1
Изобретение относится к промышленности строительных материалов, в частности к оборудованию стекольных заводов.
Известен разборный тигель для плавки блоков кварцевого стекла, содержащий разрезной цилиндр, скрепленный в верхней части , и дно, размещенное на секторы и вглполненное с конусным выстуцом, зажатым шайбой и гайкой. Дно, имеет отверстие, в котором по оси тигля закреплена тр-убка. На верхней части цилиндра образована конусная заточка, DJ
Недостатком известного тигля является низкое качество направляемых в него блоков кварцевого стекла по наличию пузырей, так как отсутствие необходимого количества разрезов стенки цилиндра и установка толстостенной цилиндрической трубки по оси тигля не позволяет достаточно полно эвакуировать газы из кварцевого сырья
в результате чего они остаются в стекломассе в внде пузьфьков. Кроме того, при плавке кварцевого стекла из молочно-белого кварца, содержащего больиюе количество газово-жидких включений, происходит разрьш корпуса тигля и вытекание стекломассы.
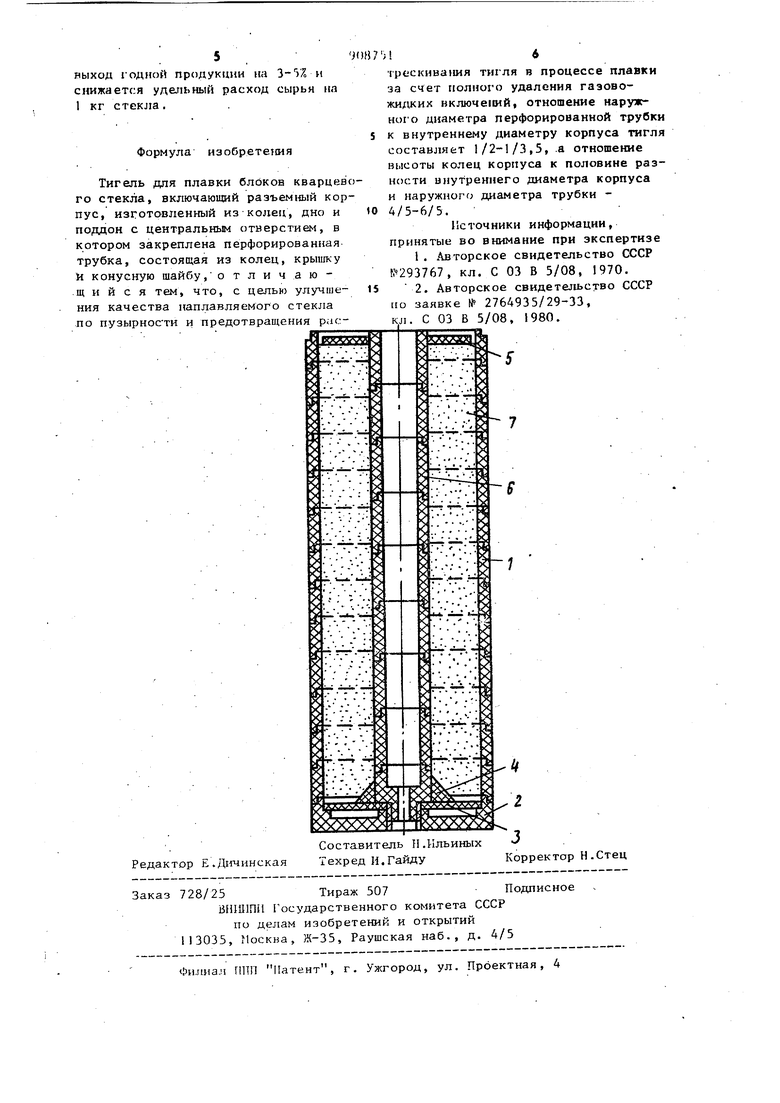
Наиболее близким к предлагаемому является тигель для плавки блоков кварцевого стекла, включающий разъемный корпус, изготовленный из колец, дно и поддон с центральным отверстием, в котором закреплена перфорированная, трубка, состоящая из колец, крышку и конусную шайбу 2.
Недостатком графитового тигля для наплава кварцевого стекла является вытекание стекломассы при плавке через разрезы и в месте согласования прямоугольного паза пластин с выступом дна, так как плавящаяся кварцевая крупка при увеличении объема разрьюает стягивающий обруч, прогибает пластины в сторону от оси тшля и отжимает их от дна. Наплавленный в таком тигле блок содержит пузырьки газов. Тигель для вытяжки калиброванных кварцевых труб представляет интерес лишь с точки зрения конструкции кор пуса, состоящего из колец. Цель изобретения - улучшение качества кварцевого стекла по пузырности и предотвращение растрескивания тигля в процессе плавки стекла из кварцевого сырья с большим содержанием газово-жидких включений. Поставленная цель достигается тем, что в тигле для плавки блоков кварцевого стекла, включающем разъемный корпус, изготовленный из колец, дно и поддон с центральным отверстием, в котором закреплена перфорированная трубка, состоящая из колец, крышку и конусную шайбу, отношение наружного диаметра перфорированной трубки к внутреннему диаметру корпуса тигля составляет 1/2-1/3,5, а отношение высоты колец Корпуса к половине разности внутрен него диаметра корпуса и наружного риаметра трубки - 4/5-6/5. Во время плавки кварцевых блоков в графитовых тиглях эвакуации газов осуществляется в основном через стенки корпуса тигля и центральной трубки. Поэтому для получения блоко высокого качества по пузырности отношение наружного диаметра трубки к внутреннему диаметру корпуса тигл .играет важную роль, С увеличением отношения улучшает ся качество, но уменьшается вес блока, и наоборот, с увеличением от ношения увеличивается вес блока, а качество ухудшается. Оптимальное отношение находится в пределах 1/21/2-1/3,5. Для предотвращения растрескивания корпуса тигля при интенсивном газовыделении он выполнен из колец. Оптимальное отношение высоты колец к половине разности между внутренни диаметром корпуса и внешним диаметром трубки находится в пределах 4/5-5/ При- оптимальном отношении высота кольца И и --;: в продольном сече2НИИ образует квадрат. При увеличении соотношения умень шается количество колец и зазоров .щелей) между ними, следовательно. возрастает вероятность растрес-кинания кольца. При уме &шении отношения возрастает стоимость тигля. На чертеже изображен тигель, продольный разрез. Тигель состоит из разъемного корпуса 1,выполненного из колец дна 2 и поддона 3, конусной шайбы 4, крышки 5. В резьбовое отверстие дна ввинчена перфорированная трубка 6, тоже состоящая из колец. В тигель . насыпано кварцевое сырье 7. Тигель используют следующим образом. В собранный тигель засыпают минеральное или синтетическое кварцевое сырьё 7, закрывают крышкор 5, . которая одновременно центрирует корпус 1 и трубку 6 относительно друг друга и помещают в вакуумную электропечь. При 1850-2000°С происходит наплав блока кварцевого стекла. После этого тигель извлекают из печи, снимают кольца корпуса 1 и трубки 6 отделяют дно 2, поддон 3 и конусную шайбу 4. Сборка тигля осуществляется в обратном порядке, при этом пришедшие в негодность детали заменяются на новые. Благодаря наличию необходимого количества щелей между кольцами корпуса и перфорированной трубки, определенному соотношению между наружным диаметром трубки и внутренним диаметром корпуса, а также высотой колец корпуса и половиной разности диаметров корпуса и трубки, во время плавки стекла в вакуумной электропечи из молочно-белого сырья с большим количеством газово-жидких включений осуществляется полная эвакуация га- зов из имхты, как с периферийной, так и с центральной зон наплавляемогс блока, и он не содержит пузырьков. При увеличении объема плавящейся крупки не происходит разрыв корпуса тигля, и, следовательно, потерь стекломассы. Плавки блоков кварцевого стекла из молочно-белого кварца со светопропусканием 18% и потерями при прокаливании равными 0,063% в тиглях предлагаемой конструкции позволили получить прозрачное кварцевое стекло, не содержащее пузырьков. В процессе плавки разрыва корпугл не наблюдалось. При этсм увеличпяяеп с.я

| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для плавки блоков кварце-ВОгО СТЕКлА | 1979 |
|
SU808384A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА (ВАРИАНТЫ) | 2000 |
|
RU2177914C1 |
| Графитовый тигель для плавки блоков кварцевого стекла | 1987 |
|
SU1530579A1 |
| Графитовый тигель для плавки кремнезема | 1988 |
|
SU1534014A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОГО КВАРЦЕВОГО СТЕКЛА | 2015 |
|
RU2594184C1 |
| РАЗБОРНЫЙ ТИГЕЛЬ ДЛЯ ПЛАВКИ БЛОКОВ КВАРЦЕВОГО СТЕКЛА | 1971 |
|
SU293767A1 |
| Графитовый тигель для плавки блоков кварцевого стекла | 1984 |
|
SU1188113A1 |
| Графитовый тигель для плавки кварцевого стекла | 1985 |
|
SU1276629A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2026833C1 |
| Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления | 2016 |
|
RU2623404C1 |
