(S) СПОСОБ КОНТАКТНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ
ТРУБ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к переработ- ке полимерных материалов, а именно к способу изготовления полимерных трубопроводов путем сварки труб враструб и к устройству для осуществления контактной сварки.
Наиболее близким к изобретению является способ контактной сварки термопластичных труб враструб, заключающийся в том, что внутреннюю поверхность расширенной части одной трубы, охватывающей другую трубу, нагревают до температуры плавления и соединяют с нагретой внешней поверхностью второй трубы, причем вторую трубу вжимают в первую 1.
Известно устройство для контактной сварки труб враструб, содержащее обогреваемую 1литу, с одной стороны которой выполнена кольцевая полость, а с другой - оправка в виде усеченного конуса tl}.
Известный способ и устройство для его осуществления являются малоэффективными в том случае, когда необходимо по месту сварки уменьшать длину трубы, имеющей расширение на конце, а также при сварке тоикостен5 ных труб, так как заранее изготовленное расширение деформируется при транспортировке.
Целью изобретения является обеспечение качественной сварки тонкостенных труб враструб и расширение диапазона применения за счет обеспечения нагрева труб различного диаметра.
Эта цель достигается тем, что
18 согласно способу, заключающемуся в том, что внутреннюю поверхность расширенной части одной трубы, охватывающей другую трубу, нагревают до температуры плавления и соединяют с нагретой внешней поверхностью второй трубы, причем вторую трубу вжимают в первую, в процессе нагрева труб осуществляют формование конусообразного расширения на конце
одной трубы и конусообразного сужения на конце второй трубы, имеющих одинаковый угол при вершине конуса, примем величина угла выбирается 10-60°.
Кроме того, концевой участок конусообразного расширениянагревают до большей температуры, чем начальный участок.
В устройстве для осуществления способа, содержащем обогреваемую плиту, с одной стороны которой выполнена кольцевая полость, а с другой - оправка в виде усеченного конуса, плита выполнена с расположенными с обеих ее ctopOH дополнительными концентричными кольцевыми полостями, одна из стенок которых имеет наклон, соответствующий конусности оправки, причем упомянутые стенки кольцевых полостей с одной стороны наклонены к продольной ее оси, а с другой - от продольной оси плиты.
При этом стенки кольцевых полостей выполнены с продольными гофрами.
Кроме того, устройство снабжено теплоизоляционными прокладками, расположенными в стенках кольцевых полостей и разделяющими стенку по высоте на два участка.
Предлагаемый способ обеспечит повышение качества соединения, так как конусообразное расширение позволит вторую трубу, имеющую конусооб разное сужение, легко отцентровать по отношению к первой. Этому способствует также то, что концевой участок конусообразного расширения нагревают до большей температуры, чем начальный участок.
При этом угол при вершине конуса формуемого расширения не должен превышать 60° , иначе происходит его разрушение, что не позволяет обеспечить прочное соединение труб.
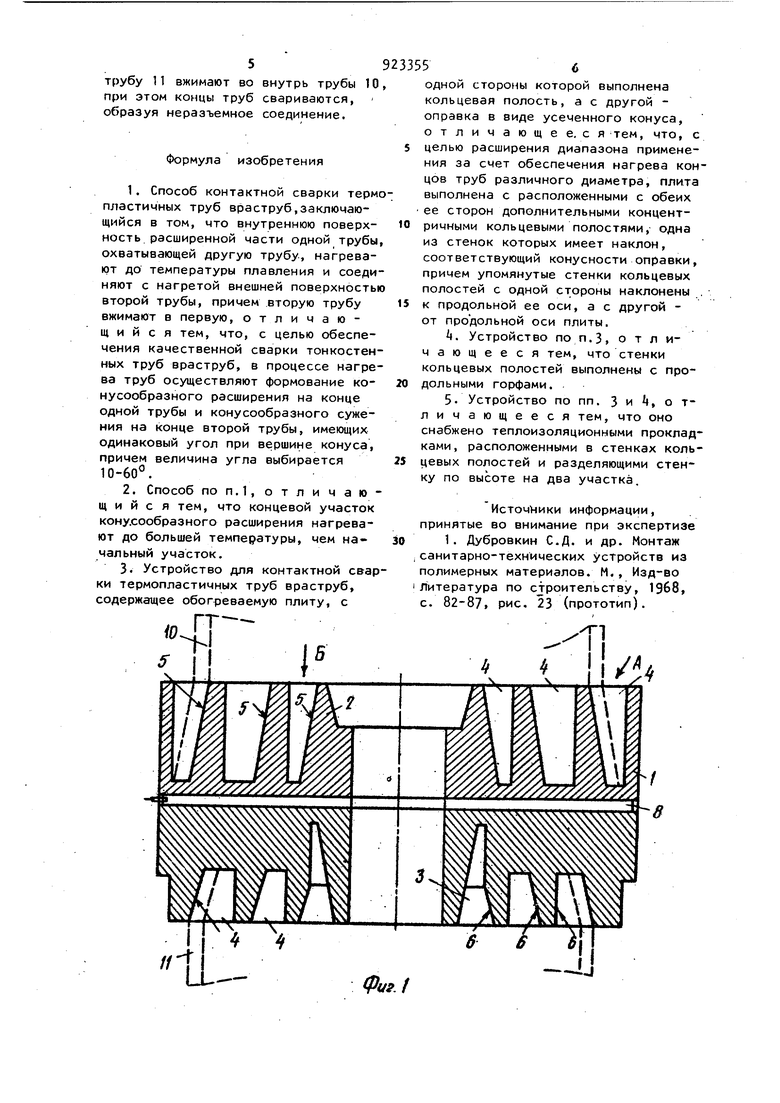
На фиг. 1 показано устройство для осуществления способа, поперечный разрез-, на фиг. 2 - вид А на фиг. 1 ; на фиг. 3 вид Б на фиг. 1.
Устройство для контактной сварки выполнено в виде обогреваемой плиты 1, на одной стороне которой выполнена оправка 2 в виде усеченного кону са, обращенного меньшим основанием к внешней поверхности плиты, :а на другой стороне плиты 1 выполнена конусообразная кольцевая полость 3 имеющая угол при вершине конуса.
равный углу при вершине конуса оправки 2. С обеих сторон плиты 1 выполнены дополнительные концентричные кольцевые полости k, причем одна 5 из стенок дополнительных кольцевых полостей имеет наклон, соответствующий конусности оправки, при этом стенки 5 кольцевых полостей с одной стороны плиты наклонены от ее продольной оси, а стенки 6 - к продольной оси плиты. Угол наклона стенок выбирается Ю-бО.
На стенках 5 и 6 вь1полнены продольные гофры 7 (фиг.З). Для обогрева 15 плита снабжена нагревателем 8.
В стенках 5 кольцевых полостей k размещены теплоизоляционные прокладки 9, разделяющие стенку по высоте на участки а и Ъ.
20 Способ осуществляется следующим образом.
Вначале включают обогрев плиты 1, вследствие чего нагреваются стенки, образующие кольцевые камеры.
« т ,«
Трубу 10 надевают на нагревую
оправку 2 и нагревают ее внутреннюк) поверхность до температуры плавления. Благодаря конусности оправки, имеющей наклон стенок от продольной оси плиты, в ходе нагрева трубы образуется конусообразное расширение. Изза того, что в стенке 5 оправки размещена теплоизоляционная прокладка , разделяющая стенку по высоте
на два участка, концевой участок
трубы 10 будет нагрет до более высокой температуры8 чем начальный участок.
Трубу 11 вводят в кольцевую полесть k с противоположной стороны плиты, при этом внешняя поверхность трубы 11 HarpeBaetcp до температуры плавления и становится упруго деформируемой и обладающей адгезией из-за
частичного расплавления материала стенки трубы. Вследствие того, что стенки кольцевых полостей k с этой стороны плиты имеют угол наклона к продольной оси плиты, на конце трубы
образуется конусообразное сужение. В результате того, что на стенках кольцевых полостей 4 выполнены продольные гофры 7 на формуемых участках труб образуют также продольные
гофры, что способствует лучшему соединению труб ,при сварке.
После нагрева и одновременного формования концов труб их соединяют. трубу 11 вжимают во внутрь трубы 10 при этом концы труб свариваются, образуя неразъемное соединение. Формула изобретения 1.Способ контактной сварки терм пластичных труб враструб,заключающийся в том, что внутреннюю поверхность.расширенной части одной трубы охватывающей другую трубу, нагревают до температуры плавления и соеди няют с нагретой внешней поверхность второй трубы, примем вторую трубу вжимают в первую, отличающийся тем, что, с целью обеспечения качественной сварки тонкостен ных труб враструб, в процессе нагре ва труб осуществляют формование конусообразного расширения на конце одной трубы и конусообразного сужения на конце второй трубы, имеющих одинаковый угол при вершине конуса, причем величина угла выбирается 10-60. 2.Способ поп.1,отличаю щ и и с я тем, что концевой участок кону.сообразного расширения нагревают до большей температуры, чем начальный участок, 3.Устройство для контактной свар ки термопластичных труб враструб, содержащее обогреваемую плиту, с одной стороны которой выполнена кольцевая полость, а с другой оправка в виде усеченного конуса, отличающее, ся тем, что, с целью расширения диапазона применения за счет обеспечения нагрева концов труб различного диаметра, плкта выполнена с расположенными с обеих ее сторон дополнительными концентричными кольцевыми полостями, одна из стенок которых имеет наклон, соответствующий конусности оправки, причем упомянутые стенки кольцевых полостей с одной стороны наклонены . к продольной ее оси, а с другой от продольной оси плиты. k. Устройство по п.З, о т л ичающееся тем, что стенки кольцевых полостей выполнены с продольными горфами. 5. Устройство по пп. 3 и , о тличающееся тем, что оно снабжено теплоизоляционными прокладками, расположенными в стенках кольцевых полостей и разделяющими стенку по высоте на два участка. Источ ники информации, принятые во внимание при экспертизе 1. Дубровкин С.Д. и др. Монтаж санитарно-технических устройств из полимерных материалов. М., Изд-во Литература по строительству, 1968, с. 82-87, рис. 23 (прототип).
ВиЭ А
фиг 2