Изобретение относится к устройствам для ориентированной подачи штучных изделий, преимущественно конической формы, с оптимальным соотношением диаметра к высоте больше еди.ницы.
Известно устройство для ориентации конусообразных изделий, содержащее бункер для изделий, расположен ный под ним наклонный лоток с окном для несориентированных изделий, желоб для вторичного ориентирования изделий, укрепленный под окном и соединенный с наклонным лотком, и накопитель для изделий 1 .
Недостатками известного устройства являются его низкая производительность и сложность конструкции, связанные с наличием электромагнита со щупами и перегородок на позиции вторичного ориентирования, которые не позволяют осуществлять ориентацию без ощупывания щупами каждого подаваемого изделия.
Кроме того, при возврате сориентированных изделий в свободный лоток, осуществляемом на одном уровне с подаваемым в него изделиями, не требующими ориентации, возможно их заклинивание в месте соединения лотков, что снижает надежность работы устройства.
Цель изобретения - повышение надежности работы путем предотвращения заклинивания изделий, на участке соединения желоба с наклонньв лотком.
Для достижения поста:влеиной цели в устройстве для ориентации конусообразных изделий, содержащ&л бункер
10 для изделий, расположенный под ним наклонный лоток с окном для несориентированных изделий, желоб для вторичного ориентирования изделий, укрепленный под окном и соединенный
15 с наклонным лотком и накопитель для изделий, над окном наклонного лотка смонтирован дополнительный лоток, который входным участком соединен с желобом, при этом в нижней части
20 желоба установлено воздушное сопло, а на входном и выходном участках наклонного лотка укреплены гофрированные подпружиненные планки с шагом гофр, соответствующим диаметру
25 изделий.
На фиг.1 схематически изображено устройство, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - наклонный
30 лоток, вид сбоку; на фиг.5 - вид по
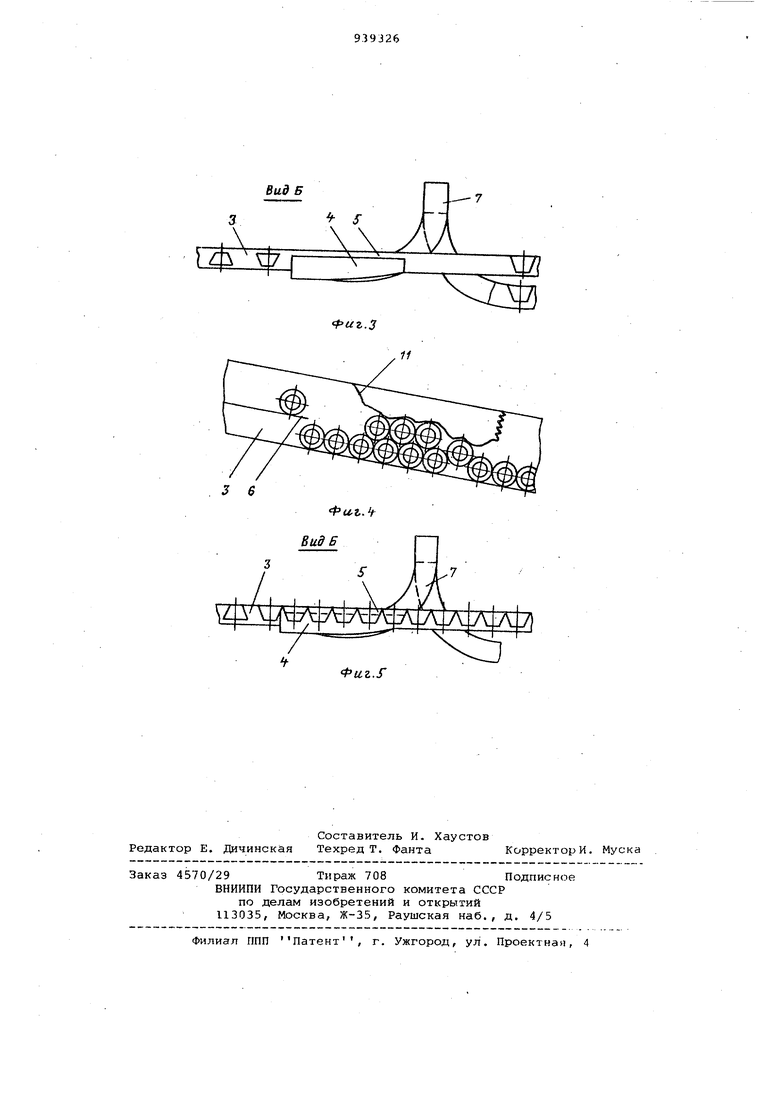
стрелке Б на.фиг.1 в момент заполнения наклонного лотка изделиями.
Устройство для ориентированной подачи штучных изделий включает бункер 1, который имеет выход 2 в наклонный лоток 3. В наклонном лотке 3 выполнено окно 4.для неправильно сориентированных изделий. Окно 4 содержит плакку 5, по которой беспрепятственно проходят изделия нужной ориентации. Над окном 4 укреплена перегородка б, разделяющая наклонный лоток 3 на два канала. По окном 4 смонтирован желоб 7 вторичного ориентирования, представляющий собой V-образный лоток. Его нижняя часть переходит в пневможелоб 8, канал которого выполнен по форме изделия. На выходе пневможелоба 8 установлен гаситель 9 скорости, представляющий собой коническую воронку с усеченными стенками (параллельно наклонному лотку 3). Его выход соединен с верхним каналом наклонного лотка 3. В нижней части пнеможелОба 8 выполнен подвод сжатого воздуха через сопло 10. На входе и выходе наклонного лотка 3 установлены гофрированные отражатели 11 и 12, выполненные в виде консольно укрепленных подпружиненных рглчагов с шагом/ равным диаметру подаваемых изделий. Гофрированные отражатели 11 и 12 воздействуют на изделия при их перемещении в наклонном лотке 3в два ряда. При этом изделия из двухрядного положения на выходе с наклонного лотка переводятся в однорядное, что исключает возможное заклинивание в месте выхода наклонного лотка 3 в Накопитель 13.
Устройство работает следующим образом.
Бункер 1 заполняют изделиями,при работе которого с помощью привода (не показан) они попадают через выход 2 в наклонный лоток 3. При этом происходит первичная ориентация изделий (они располагаются параллельно наклонному лотку 3), и если изделие своим большим диаметром катится по планке 5, то оно беспрепятственно скатывается в наклонный лоток 3, Если изделие катится по планке 5 с меньшим диаметром,то в результате смещения центра тяжести, оно;через окно 4 попадает в желоб 7 вторичног ориентирования, и, катясь в нем,поворачивается на 180° (фиг.1 и 2). Далее изделие поступает в пневможелоб 8 и продолжает перемещаться в нем уже под воздействием сжатого воздуха, подаваемого через сопло 10 Попав в гаситель скорости 9, выполненный в виде конической воронки с усеченными стенками, изделие совершает беспорядочное перемещение в не в плоскости, параллельной наклонном
Лотку 3. И после того, как энергия движения, полученная в пневможелобе 8, будет погашена, изделие под собственным весом попадает в дополнительный верхний лоток наклонного
лотка 3 на .перегородку б, катясь по которой поступает в наклонный лоток 3.
В начальной стадии подачи и ориентации изделий последние заполняют
0 нижний ряд наклонного лотка 3 и накопитель 13. При последующей работе бункера 1 происходит формирование второго ряда изделий в наклонном лотке 3 (фиг.З). При этом изделия, находящиеся в верхнем ряду, взаимодействуют с гофрированными отражателями 11 и 12, выполненными в виде консольно закрепленных подпружиненных рычагов.с шагом, равным диаметру
Q подаваемых изделий, в результате чего происходит переход изделий с BepJtHero ряда в нижний. Это исключает возможность заклинивания в месте перехода наклонного лотка 3 в накопитель 13. При заполнении наклонного лотка 3 изделия, не требующие переориентации, закрывают окно 4, в результате чего дальнейшее поступление изделий в наклонный лоток прекращается (фиг.З). Поступление
изделий в наклонный лоток 3 возобновляется по мере их удаления из накопителя 13.
Использование предлагаемого устройства для ориентированной подачи
5 штучных изделий обеспечивает повышение производительности и надежности в работе при ориентированной подаче изделий -в зону технологической обработки за счет возврата
0 сориентированных изделий в наклонный лоток, при котором изделия поступают с позиции вторичного ориентирования независимо от нахождения в наклонном лотке изделий нужной ориен5 тации; упрощение конструкции устройства за счет исключения средств управления (электромагнита) при ориентировании изделий.
Устройство позволяет полностью
Q автоматизировать загрузку технологического оборудования изделиями с оптимальным соотношением диаметра к высоте больше единицы.
Указанные преимущества дадут экономию в народном хозяйстве за счет
повышения производительности загрузки и надежности в работе.
Формула изобретения
Устройство для ориентации конусообразных изделий, содержащее бункер для изделий, расположенный под ним наклонный лоток с окном для несори65 ентированных изделий, желоб для
вторичного ориентирования изделий, укрепленный под окнсн4 и соединенный с наклонным лотком, и накопитель для изделий, отличающееся тем, что, с целью повышения надежности работы путем предотвращения заклинивания изделий на участке соединения желоба с наклонным лотком над окном наклонного лотка смонтирован дополнительный лоток, который входным участком соединен с желобом,
при этом в нижней части желоба уста. новлеио воздушное сопло, а на входном и выходном участках наклонного лотка укреплены гофрирован шле подпружиненные планки Ф шагом гофр, соответствующим диаметру й эделий.
Источники информации, принятые во внимание при экспертизе
1. Камышный Н.И. Автоматизац ся загрузки станков. М., Машиностроение , 1977, с. 51.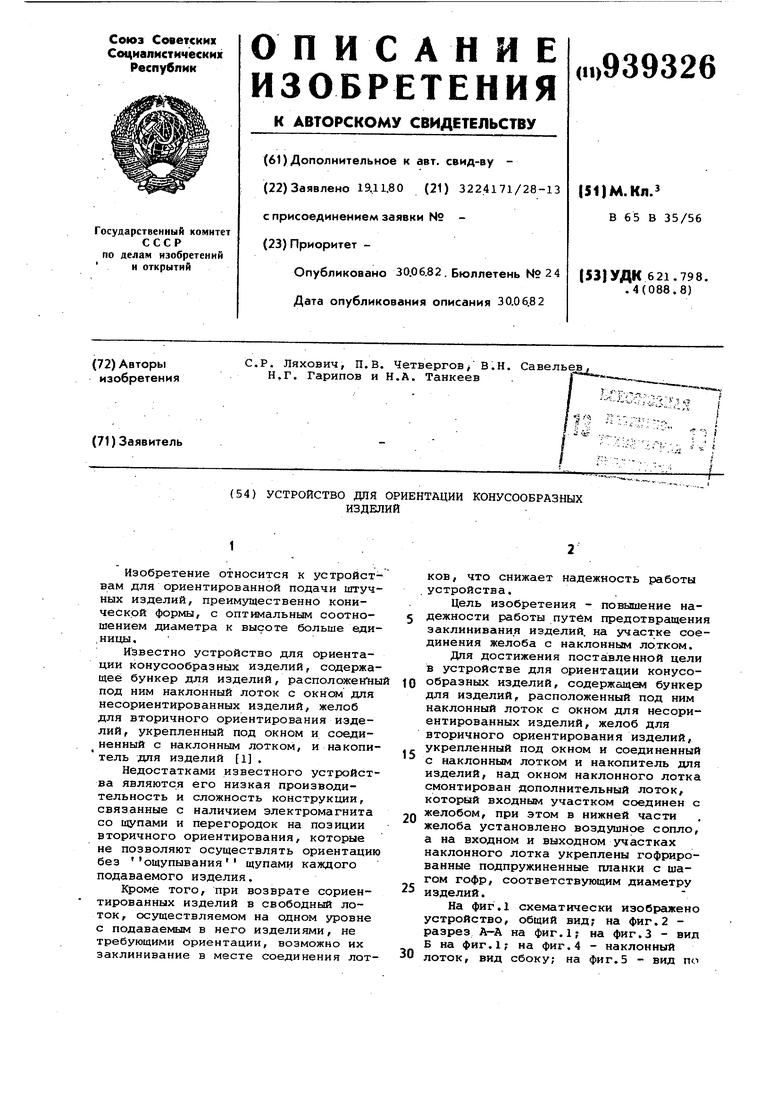
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ТРАНЗИСТОРОВ В КОРПУСЕ ТИПА КТ-26 | 1992 |
|
RU2050985C1 |
| Устройство для подачи и ориентирования крышек | 1989 |
|
SU1676934A1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1985 |
|
SU1359828A2 |
| Вибрационное ориентирующее устройство | 1985 |
|
SU1298040A1 |
| УСТРОЙСТВО для ОРИЕНТИРОВАННОЙ ПОДАЧИ ШТУЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU350705A1 |
| Устройство для глазирования пряников | 1983 |
|
SU1142085A1 |
| Устройство для поштучной выдачи изделий | 1975 |
|
SU631406A1 |