Изобретение относится к области порошковой металлургии, в частности к оборудованию и оснастке для горячего изостатического прессования из делий из порошковых материалов. Известна заготовка для горячего изостатического прессования, включа щая металлическую оболочку и цилинд рический образец, установленный внутри оболочки 1 . К недостаткам данной заготовки относится отсутствие возможности изготовления полых длинномерных изделий. Решением, наиболее близким опит сываемому по технической сущности и достигаемому эффекту, является заготовка для горячего изостатическ го прессования, включающая полый стержень с непроницаемой для рабоче среды наружной поверхностью и установленную соосно его полости оправку. При этом оправка выполнена из материала, непроницаемого для рабоч среды, и установлена внутри образца с зазором 2. К недостаткам данной заготовки относится высокая трудоемкость изготовления изделия, обусловленная Не-, обходимостью вакуумной герметизации зазора между оправкой и образцом, а также сложностью процесса извлечения , оправки из полости спрессованного изделия. Целью изобретения является снижение трудоемкости изготовления изделия. Указанная цель достигается тем, что в заготовке для горячего изостатического прессования, включающей полый стержень с непроницаемой для рабочей среды наружной поверхностью и установленную соосно его полости оправку, оправка выполнена с поверхностью, проницаемой для рабочей ере- ды, и установлена внутри стержня с натягом, при этом поверхность оправки может быть выполнена пористой, а отношение диаметра оправки к внутреннему диаметру полого стержня составляет 1,001-1,01.
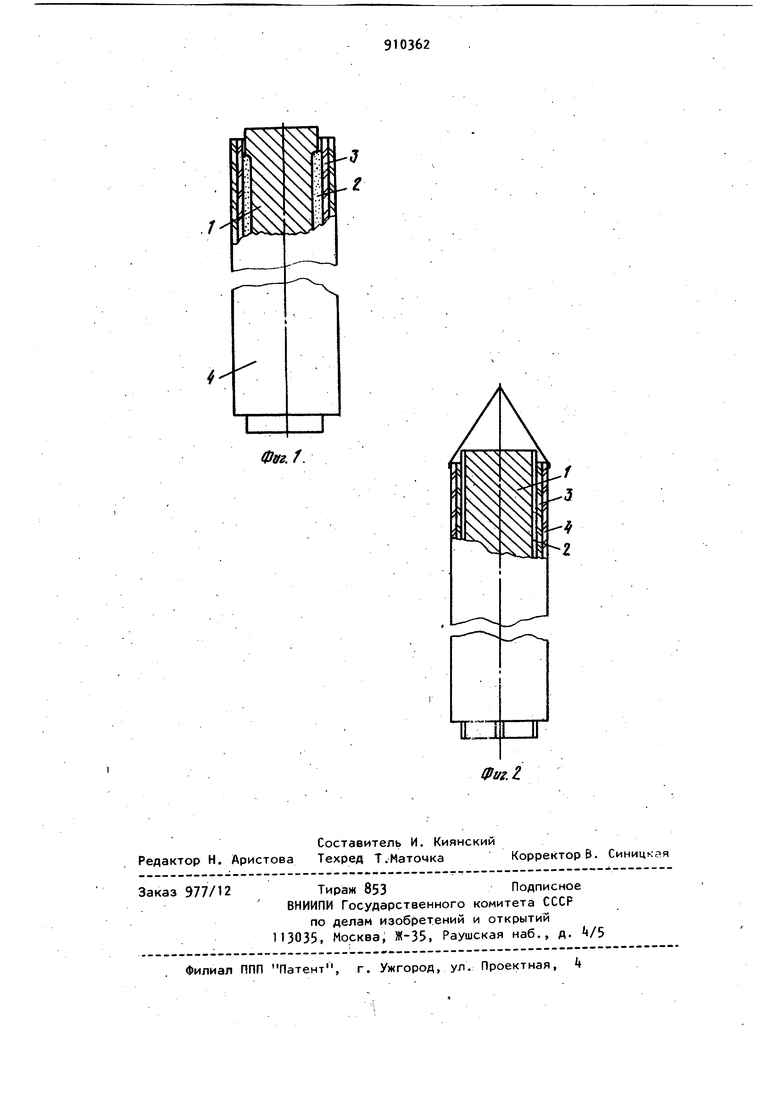
На фиг. 1 показана заготовка с пористой поверхностью оправки; на фиг, 2 - заготовка с пазами на поверхности оправки.
Заготовка {фиг. 1) состоит из оправки 1 с пористой поверхностью 2 (пористым слоем,- нанесенным на оправку), полого стержня 3, установленного с натягом на оправке, и наружного чехла А.
Во втором варианте выполнения (фиг. 2) заготовка состоит из оправ,ки 1, на поверхности которой выполнены продольные пазы 2, полого стерж ня 3, установленного с натягом на оправке, и наружного чехла .
Сборку заготовки по первому варианту (фиг. 1) осуществляют следующим образом.
На оправку, выполненную из материала, не претерпевающего при температурах горячего прессования необратимых формоизменений и имеющего коэффициента термического расширения равный или больший коэффициента термического расширения образца, наносят, например, напылением, пористый поверхностный слой из материала, совместимого с материалом стержня при температурах горячего прессования. Полученный полуфабрикат при необходимости спекают, а затем обрабатывают в размер, протравливают для вскрытия пор, промывают и высушивают После этого на оправку устанавливают с натягом полый стержень, а на его поверхность надевают наружный чехол. Торцовые части сборки на участке между стержнем и чехлом герметизируют в вакууме. К пoвepxнoctи чехла и оправки приваривают петли для подвески заготовки в газостате. После этого заготовку подвергают горячему изостатическому прессованию.
Сборку заготовки по второму варианту (фиг. 2) осуществляют аналогичным образом с той лишь разницей, что на поверхности оправки выполняют продольные пазь1. При этом в обоих вариантах натяг, определяемый как отношение диаметра оправки к внутреннему диаметру образца, составляет 1,01-1,001. Эта величина выбрана с
учетом пределов радиальной усадки стержня по внутреннему диаметру. В процессе горячего изостатического прессования натяг ликвидируется, в связи с чем оправка после окончания
процесса может быть извлечена и повторно использована.
При использовании описанных заготовок получены длинномерные трубчатые изделия из композиционных материалов
систем ниобий-окись алюминия-ниобий и медь-ковар. Полученные изделия при длине tOO-SOO мм имели стрелу прогиба, не превышающую 0,1 мм.
Таким образом, применение описанной заготовки позволяет в 1,5-2 раза снизить трудоемкость изготовления длинномерных полых изделий методом горячего изостатического прессования.
Формула изобретения
1.Заготовка для горячего изостатического прессования, включающая полый стержень с непроницаемой для рабочей среды наружной поверхностью и установленную соосно его полости оправку, отличающаяся тем, что, с целью снижения трудоемкости изготовления изделия, оправка выполнена с поверхностью, проницаемой для рабочей среды, и установлена внутри стержня с натягом.
2.Заготовка по п. 1, о т л,и чающаяся тем, что поверхность оправки выполнена пористой.
3.Заготовка по пп 1 и 2, отличающаяся .тем, что отношение диаметра оправки к внутреннему диаметру полого стержня составляет
5 1,001-1,01.
Источники информации, принятые во внимание при экспертизе
1 о Патент Великобритании № 1238166, кл. С 1 J, 197К
2. Пью Х.Л.. Механические свойства материалов под высоким давлением, М.. Мир, 1973. т. 2, с. 271-272.
Фог. f.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего изостатического прессования изделий из порошков | 1978 |
|
SU776745A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ОСЕВОГО ПРЕССОВАНИЯ ДНА И ТОРЦА ЗАГОТОВКИ ДЕТАЛЕЙ ТИПА ДЛИННОМЕРНОГО ТЕЛА ВРАЩЕНИЯ С ОСЕВЫМ ОТВЕРСТИЕМ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2006 |
|
RU2343036C2 |
| Заготовка для изготовления сверхпроводящего композиционного провода на основе NbSn | 2017 |
|
RU2741783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СО СКВОЗНЫМ ОТВЕРСТИЕМ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1995 |
|
RU2100145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПУСТОТЕЛОЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2340437C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ | 2013 |
|
RU2659520C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2627092C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262407C2 |