(54) РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ЖАРОПРОЧНЫХ СТАЛЕЙ
1
Изобретение относится к электрохнмишеской обработке металлов, в частности к полированию компрессорных лопаток турбин из жаропрочных сталей типа ЭП-866, ЭП-517 и ЭИ-961.
При существующей технологии изготовления лопаток, включающей, механическую обработку, поверхностный слой деформируется, происходит локальное упрочнение или образование рисок, которые являются концентраторами напряжений, в результате чего происходит снижение прочностной стойкости лопаток и сопротивления газовой коррозни.
Эффективным способом обработки жаропрочных сталей является анодная обработка. Однако применение ее сдерживается отсутствием эффективного электролита, так как особенностью таких сталей является повышенная гетерогенность поверхности вследствие мартенситной структуры.
Известен раствор для электрохимического полирования, содержащий ,ортофосфорную кислоту и блоксополимер окисей этилена и пропилена 1.
Однако данный раствор предназначен для полирования железоникелевых сплавов типа 52Н-НИ, 42Н, 50Н и др. и не обеспечивает высокого качества полирования жаропрочных марок сталей: наблюдается сильный растрав поверхности, неравномерный съем металла, ухудшается отражательная способность, увеличивается шероховатость поверхности.
Известен раствор для электрохимического полирования жаропрочных сталей, на10пример особотонкостенных труб из стали ЭП-450, содержащий серную и ортофосфорную кислоты, ноны железа и воду 2.
Наиболее близким к предлагаемому является раствор для электрохимического по15лирования различных сталей, например, ЭЙ-852, ЭП-79, ЭП-450 и 20П, содержащий серную и ортофосфорную кислоты, сульфоуреид (в качестве поверхностно-активного вещест%а) и воДу 3.
20
Однако известные растворы недостаточно эффективны при полировании жаропрочных сталей типа ЭП-866, ЭП-517 и ЭИ-961.
Цель изобретения - повышение качества полирования поверхности.
Указанная цель достигается тем, что раствор для электрохимического полирования жаропрочных сталей, содержащий серную и ортофосфорную кислоты, поверхностноактивное вещество (ПАВ) и воду, в качестве ПАВ .он содержит блоксополицер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата. ври следующем соотношении компонентов, вес. %: Серная кислота10-30
Ортофосфорная кислота 40-80 Блоксополимер окисей этилена и пропилена0,05-1,1
Натриевая соль
сульфированного
бутилолеата0,01-0,05
ВодаОстальное
Полирование рекомендуют проводить при 25-60°С, анодной плотности тока 200- 250 А/дм 2 в течение 0, мин.
Технология приготовления электролитов следующая.
В воду при помешивании приливают расчетное количество серной и ортофосфорной кислот и при перемешивании добавляют блоксополимер окисей этилена и пропилена и Na-соль сульфированного бутилолеата, являющуюся анионоактивным нетоксичным, биологическим мягким ПАВ, имеющим формулу
С1Нз(йНг18- CiH(eH2)7dOOC4Hg
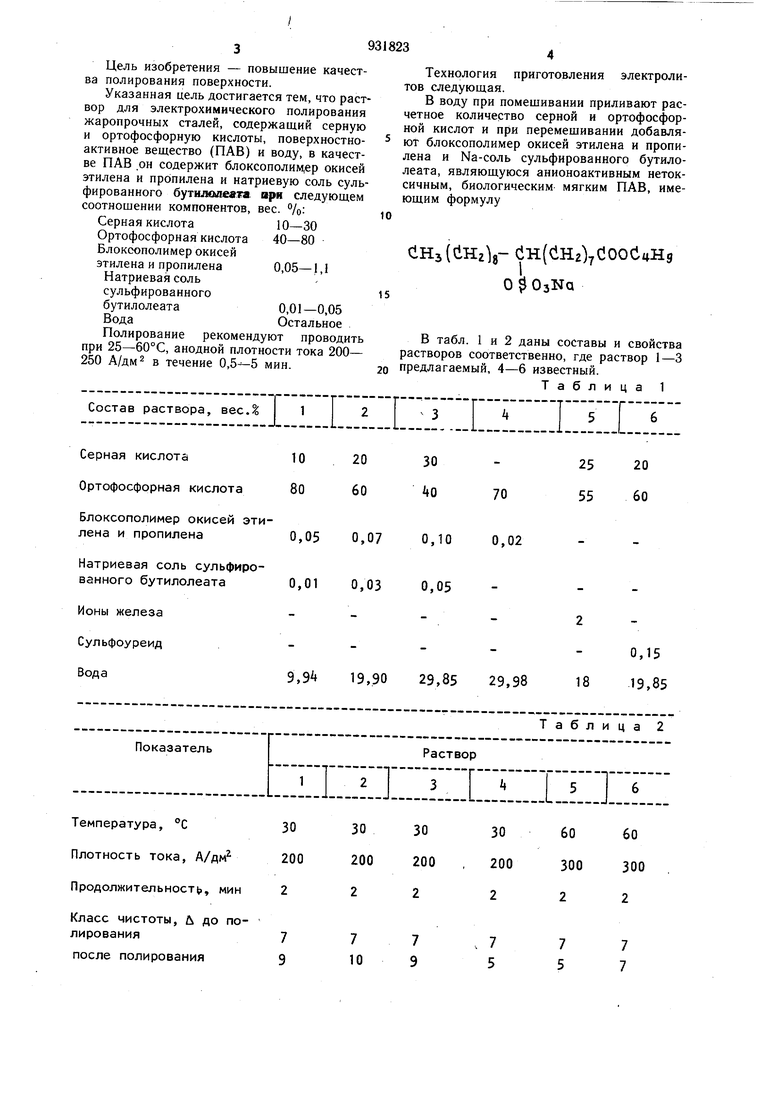
В табл. 1 и 2 даны составы и свойства растворов соответственно, где раствор 1-3 20 предлагаемый, 4-6 известный.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2021 |
|
RU2768077C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715395C1 |
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2019 |
|
RU2716292C1 |
| СПОСОБ ИОННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2020 |
|
RU2734206C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2719217C1 |
Блоксополимер окисей этилена и пропилена 0,05 0,07 0,10
Натриевая соль сульфированного бутилолеата 0,01 0,03 0,05
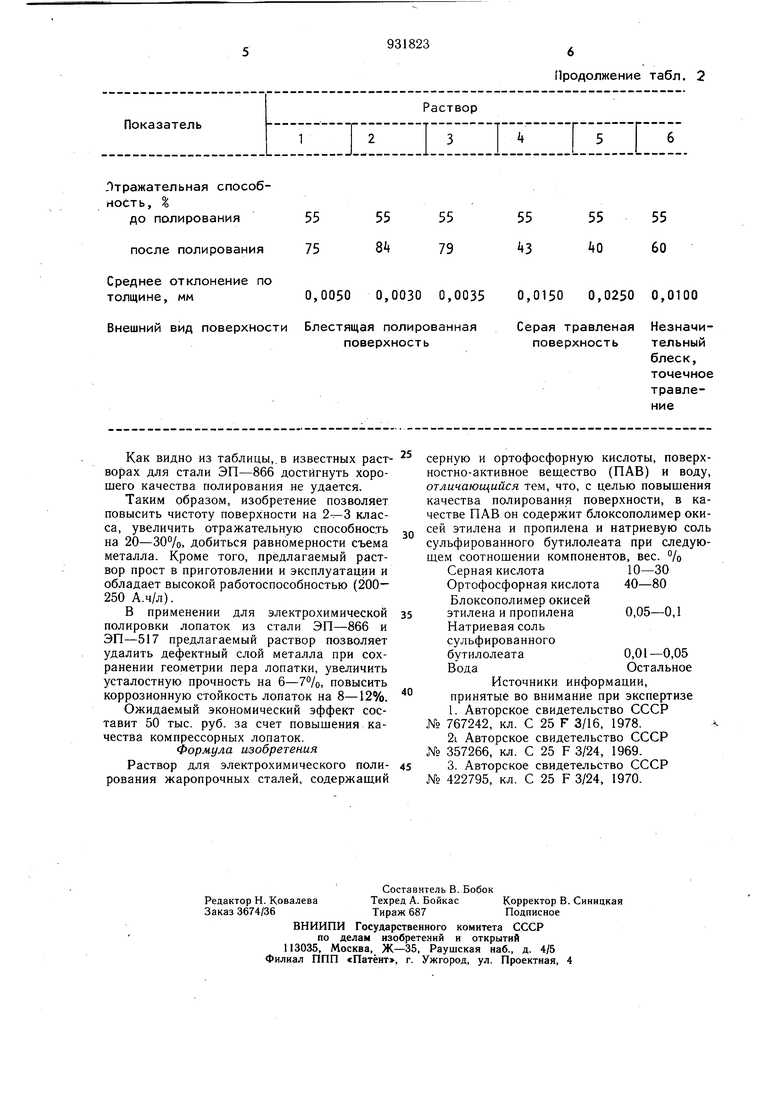
0,02 -Отражательная способность, % до полирования после полирования Среднее отклонение по 0,0050 0,0030 толщине, мм
Внешний вид поверхности Блестящая полированная
поверхность Как видно из таблицы,.в известных растворах для стали ЭП-866 достигнуть хорошего качества полирования не удается. Таким образом, изобретение позволяет повысить чистоту поверхности на 2-г-З класса, увеличить отражательную способность на 20-30%, добиться равномерности съема металла. Кроме того, предлагаемый раствор прост в приготовлении и эксплуатации и обладает высокой работоспособностью (200- 250 А.ч/л). В применении для электрохимической полировки лопаток из стали ЭП-866 и ЭП-517 предлагаемый раствор позволяет удалить дефектный слой металла при сохранении геометрии пера лопатки, увеличить усталостную прочность на 6-7%, повысить коррозионную стойкость лопаток на 8-12%. Ожидаемый экономический эффект составит 50 тыс. руб. за счет повышения качества компрессорных лопаток. Формула изобретения Раствор для электрохимического полирования жаропрочных сталей, содержаш,ий
Продолжение табл. 2
Серая травленая поверхность 0,0035 0,0150 0,0250 0,0100 серную и ортофосфорную кислоты, поверхностно-активное веш,ество (ПАВ) и воду, отличающийся тем, что, с целью повышения качества полирования поверхности, в качестве ПАВ он содержит блоксополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, вес. % Серная кислота10-30 Ортофосфорная кислота 40-80 Блоксополимер окисей этилена и пропилена0,05-0,1 Натриевая соль сульфированного бутилолеата0,01-0,05 ВодаОстальное Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 767242, кл. С 25 F 3/16, 1978. 2i Авторское свидетельство СССР № 357266, кл. С 25 F 3/24, 1969. 3. Авторское свидетельство СССР № 422795, кл. С 25 F 3/24, 1970.
