(5k} ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Индукционаая тигельная печь | 1976 |
|
SU625111A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПЛАВКИ ЛИТЬЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2319752C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ | 1991 |
|
RU2065798C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1990 |
|
SU1781927A1 |
| Способ создания однонаправленной циркуляции расплава в тигле индукционной печи | 1974 |
|
SU457738A1 |
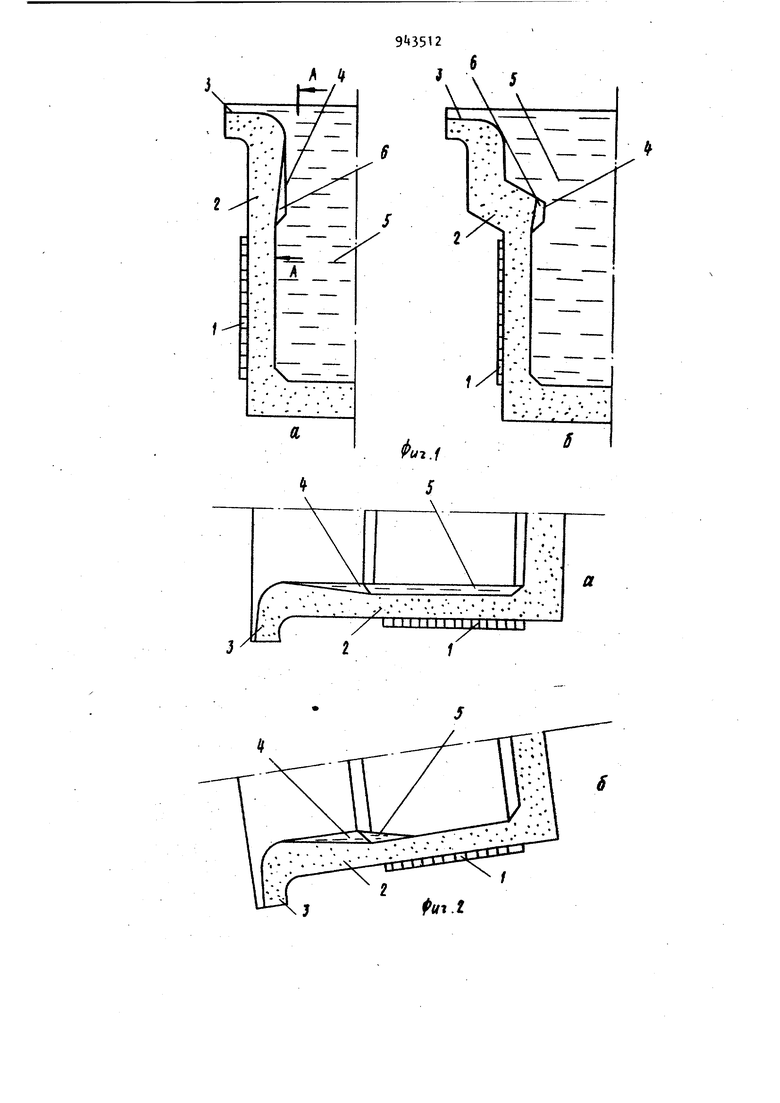
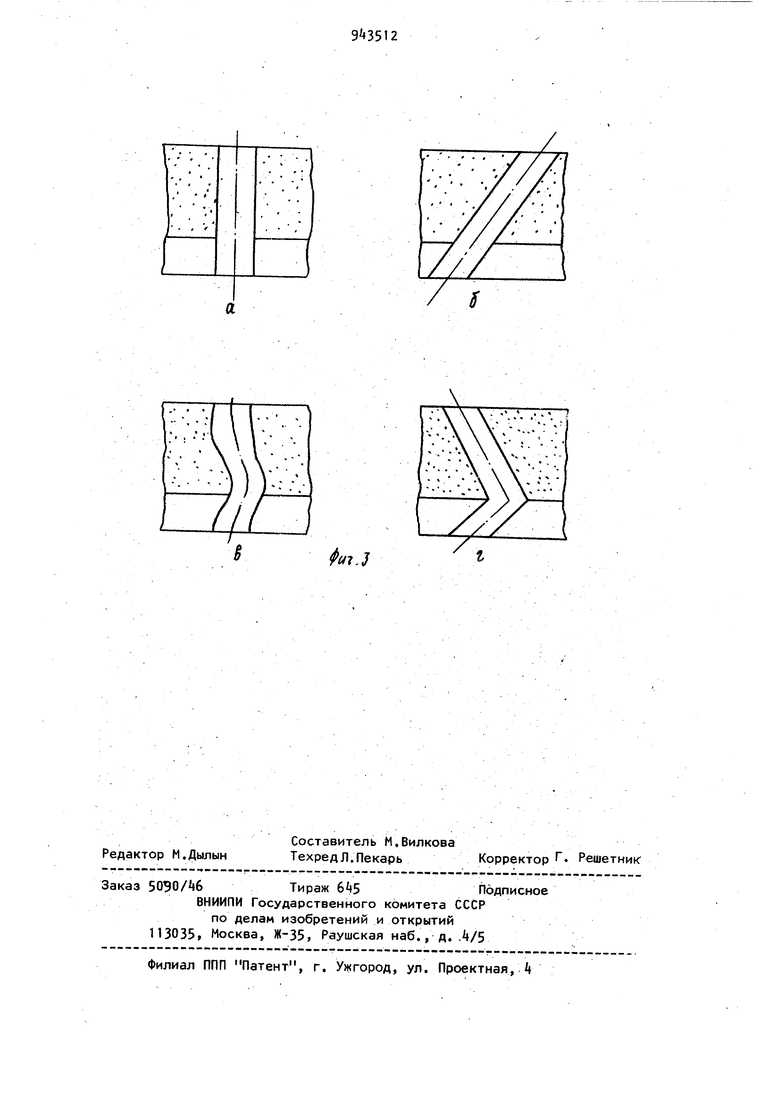
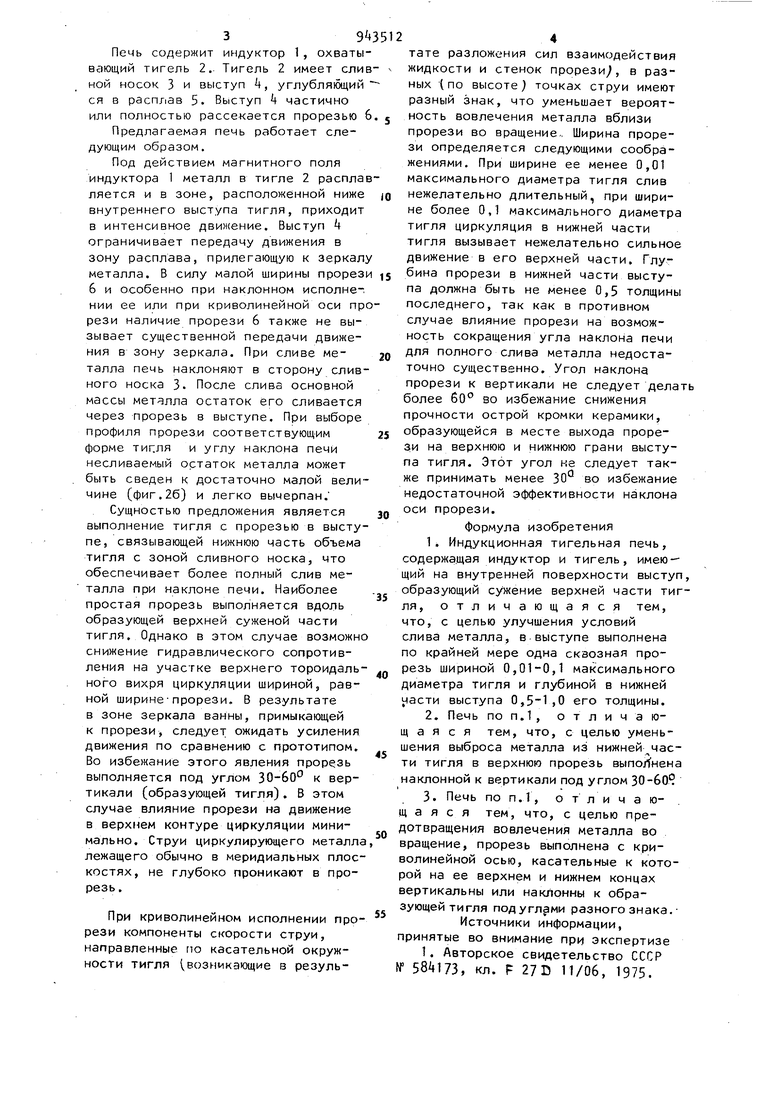
Изобретение относится к металлур гии и, в частности, к конструкциям индукционных тигельных печей для плавки металлов. Известна индукционная тигельная печь, содержащая индуктор и тигель, имеющий на внутренней поверхности выступ V образующий сужение в верхней части тигля 11. Однако известные печи имеют недостаток, заключающийся в неполном сливе металла из тигля при обычных углах наклона печи. Увеличение же угла наклона нецелесообразно по условиям безопасности. Поэтому при эксплуатации этих печей последние порции металла вычерпывают. Целью изобретения является улучшение условий слива металла, а такж уменьшение выброса металла из нижней части тигля в верхнюю и предотв щение вовлечения металла во вращени Цель достигается за счет того, что в индукционной тигельной печи, содержащей индуктор и тигель, имеющий на внутренней поверхности выступ, образующий сужение верхней части тигля, согласно изобретению, в выступе выполнена по крайней мере одна сквозная прорезь шириной 0,01-0,1 максимального диаметра тигля и глубиной в нижней части выступа 0,5Т,0 его толщины. Причем прорезь выполнена наклонной к вертикали под углом 30-60° или прорезь выполнена с криволинейной осью, касательные к которой на ее верхнем и нижнем концах вертикальны или наклонены к образующей тигля под углами разного знака. На фиг.1 дана схема предложенной печи с различными профилями внутренней поверхности, на фиг.2 схема а наклонном положении; на фиг.З различная форма прорези. 39 Печь содержит индуктор 1, охваты вающий тигель 2. Тигель 2 имеет сли ной носок 3 и выступ k, углубляющий ся в расплав 5. Выступ частично или полностью рассекается прорезью Предлагаемая печь работает следующим образом. Под действием магнитного поля индуктора 1 металл в тигле 2 распла ляется и в зоне, расположенной ниже внутреннего выступа тигля, приходит в интенсивное движение. Выступ k ограничивает передачу движения в зону расплава, прилегающую к зеркал металла. В силу малой ширины прорез 6 и особенно при наклонном исполнении ее или при криволинейной оси пр рези наличие прорези 6 также не вызывает существенной передачи движения в зону зеркала. При сливе металла печь наклоняют в сторону слив ного носка 3. После слива основной массы металла остаток его сливается через прорезь в выступе. При выборе профиля прорези соответствующим форме типля и углу наклона печи несливаемый остаток металла может быть сведен к достаточно малой вели чине (фиг. 26) и легко вычерпан. Сущностью предложения является выполнение тигля с прорезью в высту пе, связывающей нижнюю часть объема тигля с зоной сливного носка, что обеспечивает более полный слив металла при наклоне печи. Наиболее простая прорезь выполняется вдоль образующей верхней суженой части тигля. Однако в этом случае возможно снижение гидравлического сопротивления на участке верхнего тороидаль ного вихря циркуляции шириной, равной ширинепрорези. В результате в зоне зеркала ванны, примыкающей к прорези, следует ожидать усиления движения по сравнению с прототипом. Во избежание этого явления прорезь выполняется под углом ЗО-бО к вертикали (образующей тигля). В этом случае влияние прорези на движение в верхнем контуре циркуляции минимально. Струи циркулирующего металл лежащего обычно в меридиальных плос костях, не глубоко проникают в прорезь. При криволинейном исполнении прорези компоненты скорости струи, направленные по касательной окружности тигля возникающие в резуль4тате разложения сил взаимодействия жидкости и стенок прорези, в разных (по высоте) точках струи имеют разный знак, что уменьшает вероятность вовлечения металла вблизи прорези во вращение,, Ширина прорези определяется следующими соображениями. При ширине ее менее 0,01 максимального диаметра тигля слив нежелательно длительный, при ширине более 0,1 максимального диаметра тигля циркуляция в нижней части тигля вызывает нежелательно сильное движение в его верхней части. Глубина прорези в нижней части выступа должна быть не менее 0,5 толщины последнего, так как в противном случае влияние прорези на возможность сокращения угла наклона печи для полного слива металла недостаточно существенно. Угол наклона прорези к вертикали не следует делать более 60 во избежание снижения прочности острой кромки керамики, образующейся в месте выхода прорези на верхнюю и нижнюю грани выступа тигля. Этот угол не следует также принимать менее ЗО во избежание недостаточной эффективности наклона оси прорези. формула изобретения 1.Индукционная тигельная печь, содержащая индуктор и тигель, имеющий на внутренней поверхности выступ, образующий сужение верхней части ти1- ля, отличающаяся тем, что, с целью улучшения условий слива металла, в выступе выполнена по крайней мере одна сквозная прорезь шириной 0,01-0,1 максимального диаметра тигля и глубиной в нижней acти выступа 0,5-1,0 его толщины. 2.Печь по П.1, отличающаяся тем, что, с целью уменьшения выброса металла из нижней части тигля в верхнюю прорезь выполнена наклонной к вертикали под углом 30-60Я 3.Печь по П.1, отличающаяся тем, что, с целью предотвращения вовлечения металла во вращение, прорезь выполнена с криволинейной осью, касательные к которой на ее верхнем и нижнем концах вертикальны или наклонны к образующей тигля подугл ми разного знака. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 584173, кл. F 27D 11/06, 1975.
б
fX
ut.f
:/. .
у L1.I IU I. ITTJ
а
.7
