(5) ГОРЕЛКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки термопластичных материалов | 1987 |
|
SU1482815A1 |
| ФАКЕЛЬНАЯ ГОРЕЛКА | 2007 |
|
RU2355948C2 |
| УСТРОЙСТВО ГОРЕЛОЧНОЕ ДЛЯ СЖИГАНИЯ ПРОМЫШЛЕННЫХ СТОКОВ | 2012 |
|
RU2494310C1 |
| СПОСОБ СЖИГАНИЯ ПРОМЫШЛЕННЫХ СТОКОВ | 2012 |
|
RU2494311C1 |
| ФАКЕЛЬНАЯ ГОРЕЛКА | 2007 |
|
RU2355949C2 |
| ГАЗОГОРЕЛОЧНОЕ УСТРОЙСТВО | 2000 |
|
RU2187042C1 |
| ФАКЕЛЬНАЯ ГОРЕЛКА | 2006 |
|
RU2315237C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2116175C1 |
| ГАЗОМАЗУТНАЯ ГОРЕЛКА | 1969 |
|
SU244541A1 |
| МНОГОСОПЛОВАЯ РЕКУПЕРАТИВНАЯ ТРУБЧАТАЯ ГОРЕЛКА | 1996 |
|
RU2103602C1 |
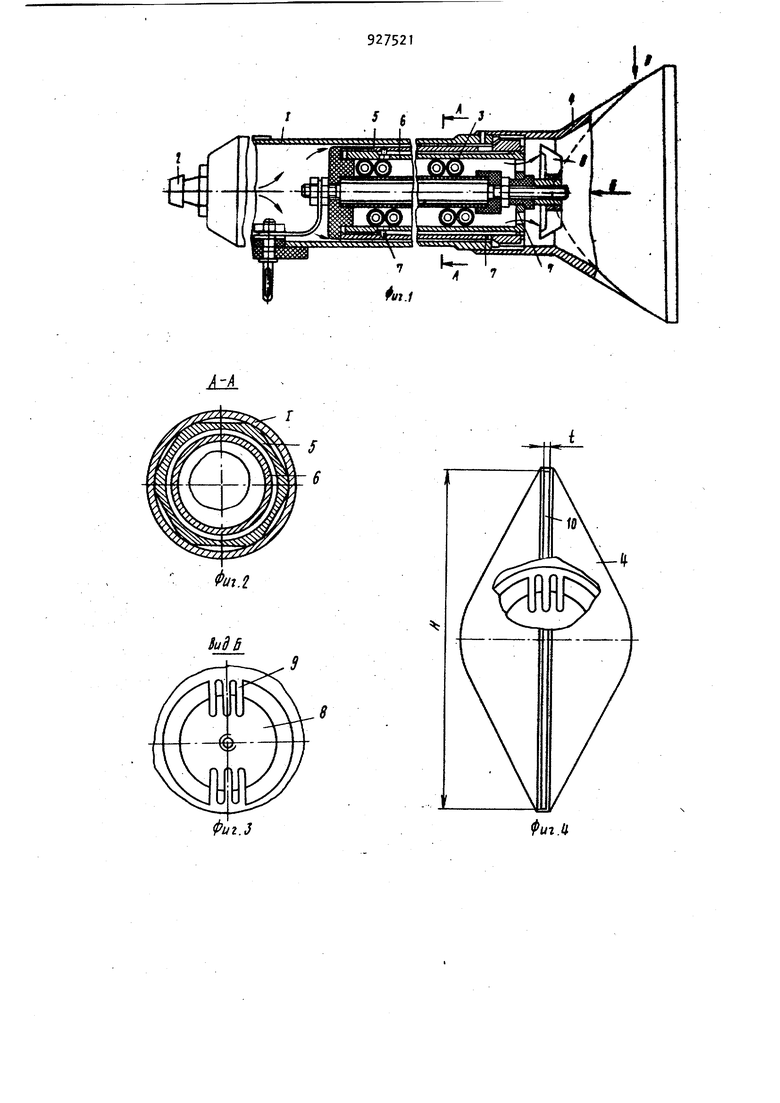
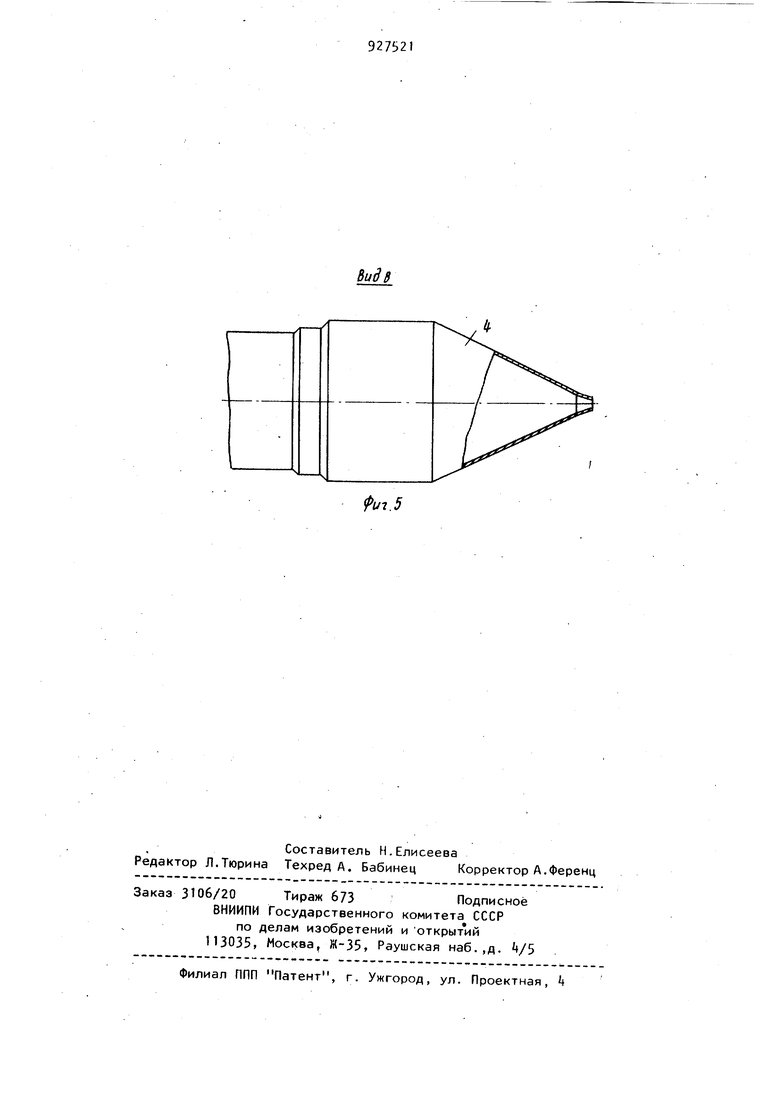
Изобретение относится к сварке пластмасс. Известно устройство для сварки те мопластичных пленок газообразным теп лоносителем, содержащее корпус с нагревательными элементами, трубку для ввода в него таза и наконечник для подачи нагретого газа к месту сварки. Корпус устройства снабжен пе регородкой с окнами, крашками и центрально расположенным соплом. Снаруж корпуса соосно соплу установлен диффузор с регулировочной иглой, связан ной тягами с крышками lj. Недостатком устройства является сложность конструкции. Наиболее близким к изобретению ре шением является горелка для сварки термопластичных материалов, содержащая трубчатый корпус с газоподводящим патрубком, расположенный внутри корпуса электронагревательный элемент и сопло для подачи нагретого газа в зону сварки 2 . Heдocт toк указанной горелки заключается в том, что она не создает широкой, высокотемпературной и стабильной струи газа. Цель изобретения - создание широкой газа со стабильной температурой по ее сечению. Указанная цель достигается тем, что горелка для сварки термопластов, содержащая трубчатый корпус с газоподводящим патрубком, расположенный внутри корпуса, электронагревательный элемент и сопло для подачи нагретого газа в зону сварки, снабжена также . установленным внутри корпуса со стороны сопла рассекателем газового потока, выполненным в виде диска с параллельными пазами, расположенного перпендикулярно оси корпуса, а сопло выполнено щелевым, выходное отверстие которого параллельно пазам рассекателя. Такое выполнение устройства позволяет получать широкую струю газа со стабильной температурой по ее сечению. На фиг. 1 изображена горелка общий вид; на фиг. 2 - сечение А-А на фиг.1 j на фиг. 3 вид Б на фиг. 1; на фиг. t - сопло, вид со стороны выходного отверстия; на фиг. 5 - вид В на фи г. 1. Горелка для сварки термопластичных ю материалов включает в себя трубчатый корпус 1 с газоподводящим патрубком 2, расположенный внутри корпуса электронагревательный элемент 3 и сопло для подачи нагретого газа. Внутри Kop-is пуса 1 в кольцевом зазоре между нагревательными элементом и корпусом |установлен трехсекционный узел многократного поворота газового потока, выполненный в виде тонкостенных втулок 5 и 6. Втулки установлены концентрично корпусу с радиальными зазо рами и снабжены проточными отверстиями 7 для прохода газа. В корпусе со стороны, обращенной к соплу, установлен рассекатель 8, выполненный в виде диска с параллельно расположенными открытыми пазами 9. Торцы диска ориентированы относительно продольной оси корпуса под прямым углом. Сопло k выполнено щелевым, выходное отверстие 10 которого параллельно пазам рассекателя. Продольный размер Н выходного отверстия сопла, определяющий ширину струи, намного превышает поперечный размер t. Горелка работает следующим образом. В трубчатый корпус 1 подают через газоподводящий патрубок 2 сжатый газ. Электронагревательный элемент 3 представляющий собой спираль, подклю чают к источнику напряжения. Газ про ходит в осевом направлении между вну ренней стенкой корпуса 1 и наружной поверхностью втулки Sf через проточные отверстия 7 во втулке 5 попадает в кольцевой зазор между втулками 5 и 6, изменяя направление движения на противоположное, и далее через прото ные отверстия 7 во втулке 6 направля ется непосредственно в зону размещения электронагревательного элемента 3- В процессе перемещения по указанному пути происходит постепенный нагрев газа до высокой температуры Далее нагретый газ поступает через торцовые отверстия 7 во втулке 6 в зону размещения рассекателя 8. Параллельно расположенные пазы 9 рассекателя производят предварительное формирование направленного газового потока и выравнивание темПературного поля, а сопло - окончательное формирование потока в виде широкой струи газа со стабильной температурой по ее сечению. Наличие узла многократного поворота газового потока обеспечивает при небольших габаритах горелки постепенный, но интенсивный нагрев газа до высокой температуры, а рассекатель и усеченное коническое щелевое сопло эффективное формирование широкой струи газа со стабильной температурой по ее сечению. Формула изобретения Горелка для сварки термопластичных материалов, содержащая трубчатый.корпус с газоподводящим патрубком, расположенный внутри корпуса, электронагревательный элемент и сопло для подачи нагретого газа в зону сварки, отличающаяся тем, что, с целью создания широкой струи газа со стабильной температурой по ее сечению горелка снабжена установленным внутри корпуса со стороны сопла рассекателем газового потока, выполненным в виде диска с параллельными пазами, рас положенного перпендикулярно оси корпуса, а сопло выполнено щелевым, вь1ходное отверстие которого параллель но пазам рассекателя. Источники информации, принятые во внима ние при экспертизе 1.Авторское свидетельство СССР N i 85006, кл. В 29 С 27/02, 197. 2.Мордвинцев А.В. и др. Современные методы сварки.
927521
SudB
