(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФЛОТАЦИИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом флотации | 1985 |
|
SU1247087A1 |
| Способ управления процессом флотации | 1976 |
|
SU660712A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФЛОТАЦИИ | 2005 |
|
RU2286212C1 |
| Способ управления процессом флотации | 1986 |
|
SU1395372A1 |
| Способ обогащения руд | 1990 |
|
SU1779409A1 |
| Прямоточно-противоточная пневмомеханическая флотационная машина | 1984 |
|
SU1395373A1 |
| Способ управления качеством пенного продукта и устройство для его осуществления | 1980 |
|
SU1036382A1 |
| Флотационная пневмо-механическая машина пенной сепарации | 1985 |
|
SU1442255A1 |
| СПОСОБ ОБОГАЩЕНИЯ РУД | 1996 |
|
RU2111063C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФЛОТАЦИИ | 1999 |
|
RU2190479C2 |
1
Изобретение относится к обогащению полезных ископаемых и может быть использовано для автоматического управления процессом флотации.
Известен способ управления качеством пенного продукта в inipoiaiecce флотации лутем изменения уровня шульпы, расхода воздуха и реагентов, по толщине слоя пены и величине превышения наиболее минерализованного слоя пены над сливным порогом 1.
Известен также способ управления селективной флотацией по качественно - количественным показателям продуктов флотации путем периодического измерения уровня пульпы по измеренным текущим соотношениям флотируемого и депрессируемого продуктов 2.
В известных способах не учитывают характера распределения флотируемого и депрессируемого продуктов по толщине пенного слоя, вследствие чего при реализации этого способа невозможна автоматическая установка оптимальных толшин пенного слоя во флотационных машинах, соответствующая наиболее эффективному ведению процесса флотации.
Цель изобретения - повышение точности управления многостадийным процессом.
Поставленная цель достигается тем, что измеряют содержание флотируемых продуктов на входе и выходах флотационного процесса, а соотношение флотируемых и депрес.сируемых продуктов измеряют по толщине слоя пены и по измеренным величинам определяют соотношение уровней пульпы по стадиям процесса.
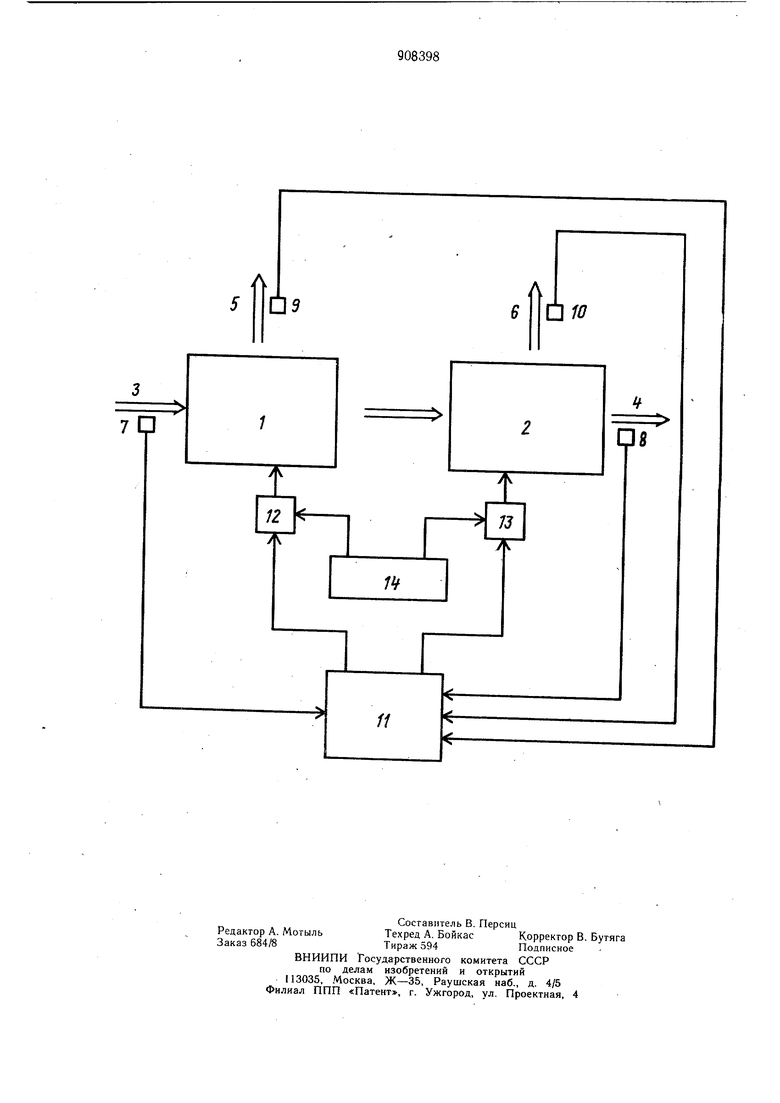
На чертеже приведана блок-схема уст10ройства для реализации способа управления процессом флотации.
Устройство включает последовательно соединенные флотационные машины 1 и 2, на входе 3, выходе 4 и выходах 5 и 6 в 15 концентратах которых установлены датчики 7-10 содержания флотируемы-х и депрессируемых продуктов. Выходы датчиков соединены с вычислительным устройством 11. Выходные сигналы из вычислительного устройства поступают на исполнительные органы 12 и 13, управляющие положением шиберов. Программное устройство 14 периодически задает ступенчатые перемещения шиберов поочередно у первой и второй флотационной машин через устанавливаемый опытным путем интервал времени между-циклами измерений.
Способ управления осуществляют следующим образом.
С датчиков 9 и 10 содержания продуктов в концентрате при каждом ступенчатом изменении уровня пульпы, задаваемого программным устройством 14, сигналы поступают в вычислительное устройство И, в котором реализуется построение и запоминание до следующего цикла кривых относительной концентрации флотируемых и депрессируемых продуктов по толщине пенного слоя, последовательно для первой и второй флолационных мащин. Одновременно, в вычислительное устройство 11 поступают сигналы с датчиков 7 и 8 содержания флотируемых продуктов на входе и выходе флотационных машин.
По полученным данным на вычислительном устройстве рещается система уравнения кииетиЕШ флотации, определяющая при заданных ограничениях на соотнощения между флотируемыми и депрессируемыми продуктами оптимальные уровни пульпы во флотационных машинах, и выдаются сигналы на исполнительные органы 12 и 13 щиберов, которыми устанавливают требуемое соотнощение уровней пульпы.
Соотношение флотируемых и депрессируемых продуктов по толщине пенного слоя флотационной машины производят периодически путем пробоотбора концентрата при серии последовательных, однонаправленных перемещений щибера, ступенчато изменяющего уровень пульпы в камере и соответственно изменяющего среднюю толщину пенного слоя при постоянном ценообразовании.
По взятым из концентрата пробам и соответствующим им ступенчатым изменениям уровней пульпы строят кривые Тд (h) относительной концентрации флотируемых и депрессируемых продуктов в варьируемом диапазоне изменения уровня пульпы, как функции уровня пульпы или соответствующей ему средней толщины hv пенного слоя, i - индекс флотируемого или депрессируемого продукта, j - номер флотационной машины. Последовательные перемещения щибера во флотационной мащине задают через промежутки времени, достаточные для образования стабильного слоя пены после каждого изменения уровня пульпы. Пробоотбор из концентрата выполняют непосредственно перед очередным перемещением шибера. Между каждыми двумя последовательными циклами измерений уровня пульпы стабилизируют в соответствии с вычисленными оптимальными значениями. Интервал времени между циклами измерений устанавливают в каждом конкретном случае опытным путем из условий, чтобы разности между измеряемыми показателями флотационного процесса для двух последовательных циклов определения соотношений уровней пульпы не превыщали установленных допустимых значений.
Построение кривых Hj (.bj) относительной концентрации флотируемых и депрессируемых продуктов в пенном слое флотационной мащины может также быть реализовано не циклическими изменениями уровней пульпы с пробоотбором, а путем непосредственного пробоотбора пены из нескольких точек по толщине пенного слоя с последующим определением содержания твердых продуктов. Оптимальные уровни пульпы во флотационных мащинах и соотношения между ними определяют по измеряемым показателям процесса.флотации, исходя из системы уравнений кинетики флотации, составленных с учетом влияния толщины пенного слоя и его минерализации, определяемой по функциям Тд (hj).
Оптимизация системы по параметрам h и h (уровням) может, например, выполняться по максимуму содержаний Д, (hJ н первого металла в концентратах, при заданных ограничениях на извлечения, содержания в хвостах н отнощения извлекаемого и депрессйруемого металлов в концентратах или по максимальным извлечениям |i(h|), ,2 (hj) первого металла, при заданных ограничениях на качество концентратов и соотношения между извлекаемыми и депрессируемыми металлами.
Использование предлагаемого способа при построении автоматических систем управления флотацией позволяет повысить технологические показатели процесса за счет лучшего разделения флотируемых и депрессируемых продуктов.
Формула изобретения
Способ управления процессом флотации по количественным показателям продуктов флотации путем периодического измерения уровня пульпы по измеренным текущим соотнощениям флотируемого и депрессйруемого продуктов, отличающийся тем, что, с целью повышения точности управления многостадийным процессом, измеряют содержание флотируемых продуктов на входе н выходах флотационного процесса, соотношение флотируемых и депрессируемых продуктов измеряют по толщине слоя пены и по измеренным величинам определяют соотнощения уровней пульпы по стадиям процесса.
Источники, информации, принятые во внимание при экспертизе
№ 660712, кл. В 03 В 13/00, 1978 (прототип).
П9
7D
12
пю
D8
7J
