(Б ) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ
1
Изобретение относится к литейному производству и может быть использовано при изготовлении любой номенклатуры точных отливок.
Известен способ изготовления оболочковых литейных форм по вып лавляемым моделям путем нанесения огнеупорной суспензии на блок выплавляемых моделей, замораживания формы вместе с моделями до (-100 F) и последующего помещения в горячую воду, где модели удаляются без растрескивания формы 1j.
Однако форма при таком способе ее изготовления не имеет достаточную прочность после прокалки, позволяющую выдержать заливку ее металлом с получением качественных отливок.
Наиболее близким по технической сущности к изобретению является способ с использованием опорной смеси в качестве упрочнителя при заливке
ее металлом, который включает нанесение огнеупорной смеси на легкоплавкий модельный блок, отверждение форм, удаление моделей, заливку в зазор между формой и опокой опорной смеси, ее упрочнение при отверждении и прокалку 2.
Такой способ изготовления оболочковой формы вызывает повышенный расход связующего для изготовления многослойных оболочковых форм, повышенный расход нержавеющей стали для оснастки (опоки, несущие элементы транспортных устройств и т.п..) при прокаливании форм и значительно
15 удлиняет производственный цикл изготовления и прокаливания форм.
Целью изобретения является сокращение времени изготовления форм и
20 снижение себестоимости.
Указанная цель достигается тем, .что согласно- способу изготовления оболочковых литейных форм по выплавляемым моделям, включающему нанесение огнеупорной смеси на легкоплавкий модельный блок, отверждение форм, удаление моделей, заливку в зазор между формой и опокой опорной смеси, ее упрочнение при отверждении и прокалку, операцию упрочнения сначала осуществляют в опорной смеси следующего состава, мае,I:
Алюминиевая пудра Молотая окалина 8-13 Вода20-25
Пылевидный кварц Остальное
путем замораживания при С: с повторным упрочнением при прокалке в течение 10-13 мин.
Сущность способа состоит в том, что 2 - 3-слойную оболочковую форму изготовленную по любой известной технологии, с выплавленными из нее моделями помещают в оснастку для формовки. При этом заранее готовят опорную смесь, состоящую из пылевидного кварца, алюминиевой пудры и молотой окалины, и разводят водой до получения сметанообразного состояния. Указанную смесь заливают в зазор между оснасткой и оболочковой формой. После этого форму с оснасткой помещают в любой известный холодильный агрегат, обеспечивающий температуру не выше -268 К () для затвердевания воды и, следователь Но, формовочной смеси. Далее, после замораживания форму извлекают из холодильника и отделяют от оснастки (путем, например, подогрева оснастки с расчетом расплавления воды на границе контакта оснастки и формы). Замороженную форму помещают в печь при температуре не ниже 1173 К (900 с) для прокаливания. При этом происходят следующие процессы. Вначале нагреваются периферийные (наружные) поверхности формы. При этом лед расплавляется, и вода превращается в пар, а сухая составляющая продолжает нагреваться до 873°К (600 с), при которой начинается экзотермическая; реакция между алюминиево пудрой и окалиной с выделением большого количества тепла. Продукты реакции, перемешиваясь с парами воды образуют пористый конгломерат, прочность которого достаточна для сохранения несущей способности формы при заливке. Эти процессы протекают
непрерывно в направлении от периферии к центру формы, форма не разрушается .благодаря тому, что впереди и позади фронта экзотермической реакции имеются прочные образования, а пористая текстура затвердевших продуктов реакции обеспечивает беспрепятственный отвод паров и воды. После завершения экзотермической
0 реакции и догорания остатков модельного состава в полости формы прокаливание завершается, и форма готова к заливке без опорного наполнителя. Верхний предел температуры замораживания формовочной смеси -2бо К (-50 с) обусловлен созданием переохлаждения воды на - -5 С, что являетqя необходимым условием замерзания входящей в состав формовочной смеси
0 воды. Нижний предел температуры -АО С замораживания формовочной смеси обусловлен получением прочности бболочки, которая становится транспортабельной к обжиговой печи.
Нижний предел температуры прокаливания 1173°К (900°С) обусловлен созданием температурного запаса начала экзотермической реакции, начинающейся при 873 - 900°К, а также
необходимостью завершения процесса удаления модельного состава путем его догорания.
Нижний предел (10 мин) времени прокаливания ( С) обусловлен опытными данными, полученными из хронометрирования процессов протекания экзотермической реакции, догорания модельного состава в предельных условиях: минимальных температур прокаливания 1173 К, замораживания формы 200 К (в жидком азоте) и максимальной толщины зазора между выступающими частями оболочки и оснастки 0,015 м.
Врехний предел (15 мин) времеуи прокаливания (Т 800°С) взят с запасом на точность составления предельных условий и измерений и увеличение габаритов и металлоемкости форм, влекущее за собой повышение количества остатков модельного состава в форме.
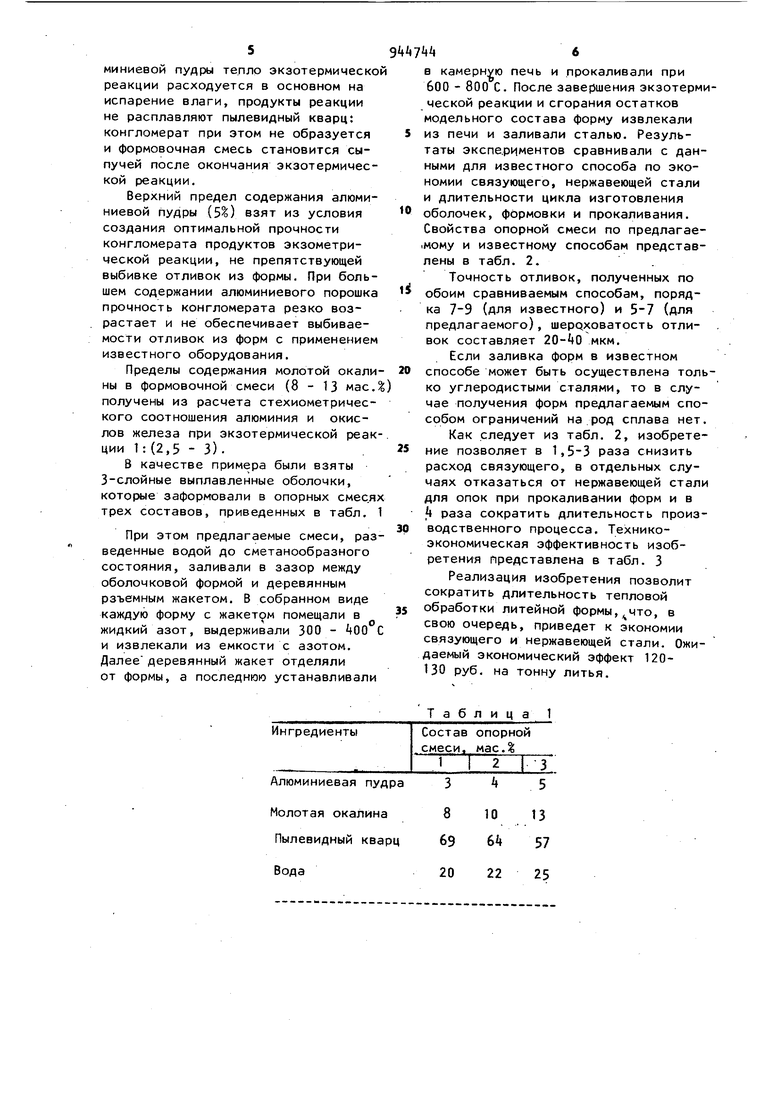
Нижний предел содержания алюминиевой пудры в составе формовочной смеси (3 мас.|) взят из условия создания минимальной прочности конгломерата продуктов экзотермической реакции. При меньших количествах длюминиевои пудры те.плр экзотермическо реакции расходуется в основном на испарение влаги, продукты реакции не расплавляют пылевидный кварц: конгломерат при этом не образуется и формовочная смесь становится сыпучей после окончания экзотермической реакции. Верхний предел содержания алюминиевой пудры (5%) взят из условия создания оптимальной прочности конгломерата продуктов экзометрической реакции, не препятствующей выбивке отливок из формы. При большем содержании алюминиевого порошка прочность конгломерата резко возрастает и не обеспечивает выбиваемосТи отливок из форм с применением известного оборудования. Пределы содержания молотой окали ны в формовочной смеси (8-13 мас получены из расчета стехиометрического соотношения алюминия и окислов железа при экзотермической реак ции 1:(2,5 - 3). В качестве примера были взяты 3-слойные выплавленные оболочки, которые заформовали в опорных смеся трех составов, приведенных в табл. При этом предлагаемые смеси, раз веденные водой до сметанообразного состояния, заливали в зазор между оболочковой формой и деревянным рзъемным жакетом. В собранном виде каждую форму с жакетом помещали в жидкий азот, выдерживали 300 - 400 и извлекали из емкости с азотом. Далее деревянный жакет отделяли от формы, а последнюю устанавливали В камерную печь и прокаливали при 600 - 800 С, После завершения экзотермической реакции и сгорания остатков модельного состава форму извлекали из печи и заливали сталью. Результаты экспериментов сравнивали с данными для известного способа по экономии связующего, нержавеющей стали и длительности цикла изготовления оболочек, формовки и прокаливания. Свойства опорной смеси по предлагаеMOMy и известному способам представлены в табл, 2.. Точность отливок, полученных по обоим сравниваемым способам, порядка 7-9 (для известного) и 5-7 (для предлагаемого), шеррховатость отливок составляет мкм. Если заливка форм в известном способе может быть осуществлена только углеродистыми сталями, то в случае получения форм предлагаемым способом ограничений на род сплава нет. Как следует из табл, 2, изобретение позволяет в 1,5-3 раза снизить расход связующего, в отдельных случаях отказаться от нержавеющей стали для опок при прокаливании форм и в k раза сократить длительность производственного процесса. Техникоэкономическая эффективность изобретения представлена в табл. 3 Реализация изобретения позволит сократить длительность тепловой обработки литейной формы,что, в свою очередь, приведет к экономии связующего и нержавеющей стали. Ожидаемый экономический эффект 120130 руб, на тонну литья. Таблица 1
Таблица 2


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| Состав для упрочнения оболочковых форм | 1991 |
|
SU1782695A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ИЗ ТЕРМИТНОЙ ШИХТЫ | 2016 |
|
RU2634818C1 |
| Смесь для упрочнения оболочковых форм при прокаливании их без опок | 1983 |
|
SU1142212A1 |
| Состав для упрочнения оболочковых керамических литейных форм | 1974 |
|
SU506464A1 |
| Состав для формовки керамических форм | 1990 |
|
SU1770021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
зующее на 1 т отливок, руб Затраты на нержавеющую сталь для опок на 1 т годных отливок, руб. Затраты на алюминиевую пудру для 1 т годных отливок, руб.
Таблица 3
100
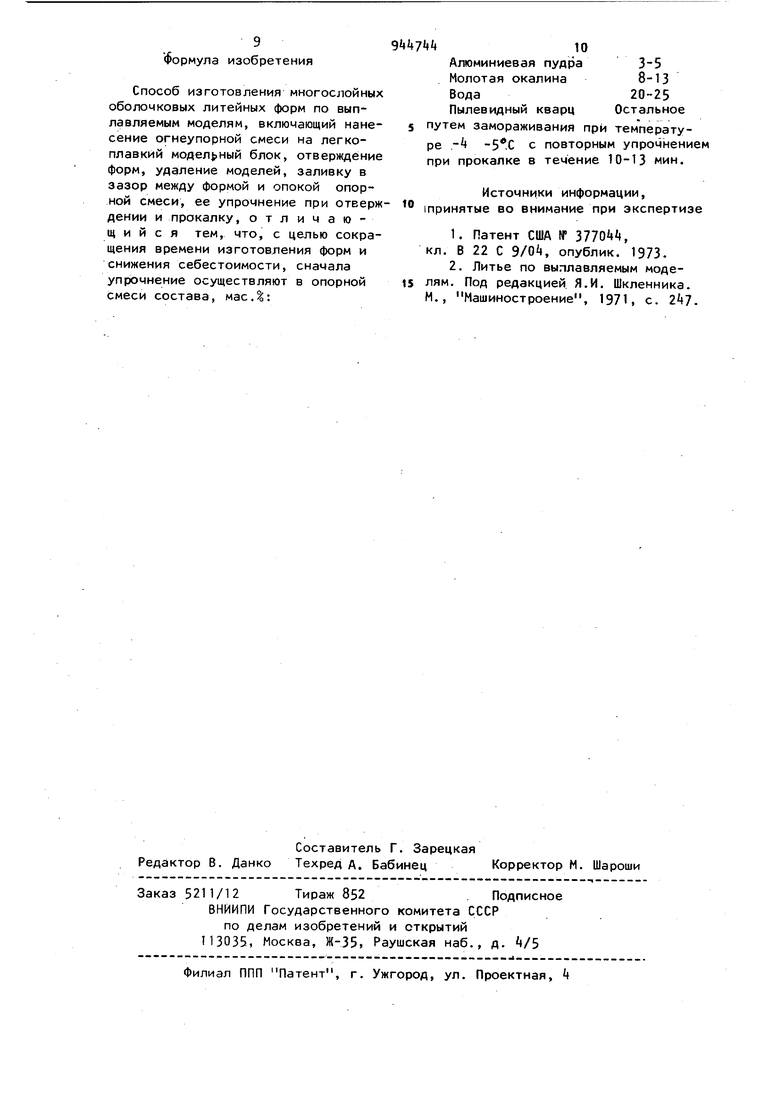
198 9 Формула изобретения Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям, включающий нане-s сение огнеупорной смеси на легкоплавкий модельный блок, отверждение форм, удаление моделей, заливку в зазор между формой и опокой опорной смеси, ее упрочнение при отверж-10 дении и прокалку, отличающийся тем, что, с целью сокращения времени изготовления форм и снижения себестоимости, сначала упрочнение осуществляют в опорнойis смеси состава, мас.%: «10 Алюминиевая пудра Молотая окалина 8-13 Вода 20-25 Пылевидный кварц Остальное путем замораживания при температуpg -4 с повторным упрочнением рр прокалке в течение 10-13 мин. Источники информации, щринятые во внимание при экспертизе 1. Патент США № 3770, кл. В 22 С 9/0, опублик. 1973. 2. Литье по выплавляемым моделям. Под редакцией Я.И. Шкленника. М., Машиностроение, 1971, с. .
