(54) УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ КРАСОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напыления порошковых полимерных красок | 1982 |
|
SU1047528A1 |
| Устройство для нанесения покрытий с трибоэлектрической зарядкой порошкообразных полимерных частиц | 1981 |
|
SU975103A1 |
| Устройство для нанесения покрытий | 1990 |
|
SU1808395A1 |
| Устройство для нанесения порошкообразных полимерных материалов | 1985 |
|
SU1294385A1 |
| УСТАНОВКА ДЛЯ ТРИБОСТАТИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 2001 |
|
RU2186631C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРИЧЕСКИ ЗАРЯЖЕННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2149711C1 |
| Устройство для нанесения полимерных покрытий | 1980 |
|
SU931229A2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ | 2000 |
|
RU2222385C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СУХИХ ПОРОШКОВЫХ КРАСОК ТРИБОКИНЕТИЧЕСКИМ СПОСОБОМ | 2003 |
|
RU2256511C1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1995 |
|
RU2095158C1 |

1
Изобретение относится к технике напыления трибоэлектрических заряженных полимерных порошковых красок и может найти преимущественное применение для нанесения защитно-декоративных покрытий в автомобильной, электротехнической и других отраслях промыщленности.
Известно устройство для напыления полимерных порощковых красок, содержащее камеру напыления, распылители, эжекторы, трубопроводы для транспортирования и трибоэлектрической зарядки порощка
В указанном устройстве порощковая краска электростатически заряжается за счет трения порошково-воздущной смеси при транспортировании по трубопроводам о стенки и осаждается на заземленном изделии. Порощковая краска подается с помощью эжекции 1 .
Недостатком такого устройства является то, что в процессе работы (эксплуатации) приобретаемый частицами порошка за счет трения о стенки трубопроводом электрический заряд через стенки диэлектрика начинает стекать, разряжаясь на поверхности о близлежащие заземленные предметы через
влагу воздуха. Это приводит к тому, что приобретенная частицей порошка величина электрического заряда на выходе из распылителя уменьшается на 30-40/о. Процесс утечки зарядов минимальный (окол«-3-5/о)
в начале трубопроводов и начинает постепенно увеличиваться, достигая в конце трубопроводов 30-40%, что приводит к тому, что на деталях могут образовываться неокрашенные места или толщина слоя порош10 ка будет недостаточной.
Цель изобретения - улучшение качества покрытия за счет уменьшения утечки заряда с поверхности трубопроводов.
Поставленная цель достигается тем, что в устройстве для напыления полимерных порощковых красок, содержащем камеру напыления, распылители, эжекторы и трубопроводы для транспортирования и трибоэлектрической зарядки порошка, последние 20 снабжены секционными холодильными камерами тороидального сечения, охватывающими трубопроводы по всей их длине.
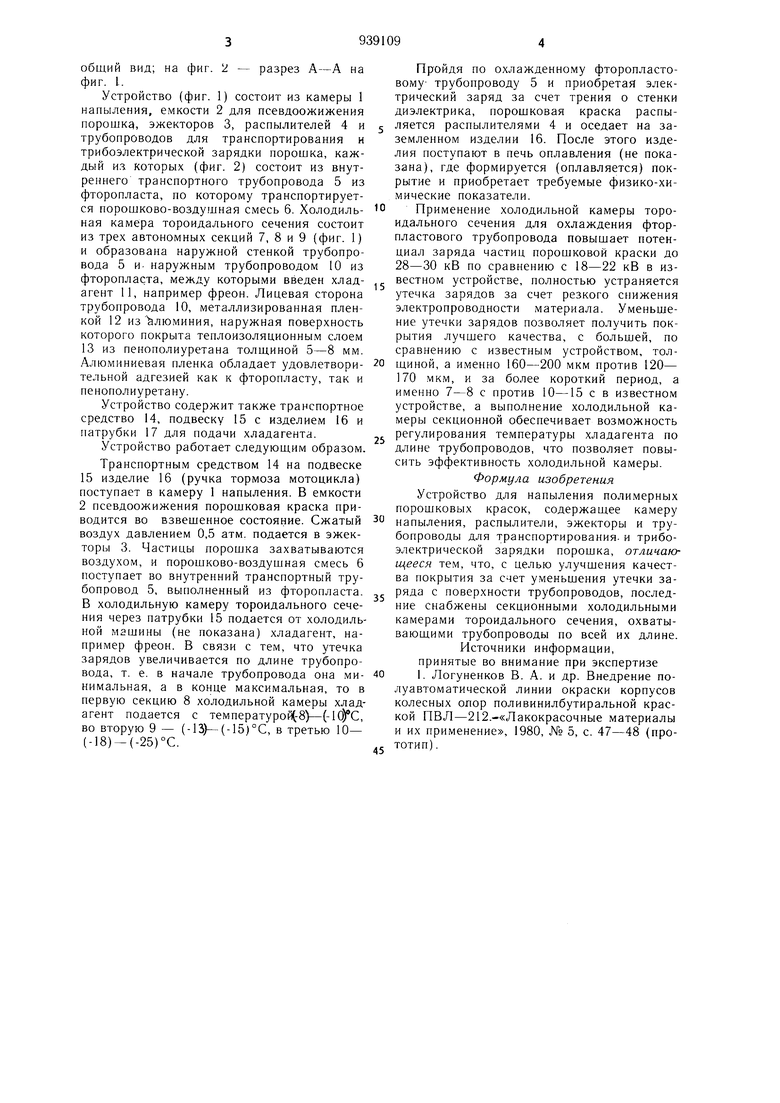
На фиг. 1 показано устройство для напыления полимерных порошковых красок,
общий вид; на фиг. 2 - разрез А-А на фиг. I.
Устройство (фиг. 1) состоит из камеры 1 напыления, емкости 2 для псевдоожижения порошка, эжекторов 3, распылителей 4 и трубопроводов для транспортирования н трибоэлектрической зарядки порошка, каждый ия Которых (фиг. 2) состоит из внутреннего транспортного трубопровода 5 из фторопласта, по которому транспортируется порошково-воздушная смесь 6. Холодильная камера тороидального сечения состоит из трех автономных секций 7, 8 и 9 (фиг. 1) и образована наружной стенкой трубопровода 5 и. наружным трубопроводом 10 из фторопласта, между которыми введен хладагент 11, например фреон. Лицевая сторона трубопровода 10, металлизированная пленкой 12 из Алюминия, наружная поверхность которого покрыта теплоизоляционным слоем 13 из пенополиуретана толш,иной 5-8 мм. Алюминиевая пленка обладает удовлетворительной адгезией как к фторопласту, так и пенополиуретану.
Устройство содержит также транспортное средство 14, подвеску 15 с изделием 16 и патрубки 17 для подачи хладагента.
Устройство работает следующим образом. Транспортным средством 14 на подвеске 15 изделие 16 (ручка тормоза мотоцикла) поступает в камеру 1 напыления. В емкости 2 псевдоожижения порошковая краска приводится во взвешенное состояние. Сжатый воздух давлением 0,5 атм. подается в эжекторы 3. Частицы порошка захватываются воздухом, и порошково-воздушная смесь 6 поступает во внутренний транспортный трубопровод 5, выполненный из фторопласта. В холодильную камеру тороидального сечения через патрубки 15 подается от холодильной машины (не показана) хладагент, например фреон. В связи с тем, что утечка зарядов увеличивается по длине трубопровода, т. е. в начале трубопровода она минимальная, а в конце максимальная, то в первую секцию 8 холодильной камеры хладагент подается с температурой(-8)--(-10)С, во вторую 9 - (-13)-(-15)°С, в третью 10- (-18) -(-25)°С.
Пройдя по охлажденному фторопластовому трубопроводу 5 и приобретая электрический заряд за счет трения о стенки диэлектрика, порошковая краска распыляется распылителями 4 и оседает на заземленном изделии 16. После этого изделия поступают в печь оплавления (не показана), где формируется (оплавляется) покрытие и приобретает требуемые физико-химические показатели.
Применение холодильной камеры тороидального сечения для охлаждения фторпластового трубопровода повышает потенциал заряда частиц порошковой краски до 28-30 кВ по сравнению с 18-22 кВ в известном устройстве, полностью устраняется утечка зарядов за счет резкого снижения электропроводности материала. Уменьшение утечки зарядов позволяет получить покрытия лучшего качества, с большей, по сравнению с известным устройством, толщиной, а именно 160-200 мкм против 120- 170 мкм, и за более короткий период, а именно 7-8 с против 10-15 с в известном устройстве, а выполнение холодильной камеры секционной обеспечивает возможность регулирования температуры хладагента по длине трубопроводов, что позволяет повысить эффективность холодильной камеры.
Формула изобретения Устройство для напыления полимерных порошковых красок, содержащее камеру
0 папыления, распылители, эжекторы и трубопроводы для транспортирования.и трибоэлектрической зарядки порошка, отличающееся те.м, что, с целью улучшения качества покрытия за счет уменьшения утечки заряда с поверхности трубопроводов, последние снабжены секционными холодильными камерами тороидального сечения, охватывающими трубопроводы по всей их длине.
Источники информации, принятые во внимание при экспертизе
0 1. Логуненков В. А. и др. Внедрение полуавтоматической линии окраски корпусов колесных опор поливинилбутиральной краской ПВЛ-212.-«Лакокрасочные материалы и их применение, 1980, № 5, с. 47-48 (про, тотип).
ю
/«
