(5) ТРОСОБЛОЧНАЯ СИСТЕМА ДЛЯ УКРУПНЕНИЯ
ПУЧКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Трособлочная система для укрупнения пучков | 1984 |
|
SU1221140A1 |
| СОРТИРОВОЧНО-ФОРМИРОВОЧНАЯ УСТАНОВКА | 1972 |
|
SU331014A1 |
| АГРЕГАТ ДЛЯ СОРТИРОВКИ ПУЧКОВ БРЕВЕН И ФОРМИРОВАНИЯ ИЗ НИХ ПОПЕРЕЧНЫХ РЯДОВ ПЛОТОВ | 1970 |
|
SU284684A1 |
| Устройство для формирования плотов из пучков | 1986 |
|
SU1397387A1 |
| ПЛОТ | 1991 |
|
RU2028267C1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ ПЛОТОВ | 1971 |
|
SU294791A1 |
| СПОСОБ СБОРА И ЧАСТИЧНОЙ ПЕРЕРАБОТКИ ЗАТОПЛЕННОЙ, ПОЛУЗАТОПЛЕННОЙ И ПЛАВАЮЩЕЙ ДРЕВЕСИНЫ | 2009 |
|
RU2402196C1 |
| Плот для транспортирования измельченной древесины | 1987 |
|
SU1477641A1 |
| Плот | 1979 |
|
SU1636311A1 |
| Устройство для формирования плотов | 1980 |
|
SU927695A1 |
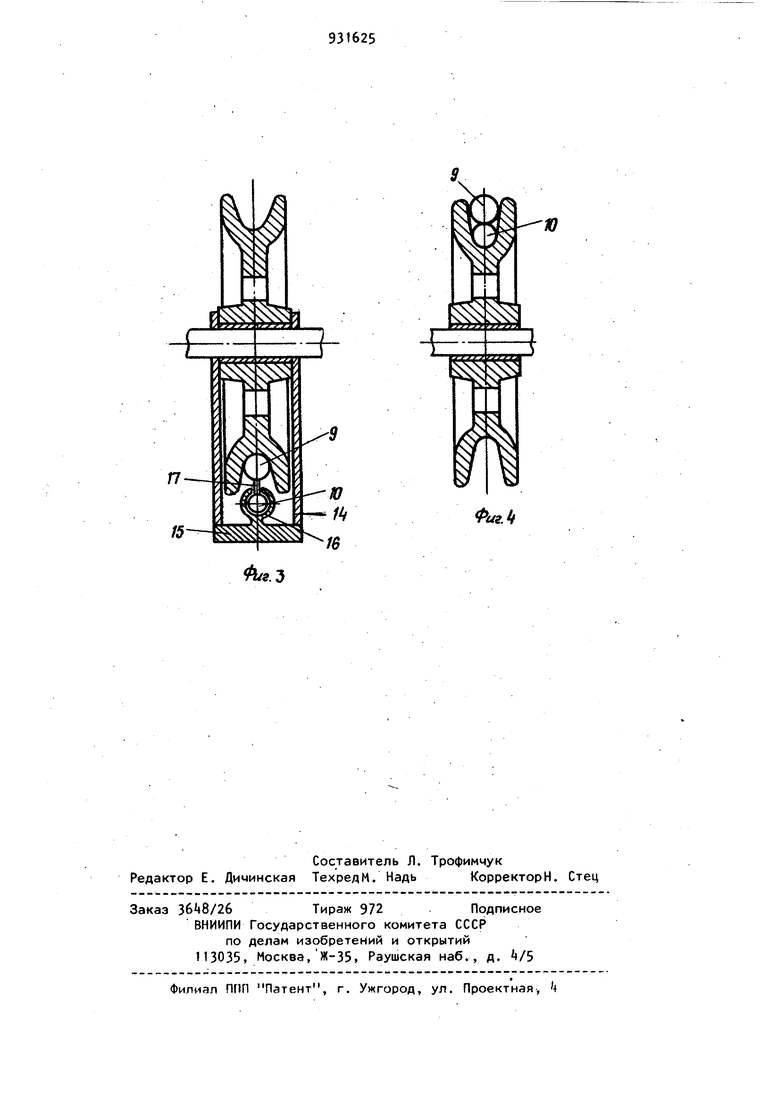
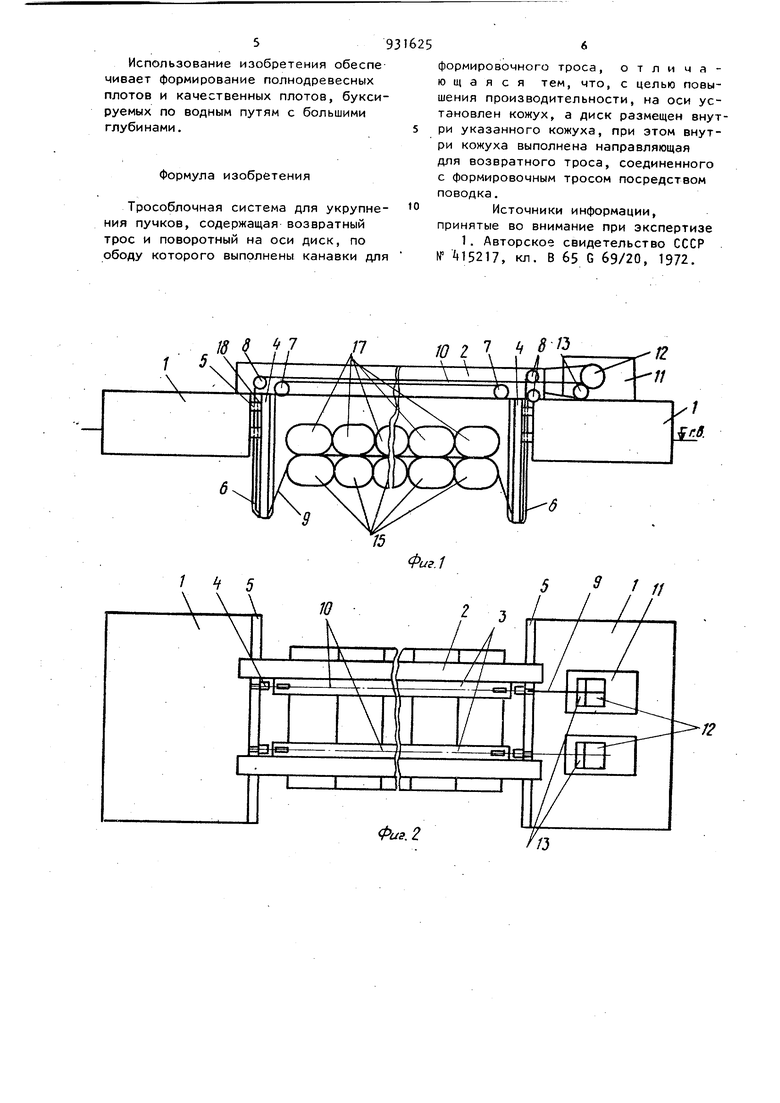
Изобретение относится к трособлоч ным системам, установленным на плавучем основании, и может быть исполь зовано на плотовом лесосплаве. Известна трособлочная система для укрупнения пучков, содержащая возвратный трос и поворотный на оси дис по ободу которого выполнена канавка для формировочного троса СИ. Недостаток известной системы заключается в низкой производительност Цель изобретения - повышение производительности. Поставленная цель достигается тем, что на оси установлен кожух, а диск размещен внутри указанного кожу ха, при этом внутри кожуха выполнена направляющая для возвратного троса, соединенного с формировочным тросом посредством поводка. На фиг. 1 изображена схема системы, вид сбоку; на фиг. 2 - то же в плане; на фиг. 3 - грузовой блок. разрез; на фиг. - вспомогательный блок, разрез. Устройство состоит из двух плавучих понтонов 1, образующих формировочный, коридор, двух металлических мостов 2 и двух встроенных в них служебных мостиков 3, четырех вертикальных стоек k, закрепленных через упорные горизонтальные брусья S с понтонами трособлочной-системы, включающей в себя грузовые блоки 6, установленные на затопленных концах вертикальных стоек 4, вспомогательные блоки 7, расположенные на служебных мостиках 3, направляющие блоки 8, формировочные 9 и возвратные 10- троса и привода 11 с рабочими 12 и вспомогательными 13 барабанами. Грузовой блок выполнен на базе стандартного стального блока с дополнительным приспособлением, состоящим из стальной секторной коробки с внутренним углом 135°. Коробка имеет щеки 14 с отверстиями для насажива393ния на ось блока и изогнутой полосы 15, приваренной по длине дуги сектора с направляющей 16 с прорезью для возвратного троса 10 и поводка 17. Грузовой блок закреплен подвижно и вращается вместе с осью блока, навесная коробка, свободно насаженная на ось блока, является неподвижной, поскольку .ее щеки наглухо скреплены с проушинами вертикальных стоек k. Вспомогательный блок выполнен так же из стандартного стального блока, В этом блоке дополнительная канавка сделана за счет углубления основной канавки блока. Вспомогательный блок принят также подвижным. Укрупнение пучков производится следующим образом. Предварительно перед заводом ряда пучков плота в формировочный коридор проичэводится тщательный осмотр состо яния пучков и если требуется производится необходимый ремонт, плотное соединение их друг с другом с помощь концов утильной проволоки и заделка формировочного такелажа (поперечных счалов, бортовых комплектов и др.) на пучках нижнего ряда. Для того, чтобы этот такелаж находился на поверхности воды (при затоплении нижнего ряда пучков)с целью закрепления его на верхних пучках укрупненного ряда, к концам его прикрепляются поплавки. Подготовленный для укрупнения ряд пучков 15 заводится а формировочный коридор и фиксируется в нем так, что бы формировочные троса 9, будучи уложенные на пучки, находились на одинаковом расстоянии от их торцов. .Одновременно с этим производится установка формировочных тросов в рабочее положение путем протаскивания концов формировочных тросов чере грузовые 6 и вспомогательные блоки 7 посредством включения дополнительных барабанов 13 и прямого движения возвратных тросов 10. Эта операция осуществляется с помощью тонких тросовы поводков 17, которые одними концами наглухо вплетаются в возвратные трос а вторыми соединяются с концами формировочных тросов 9; уталки (закрепления продернутых концов формировоч ных тросов на втором понтоне -. с,помощью известных самозажимных замков 18; сбрасывание формировочных тросов со вспомогательных блоков 7 на подведенный в коридор ряд пучков 15 при незначительном растормаж ивании рабочих барабанов 12. После выполнения эУих операций производится затапливание подведенного в формовочный коридор ряда пучков 15 усилиями, создающимися в формировочных тросах 9 при включеТчных рабочих барабанов. Затопление ряда пучков осуществляется на такую глубину, чтобы был обеспечен свободныр1 наплыв на них второго ряда пучков 17 с фиксацией его положения так, чтобы обеспечить симметричную укладку пучков на нижний ряд. Процесс укладки производится посредством медленного растормаживания рабочих барабанов и постоянным ослаблением натяжений формировочных тросов, что обеспечивает плавность укладки ряда пучков друг на друга. Результаты моделирования позволяют установить, что затопленный ряд пучков в результате значительных сил трения, создаваемых между формировочными тросами и крайними пучками, с одной стороны, и наличием вертикальных сил от плавучести древесины в пучках - с другой, принимает выпуклую форму с максимальной стрелой выпуклости - на середине ряда пучков. Однако после медленного ослабления рабочих тросов и укладки на нижний ряд пучков второго ряда нижний ряд восстанавливает свое первоначальное положение, а вместе с ним принимает горизонтальное положение и весь укрупненный ряд. По окончании формирования укрупненного ряда пучков производится отдача, вытаскивание и возвращение формировочных тросов в исходное положение для следующего цикла. Реальность протаскивания формировочных тросов, защемленных между рядами пучков, проверено аналогичными условиями, в практике лесосплава не вызывает сомнений, тем более, что применяемые тросы для этих целей по всей их длине никаких технологических вставок не имеют. Укрупненные ряды пучков отводятся на формировочный прикол, где производится сводка в буксируемый плот и окончательное оснащение такелажем и др оборудованием.
5931625
Использование изобретения обеспе чивает формирование полнодревесных плотов и качественных плотов, буксируемых по водным путям с большими глубинами.5
Формула изобретения
Трособлочная система для укрупнения пучков, содержащая возвратный трос и поворотный на оси диск, по ободу которого выполнены канавки для { f/I 1 vVVf/74
формировочного троса, отличающаяся тем, что, с целью повышения производительности, на оси установлен кожух, а диск размещен внутри указанного кожуха, при этом внутри кожуха выполнена направляющая для возвратного троса, соединенного с формировочным тросом посредством поводка.
Источники информации, принятые во внимание при экспертизе
Фиг. ft
г.З
