Известны способы изготовленпя для строкоотливных наборно-титульных машин крупнокегельных матриц, очко которых выполнено в виде медной коронки, образованной гальваническим путем, а тело- отливкой из гарта. Недостатком этих способов является сложность изготовления коронок для каждой из букв.
Отличительные признаки, описываемого способа заключаются в том, что коронку изготовляют гальваническим путем с типографского шрифта в виде строки букв, которую для образования тела матрицы заливают гартом в литейной форме, после чего разрезают отлитую матричную строку на отдельные матрицы.
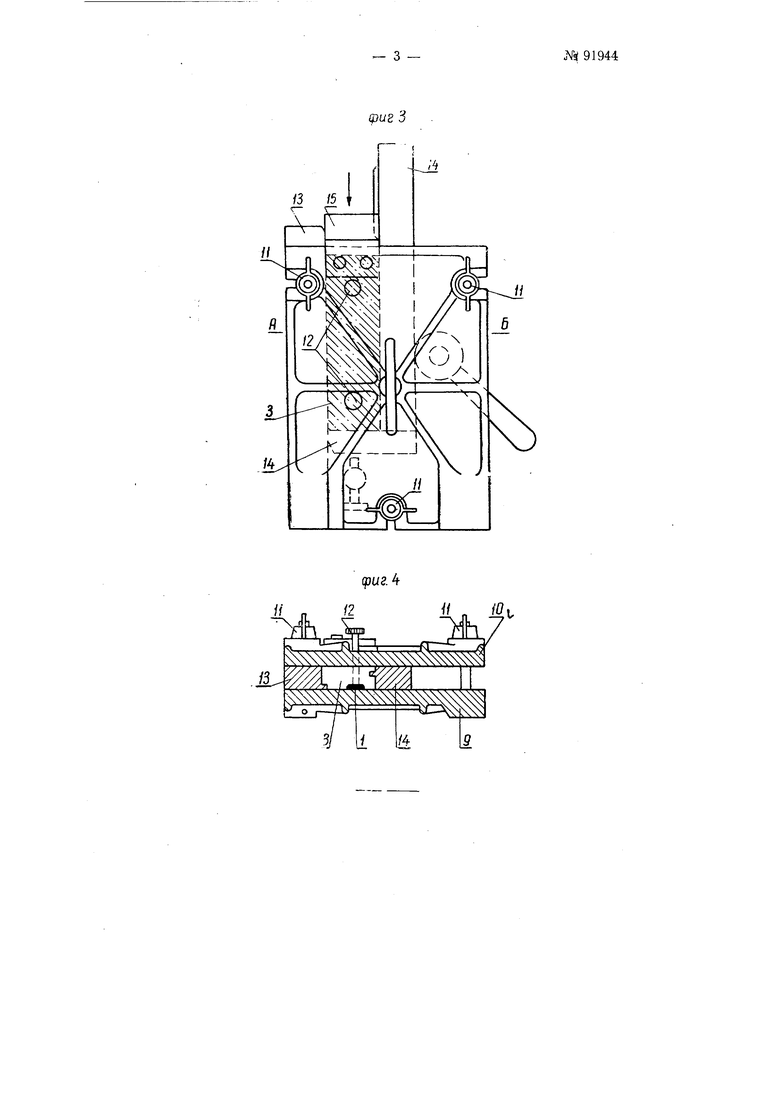
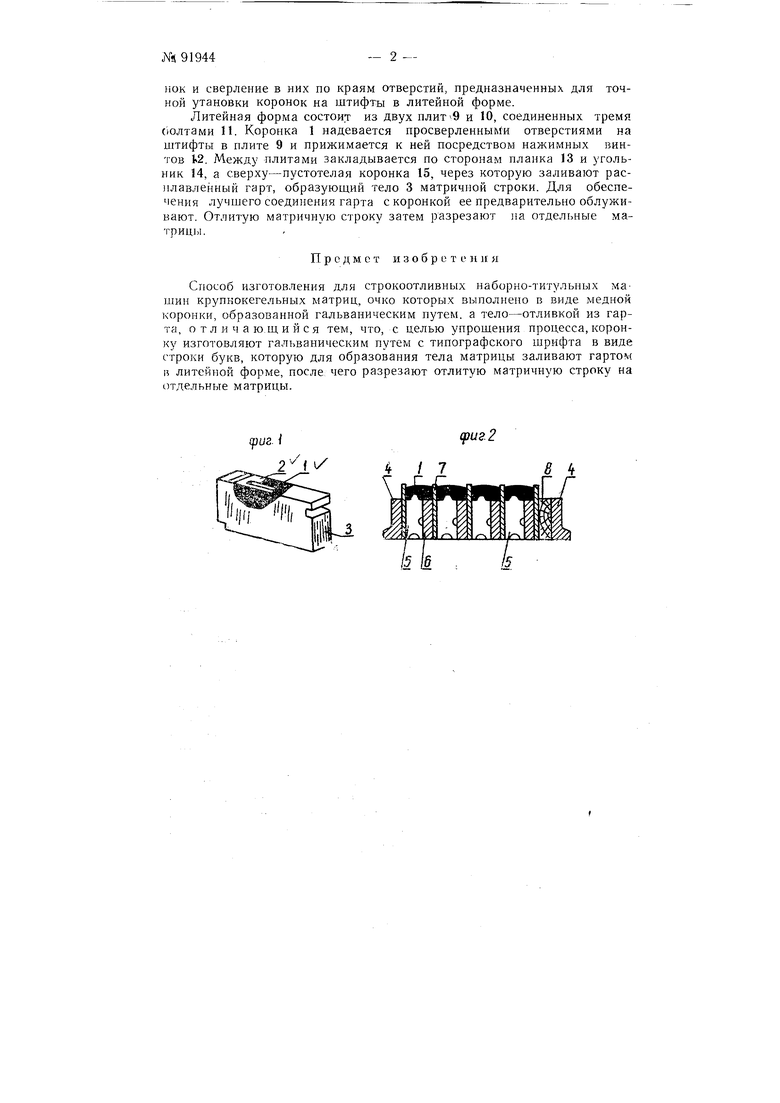
На фиг. 1 изображена крупнокегельная матрица к строкоотливным наборно-титульным машинам; на фиг. 2-разрез рамки с набранным шрифтом, реглетами и прокладками, с наращенными на шрифте коронками; на фиг. 3-литейная форма, вид сбоку; на фиг. 4-поперечный разрез литейной формы по линии АБ на фиг. 3.
Крупнокегельная матрица в готовом виде состоит, например, из медной коронки 1 с углублер1ным очком 2 для отливки шрифта и тела 3, образованного путем заливки гарта в литейной форме.
Для изготовления коронки в виде строки букв в металлическую рамку 4 набирают строки из крупнокегельного ручного типографского шрифта 5, разделенного пробельными шпациями. Строки отделяются одна от другой реглетами 6 и целлулоидными линейками 7. после чего шрифт расклинивают в рамке, например, деревянными клиньями 8 или заключками. Кроме очка шрифта и реглет, рамку и тыльную сторону шрифта покрывают подогретым изоляционным составом. Нарашивание на очко шрифта гальваническим путем медных коронок толщиной, например, 1 -1,5 мм производят в гальванических ваннах после обезжиривания шрифта. Затем производят разборку рамки, опиливание короиок и сверление в них по краям отверстий, предназначенных для точной утановки коронок на штифты в литейной форме.
Литейная форма состоит из двух плит9 и 10, соединенных тремя (юлтами П. Коронка 1 надевается просверленными отверстиями на штифты в плите 9 и прижимается к ней посредством нажимных винтов . Между плитами закладывается по сторонам нланка 13 и угольник 14, а сверху-пустотелая коронка 15, через которую заливают расплавленный гарт, образующий тело 3 матричной строки. Для обеспечения лучшего соединения гарта с коронкой ее предварительно облуживают. Отлитую матричную строку затем разрезают на отдельные матрицы.
Предмет и 3 о б р е т е л ir я
Способ изготовления для строкоотливных наборно-титульпых машин крупнокегельпых матриц, очко которых выполнено в виде медной коронки, образованной гальваническим путем, а тело-отливкой из гарта, о т л и ч а ю.ш и и ся тем, что, с целью упрошения процесса, коронку изготовляют га.льваническим путем с типографского шрифта в виде строки букв, которую для образования тела матрицы заливают гартом в литейной форме, после чего разрезают отлитую матричную строку на отдельные матрицы.
(риг. i
(риг 2
;4
| название | год | авторы | номер документа |
|---|---|---|---|
| Строкоотливная наборная машина | 1984 |
|
SU1234222A1 |
| МАТРИЦЕНАБОРНАЯ И СТРОКООТЛИВНАЯ МАШИНА | 1926 |
|
SU7959A1 |
| Фотонаборная машина | 1935 |
|
SU49834A1 |
| КОМПЬЮТЕРНОЕ УСТРОЙСТВО ДЛЯ ЧТЕНИЯ ПЛОСКОПЕЧАТНОГО ТЕКСТА | 1996 |
|
RU2113726C1 |