Изобре iMiiie относится к rvieTa.i;iQo6pa6oT - ке, в частности к инструменту для зубообра- батывающих станков.
Цель изобретения - улучшение динамических характеристик колес для нагруженных зубчатых нередач путем двусторонней полной профильной модификации зубьев обрабатываемых колес лезвийным инструментом с вогнутой нроизводяш,ей как наружной, так и внутренней поверхностью.
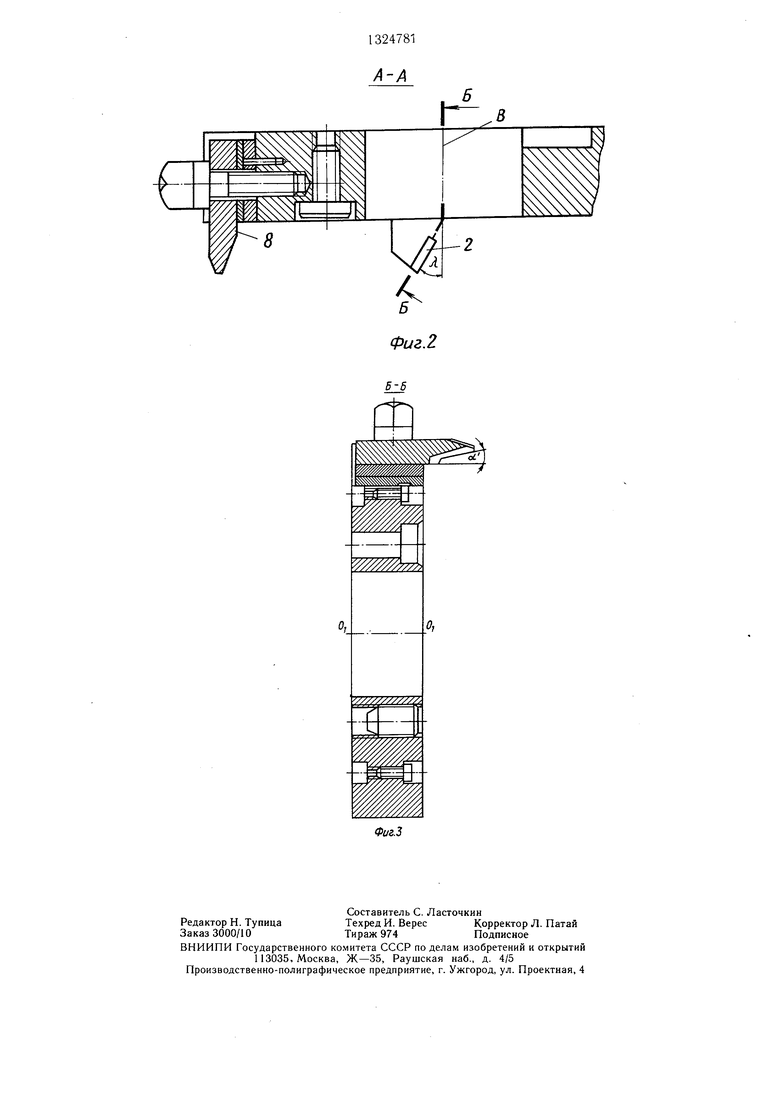
На фиг. 1 показана резцовая головка, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Зуборезная острозаточенная головка состоит из корпуса 1, в котором закреплены поочередно внутренние 2-4 и наружные 5 и 6 резцы, базовые поверхности 7-10 каждой группы расположены касательно к соответствующим концентрическим окружностям 11 и 12. Прямолинейные режущие кромки 13-17 всех резцов наклонены к соответствующим осевым плоскостям В на угол .
Каждый второй внутренний резец 3 установлен в корпусе 1 по его базовым поверхностям 18 с разворотом в торцовой плоскости в сторону оси OiOi головки на угол , равный:
r-AQ f- arctg(tgAcc-cos.) - tgcc cosA,
где - угол разворота каждого второго внутреннего резца;
а - профильный угол в плоскости, проходящей через режущую кромку под углом К к осевой плоскости инструмента;
а - угол профиля производящей поверхности инструмента; Ла - изменение угла профиля производящей поверхности инструмента;
X - угол наклона прямолинейной режущей кромки резца к осевой плоскости инструмента..
Такое выполнение инструмента обеспечивает изменение профильного угла его внутренней производящей поверхности в плоскости, проходящей через режущую кромку внут реннего резца под углом К к осевой плоскости В на величину Лес .
Обработку зуборезной острозаточенной головкой осуществляют следующим образом.
Регулировку радиального положения режущих кромок внутренних резцов выполняют с контролем в средней точке активной части. Таким образом достигается установка средних точек всех внутренних режущих кромок на одной концентрической окружности производящей поверхности инструмента. Крайние точки режущих кромок внутренних резцов участвуют в работе через один.
0
5
0
5
0
5
0
так как они перекрываются вследствие их перекрещивания. Внутренняя производящая поверхность вогнутого профиля образуется вращением резцовой головки и поочередным участием в работе верхних и нижних участков кромок внутренних резцов, установленных в корпусе соответственно концентрично. и с некоторым разворотом в сторону оси вращения. Наружные режущие кромки выставляют концентрично обычным образом. Вогнутый профиль наружной производящей поверхности образуется вследствие вращения прямолинейных режущих кромок наружных резцов, наклоненных на угол к осевым плоскостям.
Обработка зубьев колеса резцовой головкой с вогнутым профилем как наружной, так и внутренней производящих поверхностей обеспечивает двустороннюю полную профильную модификацию. Переточка резцов осуществляется вне корпуса в специально.м приспособлении.
Формула изобретения
Зуборезная острозаточенная головка для обработки конических колес с круговыми зубьями, на торцовой поверхности корпуса которой в чередующемся порядке закреплены внутренние и наружные резцы, базовые поверхности каждой группы которых расположены по концентрическим окружностям, а прямолинейные режущие кромки резцов наклонены к осевым плоскостям головки, отличающаяся тем, что, с целью улучшения динамических характеристик колес для нагруженных зубчатых передач путем двусторонней полной профильной модификации зубьев обрабатываемых колес, каждый второй внутренний резец установлен по его базовым поверхностям с разворотом в торцовой плоскости головки в сторону ее оси на угол, определяемый из соотнощения
гпс; S- arctg(tgAa-cosX)
где I - угол разворота каждого второго внутреннего резца в торцовой плос- 5кости головки;
а -профильный угол в плоскости, проходящей через режущую кромку под углом К к осевой плоскости инструмента;
а -угол профиля производящей поверхности инструмента;
Да - изменение угла профиля производящей поверхности инструмента; К - угол наклона прямолинейной режущей кромки резца к осевой плоскости инструмента.
0
Фиг.2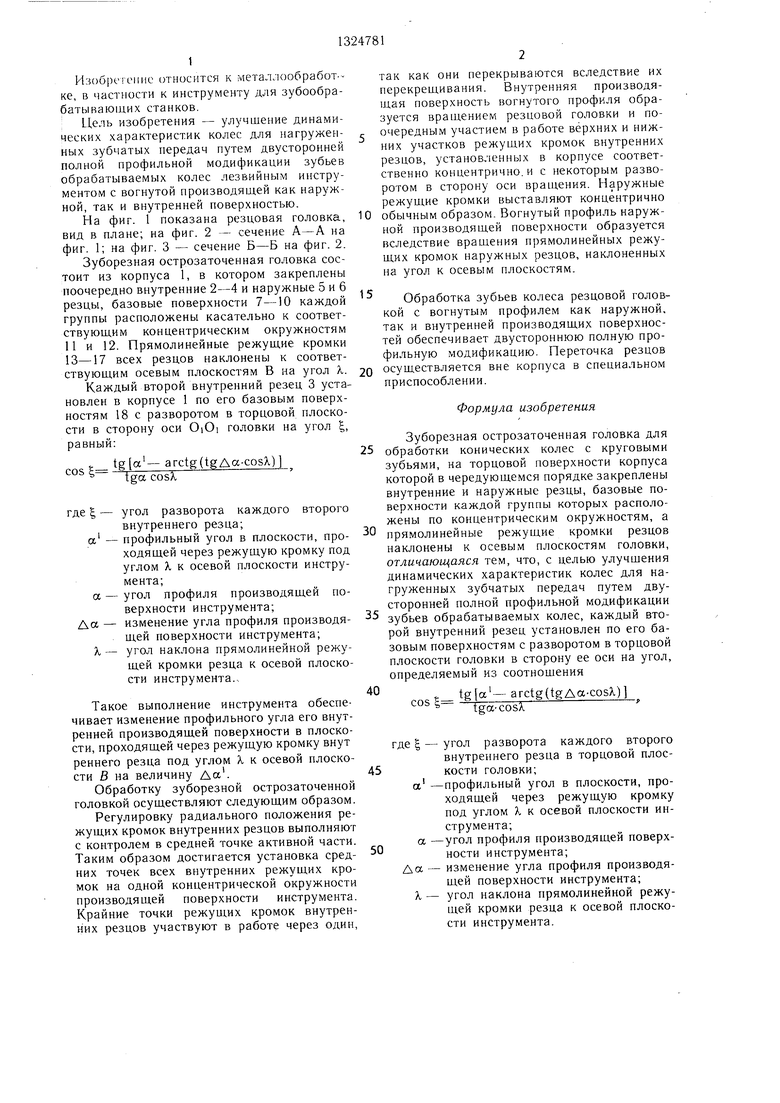
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуборезная острозаточенная головка | 1987 |
|
SU1547978A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Зуборезная резцовая головка | 1987 |
|
SU1505694A1 |
| РЕЗЦОВАЯ ГОЛОВКА И СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2010 |
|
RU2444420C2 |
| Зуборезная острозаточенная головка | 1983 |
|
SU1154063A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ изготовления комплекта зуборезного инструмента для обработки пары конических колес с круговыми зубьями | 1986 |
|
SU1393554A1 |
| Способ изготовления сборного зуборезного инструмента | 1989 |
|
SU1710262A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| СПОСОБ, ОСТРОЗАТОЧЕННЫЙ РЕЗЕЦ И ЕГО ИСПОЛЬЗОВАНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ СПИРАЛЬНЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ГИПОИДНЫХ ЗУБЧАТЫХ КОЛЕС | 2004 |
|
RU2306209C2 |
Изобретение относится к металлообработке, в частности к инструменту для зубо- обрабатывающих станков. Цель изобретения - улучшение динамических характеристик колес для нагруженных зубчатых передач путем двусторонней профильной моди- фиксации зубьев обрабатываемых колес. В зу борезной острозаточенной головке для обработки конических колес с круговыми зубьями в корпусе 1 поочередно закреплены внутренние 2, 3 и 4 и наружные 5, 6 резцы, при этом базовые поверхности 7, 8, 9, 10 каждой группы расположены по концентрическим окружностям 11, 12, а прямолинейные режущие кромки 13, 14, 15, 16, 17 резцов наклонены к осевым плоскостям В головки. Каждый второй внутренний резец установлен по его базовым поверхностям с разворотом в торцовой плоскости головки в сторону ее оси на угол, определяемый из соотношения cos| tg a -arctg(tgAa-cosX): : tga-cosX, где | - угол разворота каждого второго внутреннего резца в торцовой плоскости головки; а - угол профиля производящей поверхности инструмента; Да - изменение угла профиля производящей поверхности инструмента; а - угол профиля резца в плоскости передней поверхности; Я, - угол наклона прямолинейной режущей кромки резца к осевой плоскости инструмента. 3 ил. (О .4 со ISD 4 00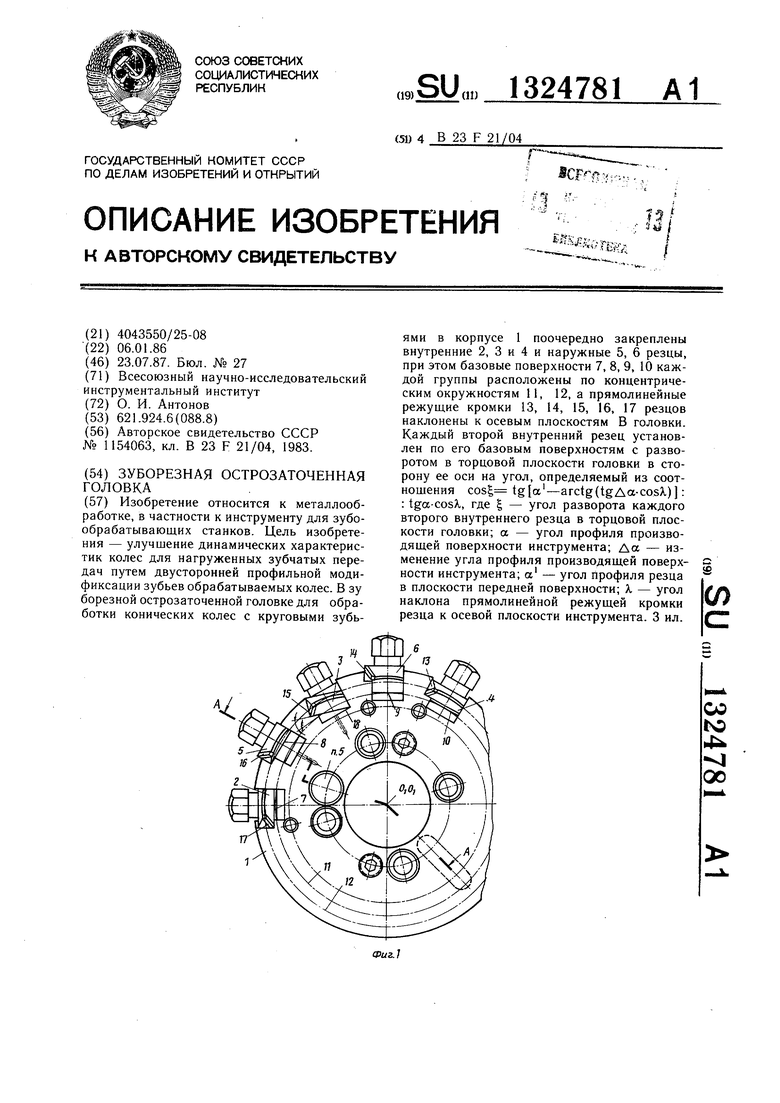
| Зуборезная острозаточенная головка | 1983 |
|
SU1154063A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
