Предметом изобретения является индикаторный прибор для установки резцов в резцовых блоках к токарным станкам.
Известные индикаторные приборы подобного рода обладают тем недостатком, что не обеспечивают сохранения положения вершины 1)езца после переточки, которое необходимо для получения правильных размеров изделия.
Отличительная особенность предложенного индикаторного прибора заключается в том, что, с целью устранения указанного выше недостатка, иидикаторная головка выполнена поворотной относительно осп, перпендикулярной оси измерительного штифта индикатора и параллельиой опорной плоскости резцов.
Регзлировка положения резцов в блоке производится неред установкой блока на токарном станке.
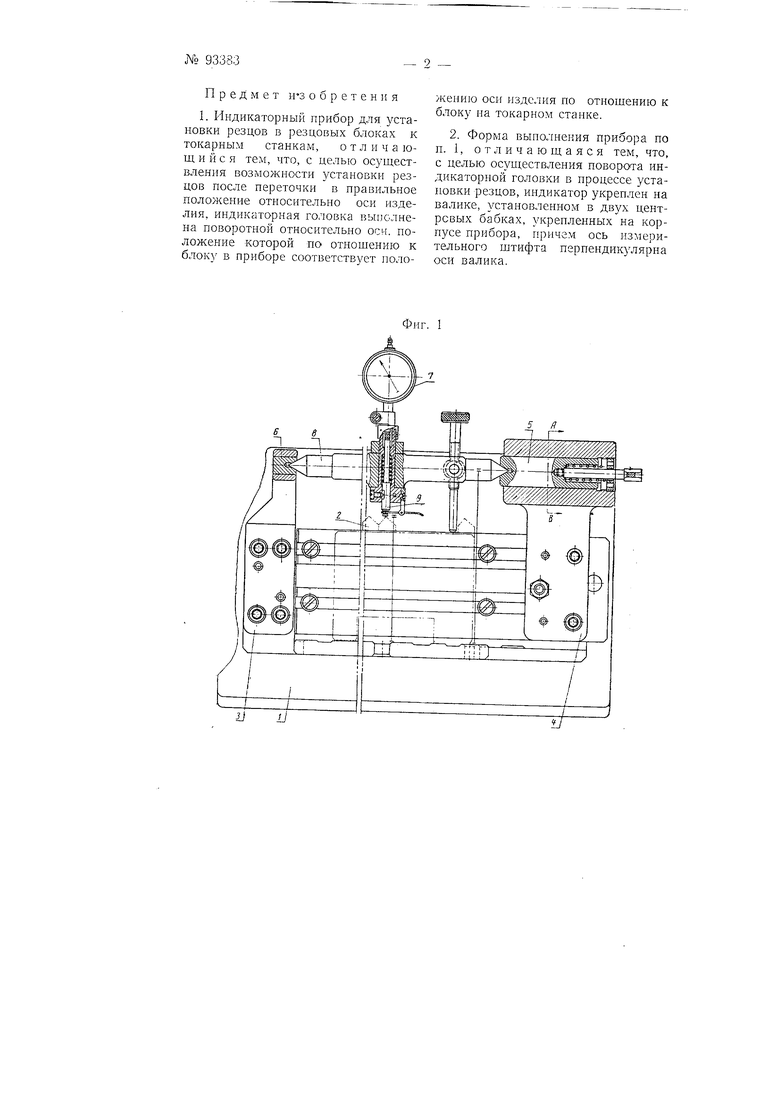
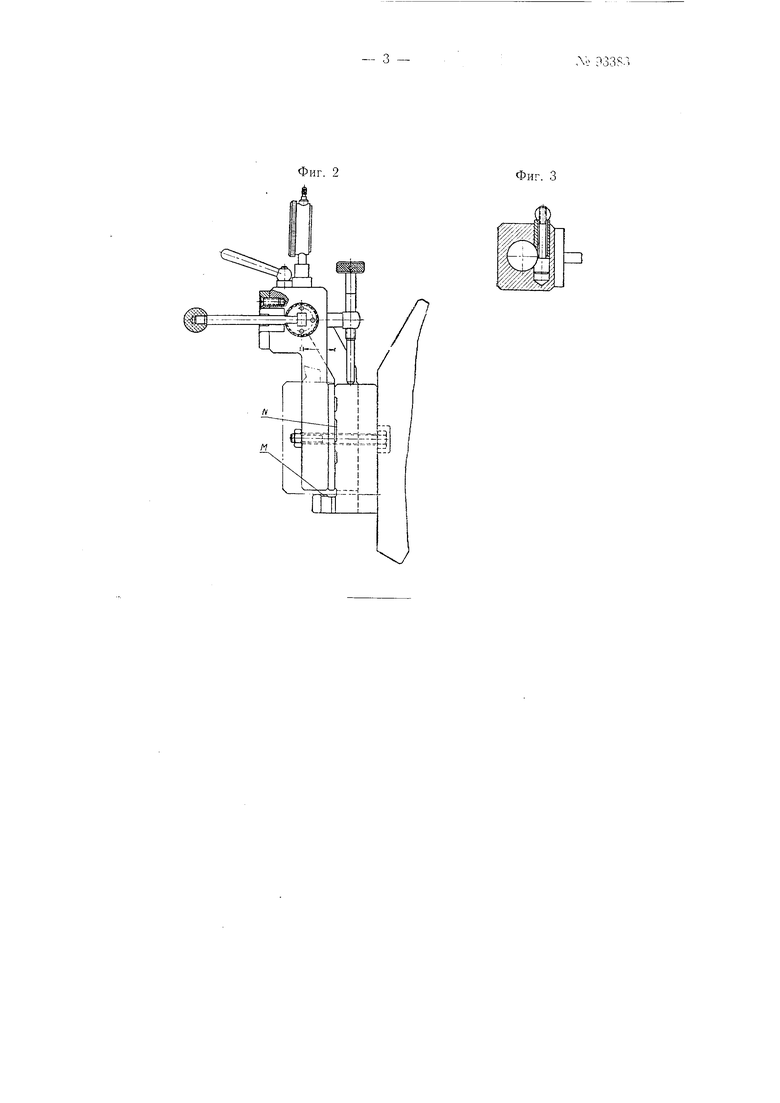
На фиг. 1 схематически изображен вид индикаторного прибора в плане; на фиг. 2 - вид его сбоку и на фиг. 3 - разрез по АВ узла крепления правой центровой бабки, показанной па фиг. 1.
Корпус / прибора имеет две взаимно перпендикулярные поверхности М и Л д.чя установк резцового блока 2. На корпусе / находятся две центровые бабки 5 и - с центрами 5 и 6 для укрепления индикаторной головки. Индикаторная голозка состоит из индикатора 7, укрепленного на валике 8, установленном в центрах 5 и 5, что позволяет осуществлять поворот индикаторной голозки в процессе установки резцоз. Ось измерительного И1тифта 9 перпендикулярна оси валика 8, положеи 1е которой по отношению к блоку в приборе соответствует положению оси изделпя по отношегп ю к блоку иа токарном станке.
Выполнение И11Д1И аторной головки поворотной позволяет восстанавливать правильное, положенно резцов относительно оси изделия при изменениииоложения верп1ины резца после переточек.
Для работы с прибором сначала индикатор должен быть установлен на ноль по эталонному резцу, закрепленному в резцовом блоке. Затем в резцовый блок устанавливаются рабочие резцы, которые перемещаются вдоль оси до. тех пор, noica индикатор ие даст иеобход1;мых показанпй.
Предмет иЗ обретения
I. Индикаторный прибор для установки резцов в резцовых блоках к токарным станкам, о т л и ч а ющ и и с я тем, что, с целью осуществления возможности установки резцов после переточки в правильное положение относительно оси изделия, индикаторная головка выиолнеца поворотной относительио осн. положение которой по отношению к блоку в приборе соответствует положению оси изделия по отношению к блоку на токарном станке.
2. Форма выполнения прибора по п. 1, отличающаяся тем, что, с целью осзществления поворота индикаторной головки в процессе установки резцов, индикатор укреплен на валике, установленном в двзх центрсвых бабках, укрепленных на корпусе прибора, причем ось измерительного штифта перпендикулярна оси валика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индикаторный прибор для контроля установки резцов на расточных оправках | 1951 |
|
SU93168A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Расточный регулируемый блок с пластинчатыми резцами | 1951 |
|
SU93103A1 |
| Резцовая оправка для расточки точных отверстий | 1951 |
|
SU93102A1 |
| Регулируемая расточная оправка | 1951 |
|
SU93101A1 |
| Расточная оправка | 1951 |
|
SU93104A1 |
| Пробка для пневматического измерения отверстий | 1951 |
|
SU93614A1 |
| Режущий инструмент, оснащенный пластинками твердого сплава, в частности, фрезы и резцы | 1951 |
|
SU93123A1 |
| Зуборезная острозаточенная головка | 1986 |
|
SU1324781A1 |
| Пневматический электроконтактный датчик для контроля размеров | 1951 |
|
SU93668A1 |
и iJ
