Изобретение относится к станкостроению, а именно к способам подачи смэзочно- охлаждающей жидкости (СОЖ) в зону шлифования.
Целью изобретения является повышение эффективности охлаждения.
На фиг. 1 изображено устройство для осуществления способа продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема расчета угла наклона каналов в оправке и кольце.
Устройство для осуществления способа содержит оправку 1 с осевой полостью 2, на стенках которой выполнены винтовые канавки 3, и каналами 4, связывающими осевую полость 2 с кольцевой канавкой 5 на поверхности оправки 1.
Устройство содержит также надетое на оправку 1 кодьцо 6 с каналами 7, являющимися продолжением каналов 4 оправки 1, размещенные по обе стороны кольца 6 шлифовальные круги 8 и 9, конусообразную заглушку 10 и кожух 11.
Способ осуществляют следующим образом.
На внутренней поверхности (стенках) осевой полости 2 оправки 1 выполняют винтовые канавки 3, угол у подъема которых выбирают из условия
f tg у f ,
где f - коэффициент жидкостного трения слоев выбранной для охлаждения СОЖ, прилегающих к стенке полости 2 оправки 1. После этого располагают в полости 2 оправки 1 конусообразную заглушку 10, диаметр do основания которой равен диаметру dn полости 2 оправки 1, так что вершина 12 ее конуса направлена против потока СОЖ в полости 2. При этом основание конуса расположена в одной плоскости aa с образующей каналов 4. Каналы 4 выполняют так, что их продольные оси бб выполнены по кривой второго порядка, которую выбирают по формуле
ctg/ i+ctg«i Шг п .
где - угол между касательной к криволинейной поверхности канала 4 или 7 и касательной к окружности в 1-й точке канала 4 или 7;
О) - угол наклона между касательной к окружности, пересекающей каналы 4 или 7 в 1-й точке, и истинным направлением движения частицы СОЖ;
ft)- угловая скорость вращения оправки 1;
П - текущий радиус канала 4 или 7;
Сг - радиальная составляющая истинной скорости с движения частицы СОЖ в канале 4 или 7.
При внутреннем шлифовании вращение
сообщают оправке 1 с закрепленными на ней шлифовальными кругами 8 и 9, Насосная станция станка подает СОЖ со скоростью С через осевую полость 2, имеющую винтовую канавку 3 с углом подъема у для
дополнительного напора СОЖ. Оттуда под действием центробежной силы СОЖ распределяется конусом заглушки 10 в каналы 4 оправки 1, в каналы 7 кольца бив пространство между шлифовальными кругами 8
и 9 и кожухом 11, а оттуда непосредственно в зону шлифования. СОЖ, поступающая в это пространство, увлекается шлифовальным кругом 8 через окно в клиновидный зазор между шлифовальными кругами 8 и 9
и поверхностью обрабатываемого отверстия в изделии.
Наличие винтовой канавки 3 с углом подъема у и криволинейных каналов 4 и 7 обеспечивает снижение гидравлических потерь в устройстве и устранение возможных гидравлических ударов.
Формула изобретения Способ подачи смазочно-охлаждающей
жидкости в зону при внутреннем шлифовании, согласно которому СОЖ через полую оправку и связанные с ее полостью каналы подают со скоростью С в зону шлифования и образуют гидроклин в переменном зазоре
между кожухом и кругом, отличающий- с я тем, что, с целью повышения эффективности охлаждения, оправку берут с винтовыми канавками на внутренней поверхности, угол подъема которых выбирают из условия
f tg у т.
где f - коэффициент жидкостного трения слоев СОЖ, прилегающих к стенке полости оправки,
продольные оси каналов выполнены по кривой второй порядка, которую выбирают по формуле
ctg#+ctg« - -.
гдеД - угол между касательной к криволинейной поверхности канала и касательной к окружности в i-й точке канала;
О( - угол между касательной к окружно- сти, пересекающей канал в 1-й точке, и истинным направлением движения частицы СОЖ;
угловая скорость вращения оправки;
текущий радиус канала;
Cr - радиальная составляющая истинной скорости С движения СОЖ в канале, берут конусообразную заглушку с основанием, диаметр которого равен диаметру полости оправки, и располагают
ее в полости оправки так, что вершина ее конуса направлена против потока СОЖ, а основание расположено в одной плоскости с образующей радиальных каналов.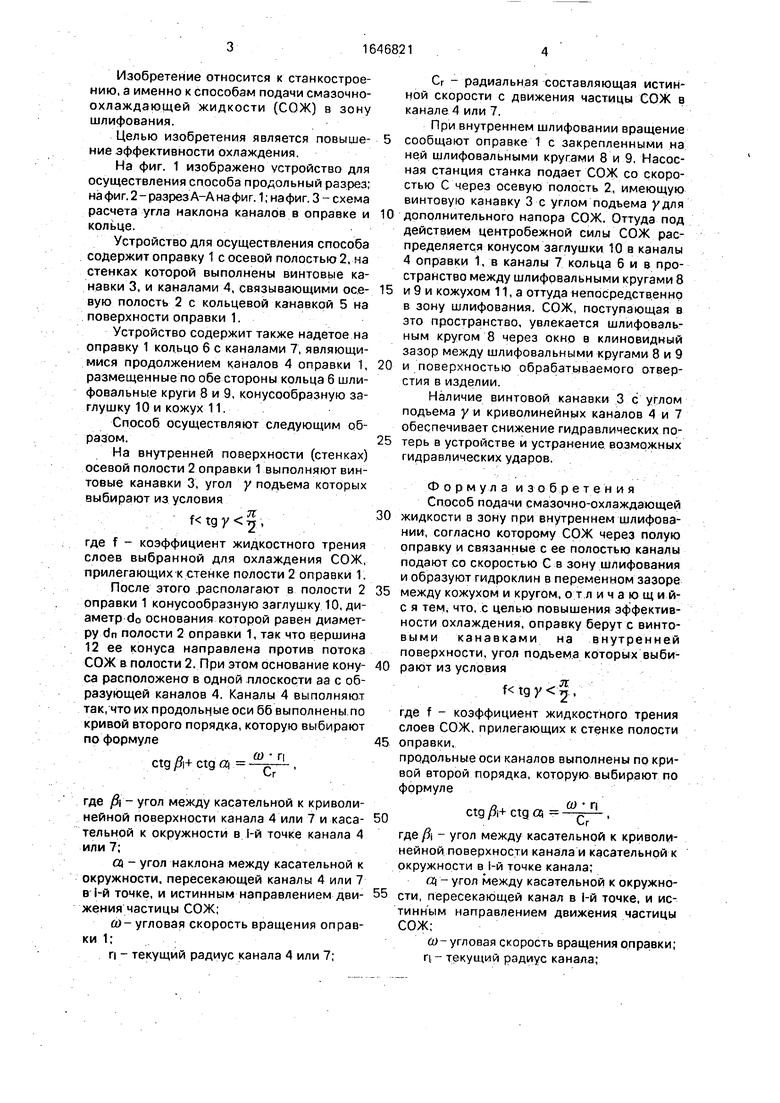
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1990 |
|
SU1743824A1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1987 |
|
SU1431919A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU856776A1 |
| Устройство для подвода смазочно-охлаждающей жидкости к профильному шлифовальному кругу | 1986 |
|
SU1425063A1 |
| Торцовый шлифовальный круг | 1987 |
|
SU1569205A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |

Изобретение относится к станкостроению, а именно к способам подачи смазоч- но-охлаждающей жидкости (СОЖ) в зону шлифования. Целью изобретения является повышение эффективности охлаждения. На внутренней поверхности оправки 1 выполняют винтовые канавки 3, угол у подъема которых выбирают из условия f tg y л :2, где f - коэффициент жидкостного трения слоев СОЖ, прилегающих к стенке полости 2 оправки 1. Далее в полость 2 вставляют конусообразную заглушку 10, диаметр которой равен диаметру полости 2, а вершина 12 ее конуса направлена против потока СОЖ, при этом 11 3 7 А 8 Vittr / 4- 5/ 7///7Zg7Z I- основание заглушки 10 лежит в одной плоскости а-а с образующей каналов 4 в оправке, связывающих полость 2 с кольцевой канавкой 5 на поверхности оправки. На оправку надевают кольцо б с каналами 7, явля- ющимися продолжением каналов 4 оправки. Продольные оси каналов 4 и 7 выполнены по кривой второго порядка по формуле ctg $+ ctgctj (у п):Сг, где $ - угол наклона касательной к криволинейной поверхности канала и касательной к окружности в i-й точке канала: О| - угол между касательной к окружности, пересекающей канал 4 или 7 в i-й точке, и истинным направлением движения частицы СОЖ; (а- угловая скорость вращения оправки; п -текущий радиус каналов 4 и 7; Сг - радиальная составляющая истинной скорости С движения частицы СОЖ в канале 4 или 7. СОЖ при перемещении в полости скоростью С ускоряется винтовыми канавками 3 и попадает в каналы 4 и 7 от конуса заглушки 10 с наименьшими гидравлическими потерями, В каналах 4 и 7 она также ускоряется с наименьшими потерями и оттуда попадает в зону шлифования между кругами 8 и 9 и кожухом 11. 3 ил. /2 Ј г ON 00 Ю Фиг.1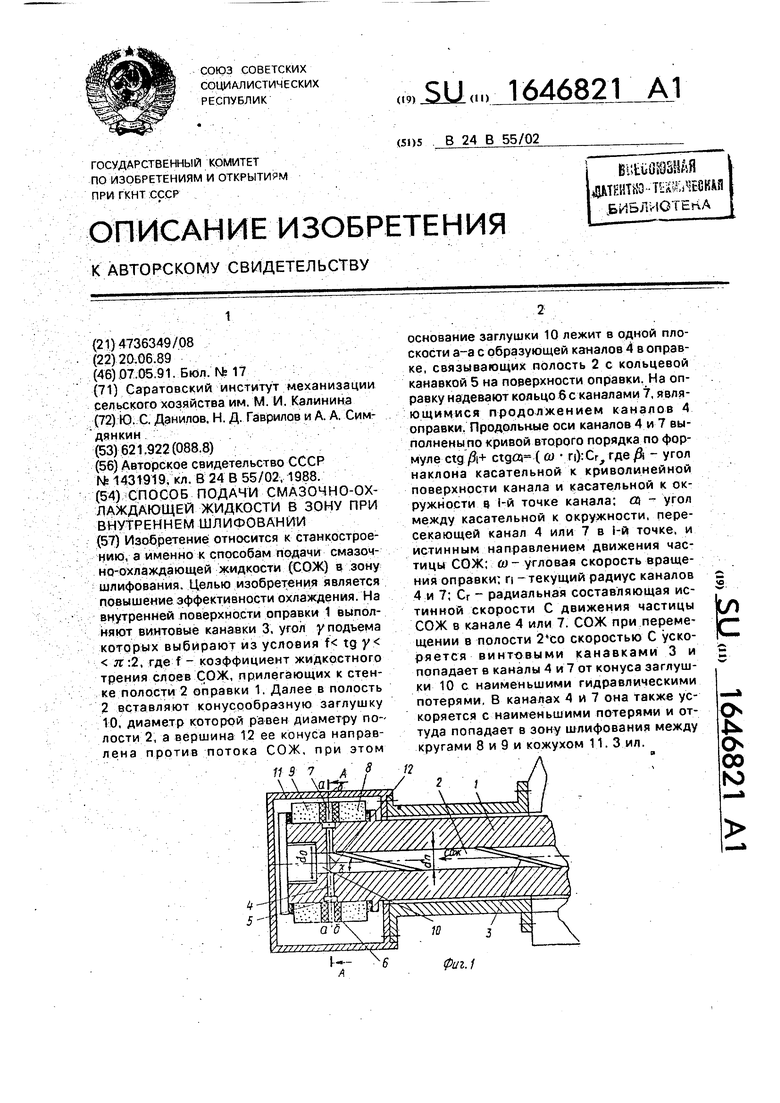
Редактор Н. Бобкова
Составитель В. Ротницкая
Техред М.МоргенталКорректор С.Шевкун
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1987 |
|
SU1431919A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
