Известны агрегаты для сортировки нучков бревен и формирования из них иоперечных рядов илотов, имеющие устройство для сортировки нучков, формировочные машины и транспортер для нодачи такелажа к рабочим местам. Такие агрегаты металлоемки, требуют больших трудозатрат и времени.
Цель изобретения - создание агрегата, позволяющего механизнровать работы по формированию пучковых плотов, а также снижение металлоемкости агрегата.
Для этого агрегат выполнен с сортировочноформировочными секниями, имеющими смонтированные на понтонах механизмы для устанавкн :и затяжки ноперечного такелажа и нриспособлеиие для продвижения нучков вдоль каждой секнии и вывода готовых рядов нучков нз камер секций. Предусматривается выполнение механнзма для затяжки поперечного такелажа с поворотными в вертикальной плоскости ириводными балками. Приспособление для иродвижения нучков бревен вдоль секнии имеет неремен1;аемые но нанравляющим путям каретки, соединенные трособлочной системой с приводом.
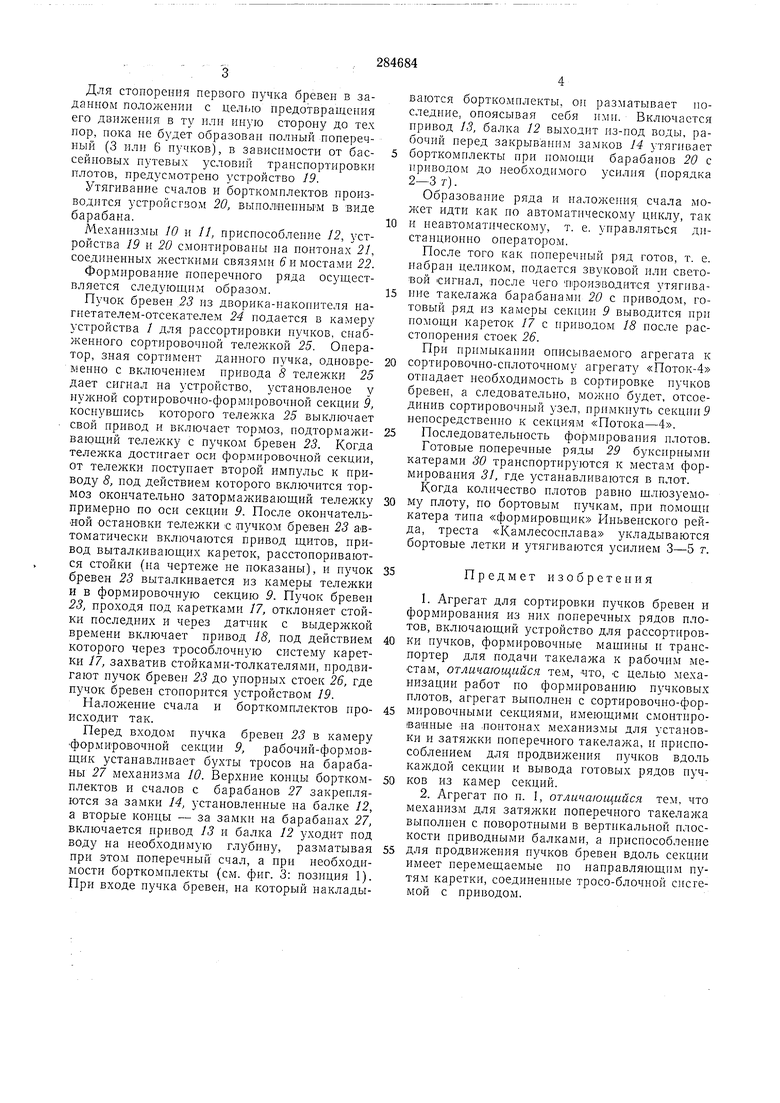
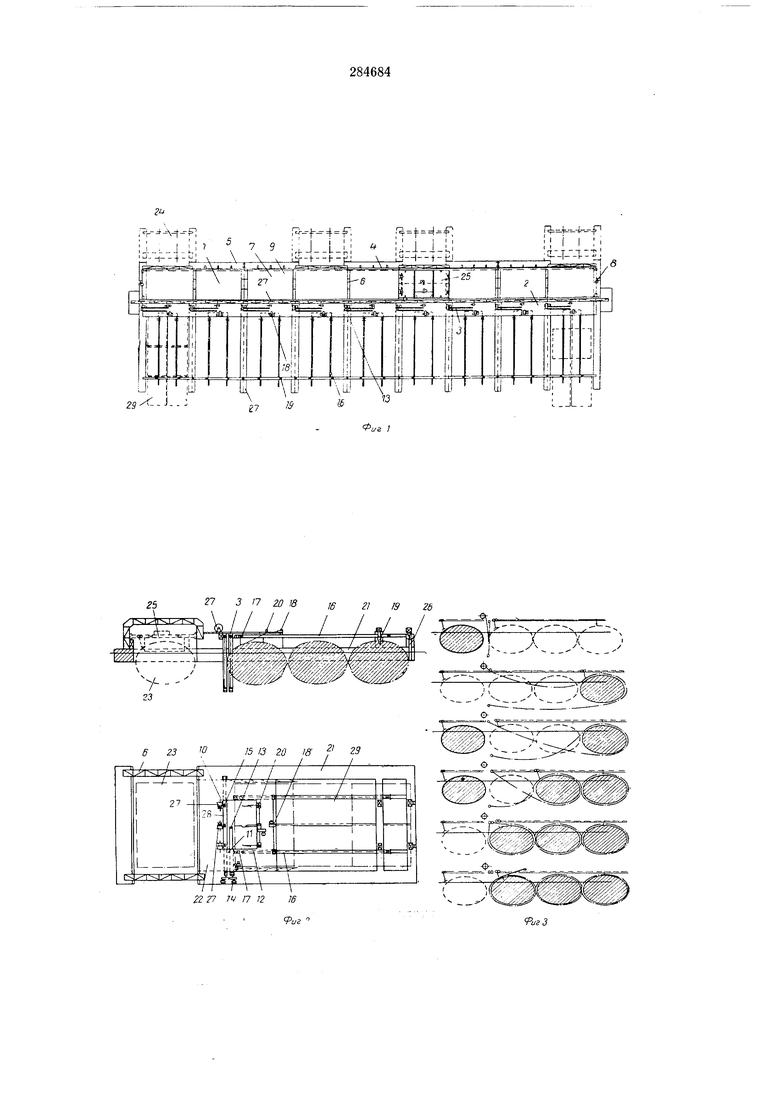
На фиг. 1 изображен схематически предлагаемый агрегат, на фиг. 2 - сортировочноформировочные секции агрегата (вид сбоку и сверху); на фиг. 3 - схема работы агрегата; на фиг. 4 - технология формирования илотов
(а) к сплоточным машинам, б) к сортнровочно-сплоточному агрегату).
Агрегат состонт из устройства / для рассортировки пучков, формировочных машин 2, трансиортера 3 для подачи такелажа к рабочим местам, путей 4, ионтонов 5, жестких связей 6, сортировочного коридора 7, привода 8, сортировочио-формировочных секций 9, количество которых равно количеству градаций
сортиментов, заппмаюших осиовиую массу в общем объеме иерерабатывамой рейдом древесины. Длина секции равняется ширине плота или полуплота.
Секцнн и.меют механизм 10 для установки
поперечного такелажа, механизм // затяжки ноперечного такелажа, прнспособленне 12 для продвижения пучков вдоль каждой секции 9 и вывода готовых рядов нучков из камер иоследних.
Механизм // выиолиен с поворотнымн в Бертнкальной нлоскости приводными балками 13 с ириводом 14. Предусматривается вынолненне балок 13 цельными или консольиымн. На цельной балке устанавливаются три-
нять замков 15, на консольной - один замок. Приспособленне 12 имеет перемещаемые но направляющим путям 16 каретки 17, соединенные трособлочной системой с ириводом 18 и датчиками, срабатьгваемыми иод действием Для стопорения первого пучка бревен в заданном положении с целью предотвращеггня его движения в ту нли иную сторону до тех пор, пока не будет образован полный поперечный (3 нлн 6 пучков), в зависнмоети от бассейновых путевых условий транспортировки плотов, предусмотрено устройство 19. Утягивание счалов и борткомплектов производится устройством 20, выполненным в виде барабана. Механизмы 10 и 11, приспособленне 12, устройства 19 и 20 смонтированы па понтонах 21, соединенных жесткими связями 5 и мостами 22. Формирование поперечного ряда осуществляется следуюпдим образом. Пучок бревен 23 из дворика-наконнтеля нагнетателем-отсекателем 24 подается в камеру устройства / для рассортировки пучков, снабженного сортнровочной тележкой 25. Оператор, зная сортимент данного пучка, одновременно с включением привода 8 тележки 25 дает сигнал на устройство, установленое у нужной сортировочпо-формировочной секции Я коснувшись которого тележка 25 выключает свой нрнвод и включает тормоз, подтормажнвающий тележку с пучком бревен 23. Когда телел ка достигает оси формировочной секции, от тележки постунает второй импульс к приводу 8, под действием которого включится тормоз окончательно затормаживающий тележку примерно по оси секции 9. После окончательиой остановки тележки с пучком бревен 23 автоматически включаются привод щитов, привод выталкивающих кареток, расстопориваются стойки (на чертеже не ноказаны), и иучок бревен 23 выталкивается из камеры тележки и в формировочную секцию 9. Пучок бревен 23, проходя нод каретками 17, отклоняет стойки последних и через датчик с выдержкой времени включает привод 18, под действием которого через трособлочную систему каретки 17, захватив стойками-толкателями, нродвигают пучок бревен 23 до упорных стоек 26, где пучок бревен стопорится устройством 19. Паложение счала и борткомплектов происходит так. Перед входом пучка бревен 23 в камеру формировочной секции 9, рабочий-формовщик устанавливает бухты тросов на барабаны 27 механизма 10. Верхние концы борткомплектов и счалов с барабанов 27 закрепляются за замки 14, установленные па балке 12 а вторые концы - за замки на барабанах 27, включается нрнвод 13 и балка 12 уходит под воду на необходимую глубину, разматывая при этом поперечный счал, а при необходимости борткомплекты (см. фиг. 3: позиция 1) При входе пучка бревен, на который наклады аются борткомплекты, он разматывает поледние, опоясывая себя ими. Включается ривод 13, балка 12 выходит нз-под воды, раочий перед закрываннм замков 14 утягивает орткомплекты при помощи барабапов 20 с риводом до необходимого усилия (порядка -3 т). Образование ряда и наложения счала моет идти как по автоматическому циклу, так неавтоматическому, т. е. управляться дптанционно оператором. После того как поперечный ряд готов, т. е. абран целиком, подается звуковой или световой сигнал, носле чего тиролзводптся утягпваиие такелажа барабанами 20 с приводом, готовый ряд из камеры секции 9 выводится при помощи кареток 17 с приводом 18 иосле расстопорения стоек 26. При прпмыканпи описываемого агрегата к сортировочпо-сплоточному агрегату «Поток-4 отпадает необходимость в сортировке нучков бревен, а следовательно, можно будет, отсоединив сортировочный узел, иримкпуть секции 9 непосредствеппо к секциям «Потока-4. Последовательность формирования плотов. Готовые поперечные ряды 29 буксирными катерами 30 транспортируются к местам формирования 31, где устанавлнваются в плот. Когда количество илотов равно щлюзуемому плоту, но бортовым нучкам, при помощи катера типа «формировщнк Иньвенского рейда, треста «Камлесосплава укладываются бортовые летки и утягиваются усилием 3-5 г. Предмет изобретения 1.Агрегат для сортировки иучков бревен и формирования из них поперечных рядов плотов, включающий устройство для рассортировки пучков, формировочные мащины и транспортер для подачи такелажа к рабочим местам, отличающийся тем, что, с целью механизации работ ио формированию пучковых плотов, агрегат вынолнен с сортировочно-формировочными секциями, имеющими смонтированные на понтонах механизмы для установки и затяжки поперечного такелажа, и приспособлением для продвижения пучков вдоль каждой секции и вывода готовых рядов пучков из камер секций. 2.Агрегат по п. 1, отличающийся тем, что механизм для затяжки поперечного такелажа выиолнен с поворотными в вертикальной плоскости приводными балками, а приспособление для продвижения пучков бревен вдоль секции имеет иеремещаемые по направляющпм путям каретки, соединенные тросо-блочпой системой с приводом. тт 22 77 14 17 12 16 ШрШГ .. УГ Т ;
2931 23
25 -
.с
| название | год | авторы | номер документа |
|---|---|---|---|
| СОРТИРОВОЧНО-ФОРМИРОВОЧНАЯ УСТАНОВКА | 1972 |
|
SU331014A1 |
| Устройство для формирования плотов из пучков | 1986 |
|
SU1397387A1 |
| УСТРОЙСТВО ДЛЯ СПЛАВА ЛЕСА | 2000 |
|
RU2172274C1 |
| Плот | 1980 |
|
SU927693A1 |
| ПЛОТ | 2004 |
|
RU2290337C2 |
| Лежневый плот | 1981 |
|
SU948822A1 |
| Плот | 2023 |
|
RU2804911C1 |
| МАШИНА ДЛЯ.ФОРМИРОВАНИЯ ПЛОТОВ | 1972 |
|
SU426943A1 |
| СПЛОТОЧНОЕ УСТРОЙСТВО | 1969 |
|
SU247850A1 |
| ПЛОТ | 2011 |
|
RU2475408C1 |
I, fJi iUl jU
L.J LJ y
29Z9
JMR J
Фиг
