Изобретение относится к технологии электрополирования внутренних поверхностей деталей из металлов и сплавов и может быть использовано для обработки полых лопаток турбомашин, а также полостей деталей, полученных методами селективного спекания для повышения их эксплуатационных характеристик.
С повышением шероховатости поверхности ответственных металлических деталей, работающих в условиях воздействия значительных знакопеременных нагрузок, например валов, лопаток газовых турбин и т.п., резко снижаются их эксплуатационные характеристики. Кроме того, для обеспечения возможности эффективного охлаждения полых лопаток турбин газотурбинных двигателей используются перфорационные отверстия, формируемые на пере лопатки. Прошивка перфорационных отверстий в деталях из труднообрабатываемых материалов производится электрохимической струйной обработкой (Патент США №4,578,164. МПК C25F 3/16; C25F 3/00; В23Н 09/02. Method of electrolytically finishing spray-hole of fuel injection nozzle. / Опубл. 1986 г), электроэрозионной обработкой (Патент РФ №2625378. МПК В23Н 9/14, В23Н 7/00 / Способ групповой прошивки отверстий и устройство для его реализации. / Опубл. Бюл. №20, 2017 г.) или лазерной прошивкой (патент РФ №2192341, МПК B23K 26/38, Способ прошивки прецизионных отверстий лазерным излучением, опубл. Бюл. №31, 2002 г.). Наиболее широкое распространение в данной области получили способы прошивки перфорационных отверстий, основанные на электроэрозионном и лазерном методах обработки. Однако, обработка этими методами приводит к образованию в зоне прошивки отверстий, в том числе и на их внутренних поверхностях, дефектов, снижающего эксплуатационные характеристики обработанных деталей, и поэтому, требующих их удаления.
Кроме того, существует проблема полирования внутренних поверхностей деталей различного назначения, в том числе полученных методами селективного спекания.
Известен способ электрохимикомеханического полирования внутренних поверхностей деталей (А.С. СССР №1085734. МПК В23Р 1/04, Способ электрохимикомеханической обработки. Опубл.: 15.04.1984), где съем припуска по длине внутреннего канала осуществляется за счет ударного возвратно-поступательного действия инструмента.
Недостатком данного способа является низкое качество обработки внутренней поверхности детали, поскольку используются силовые механические воздействия на поверхностный слой материала детали.
Известен способ электрохимической обработки внутренних поверхностей деталей (патент RU №2166416, МПК В23Н 5/06,опубл.: Бюл. №13, 2001 г.), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части, при этом катоду-инструменту одновременно сообщают вращение и вибрацию с обеспечением контакта анода-детали и катода-инструмента.
Известен также способ полирования внутренних поверхностей каналов (патент РФ №2251472. МПК B23H 5/06,опубл.: Бюл. №13, 2005). Способ включает перемещение вдоль оси обработки штанги с электродом-инструментом.
Известен также способ анодно-абразивного полирования внутренних поверхностей деталей (патент РФ №2588953, МПК В23Н 5/06, опубл. Бюл. №19, 2016 г), который включает перемещение электрода-инструмента по внутренней поверхности детали вдоль его оси при подключении детали к аноду, а электрода-инструмента к катоду.
Известен также способ полирования внутренних поверхностей сложной формы гидроабразивной обработкой (А.С. СССР №1315258 МПК В24В 31/116, опубл. 1987 г.), включающий обработку поверхности за счет движения жидкости с абразивной массой.
Однако рассмотренные выше способы либо непригодны (А.С. СССР №1085734, патент RU №2166416, патент РФ №2588953,) для равномерной обработки внутренних поверхностей деталей сложной формы, в том числе для удаления дефектов в перфорационных отверстиях полых деталей, либо не обеспечивают высокого качества и однородности их обработки (А.С. СССР №1315258).
При этом применение в известных способах полирования внутренних поверхностей деталей механического воздействия вызывает ухудшение параметров качества поверхностного слоя материалов, что приводит к снижению ее эксплуатационных характеристик, особенно в случаях обработки таких деталей как лопатки турбины с тонким пером.
Наиболее перспективными методами обработки деталей сложной формы, в частности лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.1986].
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, опубл. 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.1991].
Однако известные способы электрополирования не позволяют производить качественное полирование внутренних поверхностей деталей, особенно внутренних поверхностей сложной формы.
Наиболее близким техническим решением, выбранным в качестве прототипа является способ электрополирования внутренней поверхности детали, включающий размещение электрода и электропроводящей среды во внутренней полости детали, обеспечение контакта электропроводящей среды с электродом и обрабатываемой поверхностью детали, подачу противоположного по знаку электрического потенциала на деталь и проводящую среду через введенный в упомянутую среду металлический электрод [патент РФ №2734179, МПК C25F 3/16. Способ ионного полирования внутренней поверхности детали. Опубл бюл. №29, 2020 г.]. Способ предусматривает использование в качестве электропроводящей среды оболочку шнура, выполненную из волокон анионитов, пропитанных раствором электролита, обеспечивающего электропроводность оболочки и ионный унос металла с внутренней поверхности детали при контакте оболочки с обрабатываемой поверхностью. При этом электрод расположен внутри самого шнура.
Однако, известный способ [патент РФ №2734179] не позволяет производить качественное полирование внутренних полостей сложной формы, поскольку, в ряде случаев, из-за невозможности достигнуть шнуром-электродом труднодоступных участков полостей, они остаются необработанными. Поэтому известный способ-прототип [патент РФ №2734179] характеризуется недостаточно высокой надежностью, в частности, при полировании внутренних поверхностей сложной формы с узкими сечениями, такими, как например, у ряда лопаток турбин газотурбинных двигателей (ГТД) или деталей с развитыми внутренними каналами и полостями, изготовленными методом селективного спекания.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и надежности полирования внутренней поверхности деталей, особенно полостей сложной формы, таких как внутренние полости лопаток турбин ГТД.
Техническим результатом изобретения является повышение качества и надежности полирования внутренней поверхности деталей, особенно труднодоступных полостей сложной формы, таких как внутренние полости лопаткок турбин ГТД за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
Технический результат достигается за счет того, что в способе включающий размещение электрода и электропроводящей среды во внутренней полости детали, обеспечение контакта электропроводящей среды с электродом и обрабатываемой поверхностью детали, подачу противоположного по знаку электрического потенциала на деталь и проводящую среду через введенный в упомянутую среду металлический электрод, в отличие от прототипа, используют металлический электрод со сплошной оболочкой, выполненной из материала-анионита, а в качестве электропроводящей среды используют жидкий электролит и упомянутую оболочку металлического электрода, выполненную с возможностью ее пропитки электролитом, обеспечивающим электропроводность оболочки и ионный унос металла с внутренней поверхности детали с удалением с упомянутой поверхности микровыступов, при обеспечении упомянутой оболочкой отсутствия непосредственного контакта между упомянутым металлическим электродом и обрабатываемой поверхностью детали, размещают упомянутый электрод внутри упомянутой полости детали, заполняют упомянутую полость детали электролитом, подают на упомянутую деталь и на упомянутый электрод противоположные по знаку электрические потенциалы, обеспечивающие ионный унос металла с поверхности упомянутой полости детали и ее полирование до получения заданной шероховатости полируемой поверхности.
Кроме того возможны следующие, дополнительные приемы выполнения способа: в качестве упомянутого металлического электрода используют гибкий металлический электрод, продевают упомянутый гибкий металлический электрод через упомянутую полость детали закрепляя на вводимом конце упомянутого электрода элемент из магнитного материала, вводят упомянутый элемент в обрабатываемую полость детали, к внешней поверхности детали к упомянутому элементу прикладывают магнит (или электромагнит) и перемещая магнит согласно конфигурации внутренней полости детали, вводят упомянутый электрод в упомянутую полость детали и выводят из упомянутый элемент вместе с упомянутым концом упомянутого электрода, оставляя упомянутый электрод внутри полости, а в процессе полирования перемещают упомянутый электрод внутри упомянутой полости детали; в качестве материала упомянутой оболочки упомянутого электрода используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола; обработку упомянутым электродом проводят либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 250 Гц, период импульсов от 4,3 до 72 мкс, при амплитуде тока положительной полярности во время импульса от +20 до 120 А и его длительности 0,2 до 1,4 мкс, при амплитуде тока отрицательной полярности во время импульса от 25 до 40% от используемой амплитуды тока положительной полярности, и его длительности 0,1 до 0,6 мкс, при прямоугольной или трапецеидальной форме выходных импульсов тока и длительности пауз между импульсами от 4 до 70 мкс, либо а обработку упомянутой детали проводят подавая на упомянутую деталь положительный, а на упомянутый электрод отрицательный электрический потенциал от 12 до 35 В, причем упомянутый электрод дополнительно проводят в вибрационное движение частотой 50-400 Гц, обеспечивающее равномерное взаимодействие между упомянутым электродом и обрабатываемой поверхностью детали; в качестве детали используют полую лопатку турбомашины, выполненную из титанового сплава, а в качестве электролита используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л СrO3; в качестве детали используют полую лопатку турбомашины, выполненную из никелевого сплава, а в качестве электролита используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
в качестве детали используют, деталь, выполненную методом селективного спекания из титанового сплава, а в качестве электролита используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л СrO3; в качестве детали используют деталь с полостями, выполненную методом селективного спекания из никелевого сплава, а в качестве электролитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
в качестве детали используют деталь, выполненную методом селективного спекания из легированной стали, а в качестве электролита используют один из следующих водных растворов, включающих NH4F с концентрацией от 6 до 24 г/л, или NаF с концентрацией от 4 до 18 г/л, или KF с концентрацией от 35 до 55 г/л, или смесь H4F и KF при содержании NH4F от 5 до 15 г/л и KF от 30 до 50 г/л, или смесь NаF и KF при содержании NаF от 3 до 14 г/л и KF от 35 до 60 г/л, или смесь NH4F и NaF при содержании NH4F от 4 до 12 г/л и KF от 35 до 55 г/л, или смесь NH4F, NаF и KF при содержании NH4F от 3 до 9 г/л, KF от 20 до 30 г/л и NaF от 10 до 25 г/л, или смесь NH4F и НF при содержании NH4F от 5 до 15 г/л и НF от 3 до 5 г/л, или от 8 до 14 % водный раствор NaNO3, или электролит состава, мас. %: (NH4)2SO4 5, Трилон Б 0,8, или содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Заявляемый способ электрополирования внутренней поверхности детали, в частности внутренней поверхности лопатки турбины ГТД в процессе его изготовления осуществляется следующим образом.
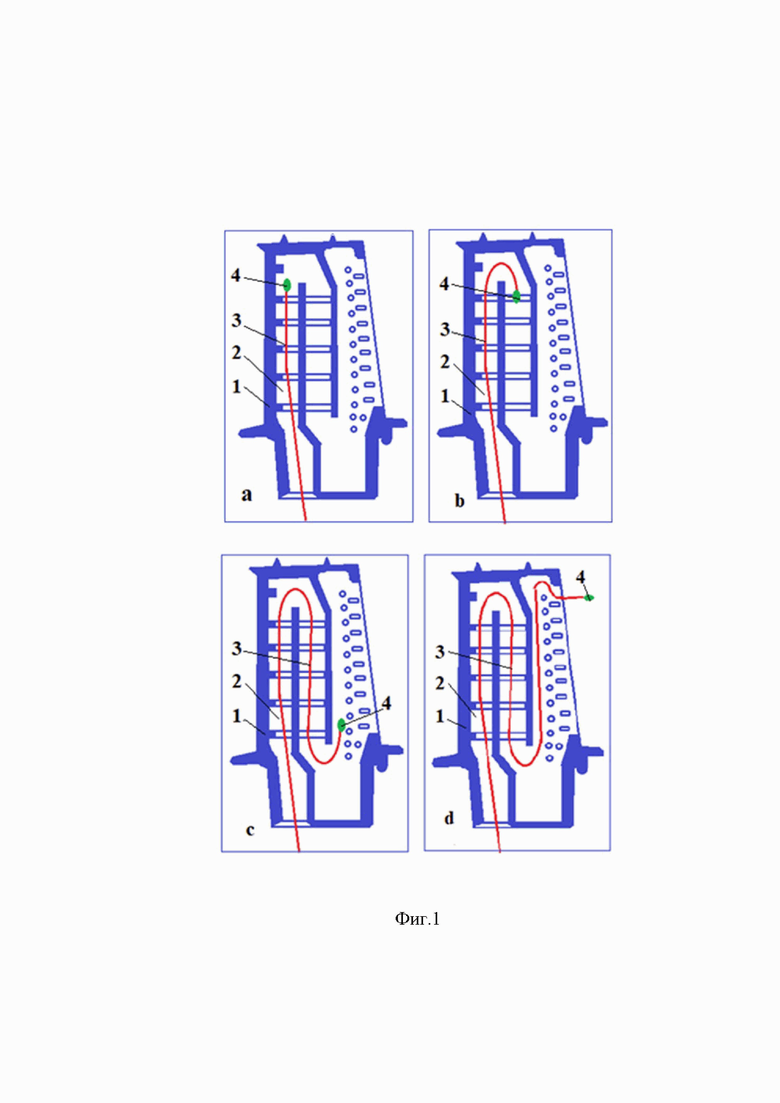
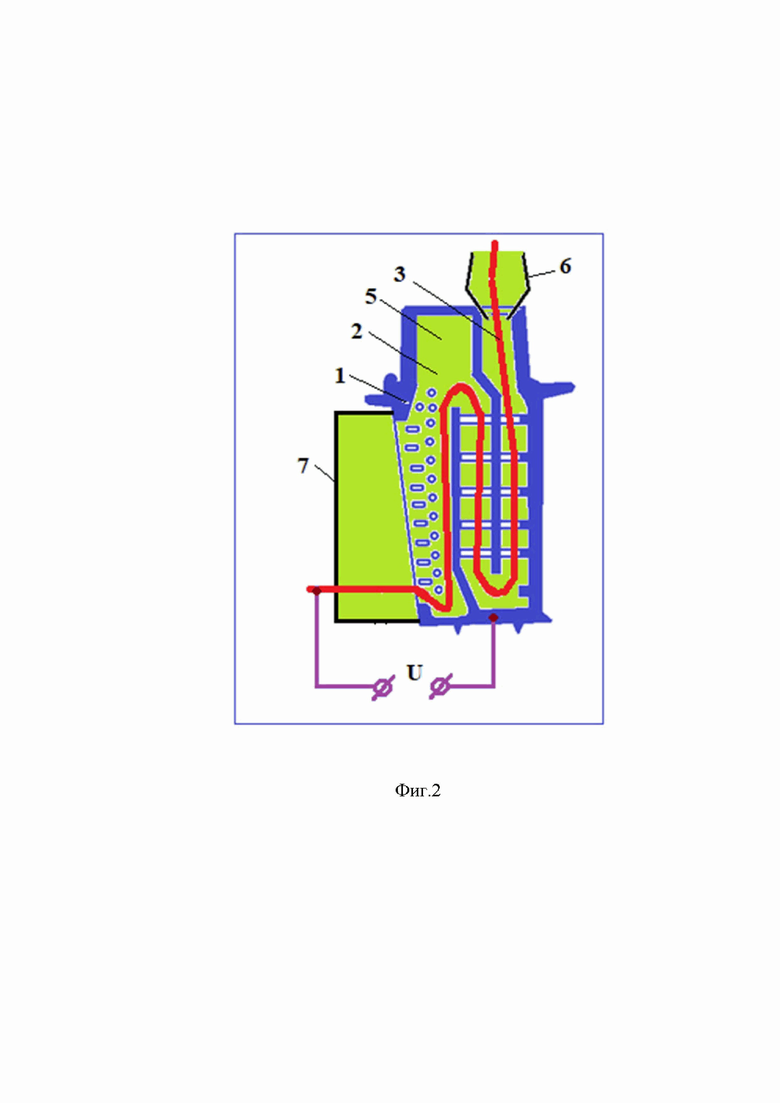
Сущность изобретения поясняется рисунками. На фиг. 1 показан процесс продевания через обрабатываемые внутренние полости детали направляющего шнура (фиг. 1а, фиг. 1b, фиг. 1c, фиг. 1d - стадии продевания гибкого электрода во внутреннюю полость, посредством магнитного наконечника). На фиг. 2 показан процесс проведения обработки детали . Фигуры 1 и 2 содержат: 1 - обрабатываемая деталь; 2 - внутренние полости; 3 - гибкий электрод с анионитной оболочкой (металлический электрод со сплошной оболочкой, выполненной из материала-анионита) ; 4 - элемент из магнитного материала; 5 - жидкий электролит; 6 - устройство для подачи электролита; 7 - емкость для электролита. (U - подача электрического потенциала).
На держателе закрепляют деталь 1 (фиг. 1) и через внутреннюю полость 2 детали 1 продевают гибкий электрод 3. Продевание гибкого электрода 3 может осуществляться любым из известных способов, например, продеванием гибкого тросика, присоединенного к электроду 3 с последующим протягиванием через полости 2 детали 1 электрода 3. На рисунках (фиг. 1) показан вариант продевания электрода 3 через полости 2 посредством элемента 4 из магнитного материала. В этом случае элемент 4 вводят в отверстие полости 2, затем при помощи магнита (или электромагнита) перемещающегося относительно внешней поверхности детали 1 в соответствии с конфигурацией полости 2, который, посредством воздействия на элемент 4 магнитным полем, продевает электрода 3 во внутренюю полость 2 детали 1 (фиг. 1). Деталь 1 с продетым электродом 3 помещают в рабочую камеру установки для электрохимического полирования (не показано), и подают жидкий электролит 5 в полость 2 (фиг. 2). При полном заполнении электролитом 5 полости 2 на электрод 3 (расположенный внутри оболочки из анионита) и деталь 1 подают противоположные по знаку электрические потенциалы, обеспечивающие электрохимическое полирование и ионный унос металла с поверхности полости 2 детали 1 и ее полирование до получения заданной шероховатости полируемой поверхности.
Поскольку для проведения электрополирования полости 2 необходима подача электрического потенциала на весь внутренний объем полости 2, а осуществление этого при введении оголенного гибкого металлического электрода недопустимо, в связи с возникновением замыканная о стенку внутренней полости 2 то используется гибкий металлический электрод 3, покрытый анионитом. Оболочка из анионита на гибком внутреннем электроде 3 не допускает замыкания этого электрода с обрабатываемой поверхностью детали и, при этом, (совместно с жидким электролитом) является электропроводящей средой, необходимой для проведения процесса электрополирования.
Для интенсификации процесса гибкий металлический электрод 3 можно дополнительно приводить в вибрационное движение. На обрабатываемую деталь 1 и расположенный электрод 3, на всем его протяжении подается противоположный по знаку электрический потенциал U. Процесс ионного уноса материала из обрабатываемой полости 2 детали 1 происходит при протекании тока через оболочку электрода 3 и жидкий электролит 5. Перемещая гибкий электрод 3 внутри поверхности 2 проводят ее полирование до получения заданной шероховатости. После окончания обработки готовую деталь 1 вынимают и складывают в тару для хранения. При этом, в зависимости от конфигурации полостей детали 1 можно использовать различные варианты продевания гибкого электрода 3
Электрополирование детали 1 (фиг. 2) проводят посредством протекания электрохимических процессов (ионного уноса материала детали 1) между деталью 1 и гибким электродом 3 через его оболочку из анионита, и жидкий электролит 5.
В качестве оболочки из анионита для металлического электрода 3 используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Для обеспечения полного заполнения полости 2 можно использовать емкость для электролита 7 (фиг. 2).
Электрополирование проводят либо подавая на деталь 1 положительный, а на гибкий электрод 3 отрицательный электрический потенциал, величиной от 12 до 35 В, либо в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периода импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
При полировании полостей лопатки турбомашины выполненной из титанового сплава, в качестве электролитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л СrO3.
При полировании полостей лопатки турбомашины выполненной из никелевого сплава, в качестве электролитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
При полировании полостей деталей (например, в виде кольца с полостями), выполненных методом селективного спекания из титанового сплава, в качестве электролитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л СrO3.
При полировании полостей деталей, выполненных методом селективного спекания из никелевого сплава, а в качестве электролитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
При полировании полостей деталей, выполненных методом селективного спекания из легированной стали, в качестве электролита используют один из следующих водных растворов, включающих NH4F с концентрацией от 6 до 24 г/л, или NаF с концентрацией от 4 до 18 г/л, или KF с концентрацией от 35 до 55 г/л, или смесь H4F и KF при содержании NH4F от 5 до 15 г/л и KF от 30 до 50 г/л, или смесь NаF и KF при содержании NаF от 3 до 14 г/л и KF от 35 до 60 г/л, или смесь NH4F и NaF при содержании NH4F от 4 до 12 г/л и KF от 35 до 55 г/л, или смесь NH4F, NаF и KF при содержании NH4F от 3 до 9 г/л, KF от 20 до 30 г/л и NaF от 10 до 25 г/л, или смесь NH4F и НF при содержании NH4F от 5 до 15 г/л и НF от 3 до 5 г/л, или от 8 до 14% водный раствор NaNO3, или электролит состава, мас. %: (NH4)2SO4 5, Трилон Б 0,8, или содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
Процесс полирования осуществляют до получения заданной величины шероховатости поверхности полостей детали 1.
Движение гибкого электрода 3 и придание, ему дополнительно вибрации, позволяют обеспечить равномерную обработку всей поверхности полости 2 детали 1 и тем самым повышают качество и однородность ее свойств.
Использование же только одного шнура-электрода, как это осуществляется в прототипе [патент РФ №2734179], не позволяет производить качественное полирование внутренних полостей сложной формы, поскольку, в ряде случаев, из-за невозможности достигнуть шнуром-электродом труднодоступных участков полостей, они остаются необработанными..
При осуществлении способа происходят следующие процессы. При подаче потенциала на деталь 1 и электрод 3 происходят ионный унос материала детали 1 за счет протекания электрического тока между внутренним гибким металлическим электродом, расположенным в сердцевине электрода 3 и поверхностью полости 2 детали 1 через оболочку из анионита и электролит 5. Электролит 5, заполняя всю полость 2 создают равномерные условия протекания электрохимических процессов. При этом электрохимические процессы (ионный унос материала с обрабатываемой поверхности) между деталью (анодом) и гибким электродом 3 (катодом) происходят за счет постоянного контакта между электродом 3, электролитом 5 и поверхностью полости 2.
Были проведены также следующие исследования по полированию внутренних полостей деталей, полученных методами литья, штамповки и селективного спекания (лопаток турбомашин) из никелевых и титановых сплавов, а также легированных сталей. Неудовлетворительным результатом (Н.Р.) считался результат, при котором на полируемой поверхности либо не наблюдался эффект полирования, либо оставались необработанные участки поверхности полостей. При отсутствии дефектов на поверхности детали результат признавался удовлетворительным (У.Р.)
Во всех случаях, следующие режимы обработки деталей оказались универсальными.
Применяемые аниониты - ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС, Анионит Purolite A520E, Lewatit S 6328 A (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus MК 51», «Lewatit MonoPlus MP 68», Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании внутренних полостей лопаток из никелевых и титановых сплавов.
При импульном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15 Гц (Н.Р.), 20 Гц (У.Р.), 40 Гц (У.Р.), 60 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (У.Р.), 120 Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс : 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока (У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс - (У.Р.) выход за пределы диапазона - (Н.Р.).
При режиме без смены полярности: электрополирование проводили подавая на деталь положительный, а на электрод (внутренний электрод) отрицательный электрический потенциал от 12 до 35 В: 8 В (Н.Р.), 12 В (У.Р.), 20 В (У.Р.), 30 В (У.Р.), 35 В (У.Р.), 45 В (Н.Р.),
Первая группа: детали (образцы и лопатки) из титановых сплавов марок ВТ9, ВТ-1, ВТ3-1, ВТ8. Детали обрабатывали электролитом состава водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л и проводили полирование при плотности тока 1,2 до 1,8 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Состав электролита: водный раствор смеси NH4F и KF при содержании NH4F (6 г/л - Н.Р., 8 г/л - У.Р., 10 г/л - У.Р., 12 г/л - У.Р., 14 г/л - У.Р., более14 г/л - Н.Р.) и KF (32 г/л - Н.Р., 36 г/л - У.Р., 42 г/л - У.Р., 45 г/л - У.Р., 48 г/л - У.Р., 52 г/л - Н.Р.)
Вторая группа: детали (образцы и лопатки) из никелевых сплавов марок ЖС6У, ЖС32. Детали обрабатывали электролитом и проводили полирование при плотности тока 1,5 до 2,1 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу. Электролит состава: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр (5,0 г/литр (Н.Р.), 6,0 г/литр (У.Р.), 7,0 г/литр (У.Р.), 8,0 г/литр (У.Р.), 10,0 г/литр (У.Р.), 12,0 г/литр (Н.Р.)) и при плотности тока 1,5 до 2,1 А/см2 (1,3 А/см2 (Н.Р.), 1,5 А/см2 (У.Р.), 1,6 А/см2 (У.Р.), 1,9 А/см2 (У.Р.), 2,1 А/см2 (У.Р.), 2,3 А/см2 (Н.Р.)).
Третья группа: детали (образцы и лопатки) из легированных сталей ЭП718-ИД, ВЖ105-ИД, ЭП718-ПД, ВЖ105-ПД.
Условия обработки по предлагаемому способу.
Применяемые электролиты:
1) NH4F, концентрацией от 6 до 24 г/л (выход за пределы концентраций NH4F от 6 до 24 г/л дает отрицательный результат);
2) NaF, концентрацией от 4 до 18 г/л, (выход за пределы концентраций от 4 до 18 г/л, дает отрицательный результат);
3) KF концентрацией от 35 до 55 г/л, (выход за пределы концентраций от 35 до 55 г/л, дает отрицательный результат);
4) смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат) и KF - от 30 до 50 г/л (выход за пределы концентраций KF - от 30 до 50 г/л, дает отрицательный результат),
5) смеси NaF и KF при содержании NaF - от 3 до 14 г/л (выход за пределы концентраций NaF - от 3 до 14 г/л, дает отрицательный результат), и KF - от 35 до 60 г/л (выход за пределы концентраций KF - от 35 до 60 г/л, дает отрицательный результат),
6) смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л (выход за пределы концентраций NH4F - от 4 до 12 г/л, дает отрицательный результат) и KF - от 35 до 55 г/л (выход за пределы концентраций KF - от 35 до 55 г/л, дает отрицательный результат),
7) смеси NH4F, NaF и KF при содержании NH4F - от 3 до 9 г/л (выход за пределы концентраций NH4F - от 3 до 9 г/л, дает отрицательный результат), и KF - от 20 до 30 г/л, (выход за пределы концентраций KF - от 20 до 30 г/л, дает отрицательный результат), и NaF - от 10 до 25 г/л (выход за пределы концентраций NaF - от 10 до 25 г/л, дает отрицательный результат),
8) смеси NH4F и HF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат), и HF - от 3 до 5 г/л (выход за пределы концентраций HF от 3 до 5 г/л, дает отрицательный результат),
9) от 8 до 14% водном растворе NaNO3 (выход за пределы концентраций NaNO3 от 8 до 14%, дает отрицательный результат).
способ-прототип [патент РФ №2734179]
По сравнению с известным способом полирования [патент РФ №2734179] при обработке деталей с внутренними полостями сложной формы из никелевых и титановых сплавов, а также из легированных сталей по предлагаемому способу образование дефектов в виде неполированных участков поверхности, практически не наблюдалось, в то время как при обработке по известному способу полирования [патент РФ №2734179] происходило образование дефектов в виде локальных необработанных участков. В среднем, при обработке по способу-прототипу [патент РФ №№2734179] наблюдалось около 27% случаев возникновения дефектов, от количества всех обработанных деталей (никелевые сплавы - 21%, титановые сплавы - 33%, легированные стали - 27%,). При этом, ряд внутренних полостей лопаток из никелевых сплавов невозможно было обработать используя способ-прототип [патент РФ №2734179].
Таким образом, предложенный способ электрополирования внутренней поверхности детали позволил достигнуть поставленного в изобретении технического результата - повышение качества и надежности полирования внутренней поверхности деталей, особенно труднодоступных полостей сложной формы, таких как внутренние полости лопаткок турбин ГТД за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сухого ионного полирования внутренней поверхности детали | 2021 |
|
RU2765473C1 |
| Способ электрополирования детали | 2020 |
|
RU2724734C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2020 |
|
RU2731705C1 |
| СПОСОБ СУХОГО ЭЛЕКТРОПОЛИРОВАНИЯ ДЕТАЛИ | 2020 |
|
RU2730306C1 |
| СПОСОБ ИОННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2020 |
|
RU2734206C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| Способ сухого электрополирования лопатки турбомашины | 2021 |
|
RU2752835C1 |
| Способ сухого электрополирования лопатки турбомашины | 2021 |
|
RU2769105C1 |
| Установка для электрополирования лопатки турбомашины | 2021 |
|
RU2755908C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2019 |
|
RU2716292C1 |
Изобретение относится к технологии электрополирования внутренних поверхностей деталей из металлов и сплавов и может быть использовано для обработки полых лопаток турбомашин, а также полостей деталей, полученных методами селективного спекания для повышения их эксплуатационных характеристик. Способ включает размещение электрода и электропроводящей среды во внутренней полости детали, обеспечение контакта электропроводящей среды с электродом и обрабатываемой поверхностью детали, подачу противоположного по знаку электрического потенциала на деталь и проводящую среду через введенный в упомянутую среду металлический электрод. При этом используют металлический электрод со сплошной оболочкой, выполненной из материала-анионита, а в качестве электропроводящей среды - жидкий электролит и оболочку металлического электрода, выполненную с возможностью ее пропитки электролитом, обеспечивающим электропроводность оболочки. Используют гибкий металлический электрод, расположенный внутри оболочки из анионита. Техническим результатом изобретения является повышение качества и надежности полирования внутренней поверхности деталей, особенно труднодоступных полостей сложной формы. 9 з.п. ф-лы, 2 ил.
1. Способ электрополирования внутренней поверхности детали, включающий размещение электрода и электропроводящей среды во внутренней полости детали, обеспечение контакта электропроводящей среды с электродом и обрабатываемой поверхностью детали, подачу противоположного по знаку электрического потенциала на деталь и проводящую среду через введенный в упомянутую среду металлический электрод, отличающийся тем, что используют металлический электрод со сплошной оболочкой, выполненной из материала-анионита, а в качестве электропроводящей среды используют жидкий электролит и упомянутую оболочку металлического электрода, выполненную с возможностью ее пропитки электролитом, обеспечивающим электропроводность оболочки и ионный унос металла с внутренней поверхности детали с удалением с упомянутой поверхности микровыступов, при обеспечении упомянутой оболочкой отсутствия непосредственного контакта между упомянутым металлическим электродом и обрабатываемой поверхностью детали, размещают упомянутый электрод внутри упомянутой полости детали, заполняют упомянутую полость детали электролитом, подают на упомянутую деталь и на упомянутый электрод противоположные по знаку электрические потенциалы, обеспечивающие ионный унос металла с поверхности упомянутой полости детали и ее полирование до получения заданной шероховатости полируемой поверхности.
2. Способ по п. 1, отличающийся тем, что в качестве упомянутого металлического электрода используют гибкий металлический электрод, продевают упомянутый гибкий металлический электрод через упомянутую полость детали закрепляя на вводимом конце упомянутого электрода элемент из магнитного материала, вводят упомянутый элемент в обрабатываемую полость детали, к внешней поверхности детали к упомянутому элементу прикладывают магнит (или электромагнит) и перемещая магнит согласно конфигурации внутренней полости детали вводят упомянутый электрод в упомянутую полость детали и выводят упомянутый элемент вместе с упомянутым концом упомянутого электрода, оставляя упомянутый электрод внутри полости, а в процессе полирования перемещают упомянутый электрод внутри упомянутой полости детали.
3. Способ по п. 1, отличающийся тем, что в качестве материала упомянутой оболочки упомянутого электрода используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, а обработку упомянутой детали проводят подавая на упомянутую деталь положительный, а на упомянутый электрод отрицательный электрический потенциал от 12 до 35 В, причем упомянутый электрод дополнительно проводят в вибрационное движение частотой 50-400 Гц, обеспечивающее равномерное взаимодействие между упомянутым электродом и обрабатываемой поверхностью детали.
4. Способ по п. 1, отличающийся тем, что в качестве материала упомянутой оболочки упомянутого электрода используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, а обработку упомянутым электродом проводят в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 250 Гц, период импульсов от 4,3 до 72 мкс, при амплитуде тока положительной полярности во время импульса от +20 до 120 А и его длительности 0,2 до 1,4 мкс, при амплитуде тока отрицательной полярности во время импульса от 25 до 40% от используемой амплитуды тока положительной полярности, и его длительности 0,1 до 0,6 мкс, при прямоугольной или трапецеидальной форме выходных импульсов тока и длительности пауз между импульсами от 4 до 70 мкс.
5. Способ по п. 2, отличающийся тем, что в качестве материала упомянутой оболочки упомянутого электрода используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, а обработку упомянутым электродом проводят либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 250 Гц, период импульсов от 4,3 до 72 мкс, при амплитуде тока положительной полярности во время импульса от +20 до 120 А и его длительности 0,2 до 1,4 мкс, при амплитуде тока отрицательной полярности во время импульса от 25 до 40% от используемой амплитуды тока положительной полярности, и его длительности 0,1 до 0,6 мкс, при прямоугольной или трапецеидальной форме выходных импульсов тока и длительности пауз между импульсами от 4 до 70 мкс, либо а обработку упомянутой детали проводят подавая на упомянутую деталь положительный, а на упомянутый электрод отрицательный электрический потенциал от 12 до 35 В, причем упомянутый электрод дополнительно проводят в вибрационное движение частотой 50-400 Гц, обеспечивающее равномерное взаимодействие между упомянутым электродом и обрабатываемой поверхностью детали.
6. Способ по любому из пп. 1-5, отличающийся тем, что в качестве детали используют полую лопатку турбомашины, выполненную из титанового сплава, а в качестве электролита используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF⋅2H2O и 2 - 5 г/л СrO3.
7. Способ по любому из пп. 1-5, отличающийся тем, что в качестве детали используют полую лопатку турбомашины, выполненную из никелевого сплава, а в качестве электролита используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
8. Способ по любому из пп. 1-5, отличающийся тем, что в качестве детали используют деталь, выполненную методом селективного спекания из титанового сплава, а в качестве электролита используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30-50 г/л KF⋅2H2O и 2-5 г/л СrO3.
9. Способ по любому из пп. 1-5, отличающийся тем, что в качестве детали используют деталь с полостями, выполненную методом селективного спекания из никелевого сплава, а в качестве электролитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6-9,0 г/л, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
10. Способ по любому из пп. 1-5, отличающийся тем, что в качестве детали используют деталь, выполненную методом селективного спекания из легированной стали, а в качестве электролита используют один из следующих водных растворов, включающих NH4F с концентрацией от 6 до 24 г/л, или NаF с концентрацией от 4 до 18 г/л, или KF с концентрацией от 35 до 55 г/л, или смесь H4F и KF при содержании NH4F от 5 до 15 г/л и KF от 30 до 50 г/л, или смесь NаF и KF при содержании NаF от 3 до 14 г/л и KF от 35 до 60 г/л, или смесь NH4F и NaF при содержании NH4F от 4 до 12 г/л и KF от 35 до 55 г/л, или смесь NH4F, NаF и KF при содержании NH4F от 3 до 9 г/л, KF от 20 до 30 г/л и NaF от 10 до 25 г/л, или смесь NH4F и НF при содержании NH4F от 5 до 15 г/л и НF от 3 до 5 г/л, или от 8 до 14 % водный раствор NaNO3, или электролит состава, мас.%: (NH4)2SO4 5, Трилон Б 0,8, или содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
| Способ ионного полирования внутренней поверхности детали | 2020 |
|
RU2734179C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБОМАШИНЫ | 2019 |
|
RU2716330C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА | 2018 |
|
RU2700229C1 |
| WO 2017186992 A1, 02.11.2017. | |||

