляющего пуансона. Снижается расход сырья. 4 ил.
Шпонопочиночное устройство для удаления дефектов из фанерного шпона (1), причем вышеупомянутое устройство содержит удаляющий дефекты пуансон (5), штамп (6), сквозь который проходит удаляющий пуансон (5), починочный пуансон (8), проходящий соосно через штамп и синхронно действующий с удаляющим пуансоном, средства для подачи шпона, подлежащего починке, между удаляющим пуансоном и штампом, и средства для подачи починочного шпона (2) между починочным пуансоном и штампом, причем устройство имеет длину рабочего хода удаляющего пуансона, которая продолжается до уровня починочного шпона, и подаваемый починочный шпон представляет собой непрерывное полотно, которое должно подаваться во время обратного хода, отличающееся тем, что дефект, подлежащий удалению, удаляется из устройства посредством впрессовывания дефектного участка в отверстие, выполненное починочным пуансоном в починочном шпоне посредством удаляющего пуансона.
| СПОСОБ УПАКОВКИ МЯСНЫХ КОНСЕРВОВ | 2006 |
|
RU2336704C2 |
| US 3021249 A1, 13.02.1962 | |||
| Шпонопочиночный станок | 1975 |
|
SU566732A1 |
| Шпонопочиночный станок | 1977 |
|
SU673453A1 |
| Водяной цепной ковшевой двигатель | 1926 |
|
SU5239A1 |

