(St) АГРЕГАТ для ОБРАБОТКИ НЕСКОЛЬКИХ НИТОК УЗКОЛЕНТОЧНОГО ПРОКАТА

| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬНЫЙ БАРАБАН ДЛЯ НАМОТКИ-РАЗМОТКИ СИЛОВОГО КАБЕЛЯ | 2024 |
|
RU2835173C1 |
| Линия для изготовления слоистых панелей | 1988 |
|
SU1691128A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА БРОНИРОВАННОЙ РЕМОНТНО-ЭВАКУАЦИОННОЙ МАШИНЫ | 2014 |
|
RU2553620C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО ПРОКАТА В ЗОНУ ОБРАБОТКИ | 1994 |
|
RU2104115C1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ СТВОРОК РАЗДВИЖНОЙ ЧАСТИ КРОВЛИ СТАДИОНА | 2014 |
|
RU2556098C1 |
| Система автоматической подачи кабеля в рабочий орган самоходного кабелеукладчика | 1988 |
|
SU1717743A1 |
| Устройство для равномерной намотки каната на барабан лебедки | 1990 |
|
SU1730019A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
| УСТРОЙСТВО ПОСТОЯННОГО НАТЯЖЕНИЯ ПРОВОЛОК ПРИ СВИВКЕ СТАЛЬНЫХ КАНАТОВ | 2018 |
|
RU2700957C1 |


1
Изобретение относится к обработке металлов давлением, в частности, к производству сварочной порошковой проволоки из ленты с прследующим волочением.
Известен агрегат для обработки проволоки, содержащий ме;санизм размотки проката, механизм обработки проката и узел намотки Cl3К недостаткам данного агрегата следует отнести большие габариты и вес узла намотки, неудовлетворительное качество намотки узкрленточного проката.
Известен также агрегат для обработки нескольких ниток узколенточного проката, содержащий механизм размотки, механизм обработки проката, механизм спиральной намотки с катушкой и гидроукладчиком с подвижной кареткой C2;j.
Недостатки этого агрегата:;
- большие габариты и вес участка смотки затрудняют его обслуживание;
-в период разгрузки и замены катушек снижается производительность;
-значительное расстояние между катушками лишает оператора возможности быстро вмешаться в процесс намотки и своевременно ликвидировать сбой.
Целью изобретения является повышение производительности и качества намотки .
Указанная цель достигается тем, что агрегат для обработки узколенточного проката, содержащий механизм размотки, механизм обработки проката, механизм спиральной намотки с катушкой
и гидроукладчиком с подвижной кареткой , снабжен гидравлическими механизмами индивидуального управления шагом намотки каждой нитки проката, стационарными и подвижными механизмами товки каждой нитки проката, а также вертикальными направляющими роликами, при этом гидравлические механизмы, подвижней механизм кантовки и вертикальныеРОЛИКИ установлены на подвижной каретке гидроукладчика.
Каждый гидравлический механизм индивидуального управления шагом намотки выполнен в виде ползуна, связанного с механизмом кантовки ленты, поршневого гидроцилиндра и системы его управления.
Каждый механизм кантовки выполнен в виде трех роликов, два из которых расположены вертикально один против другого и один горизонтально.
Система управления поршневым гидро цилиндром выполнена в виде связанных между собой насосной станции, трехпозиционного гидрораспределителя с электроуправлением,регулятора скорости и двух гидрозамков.
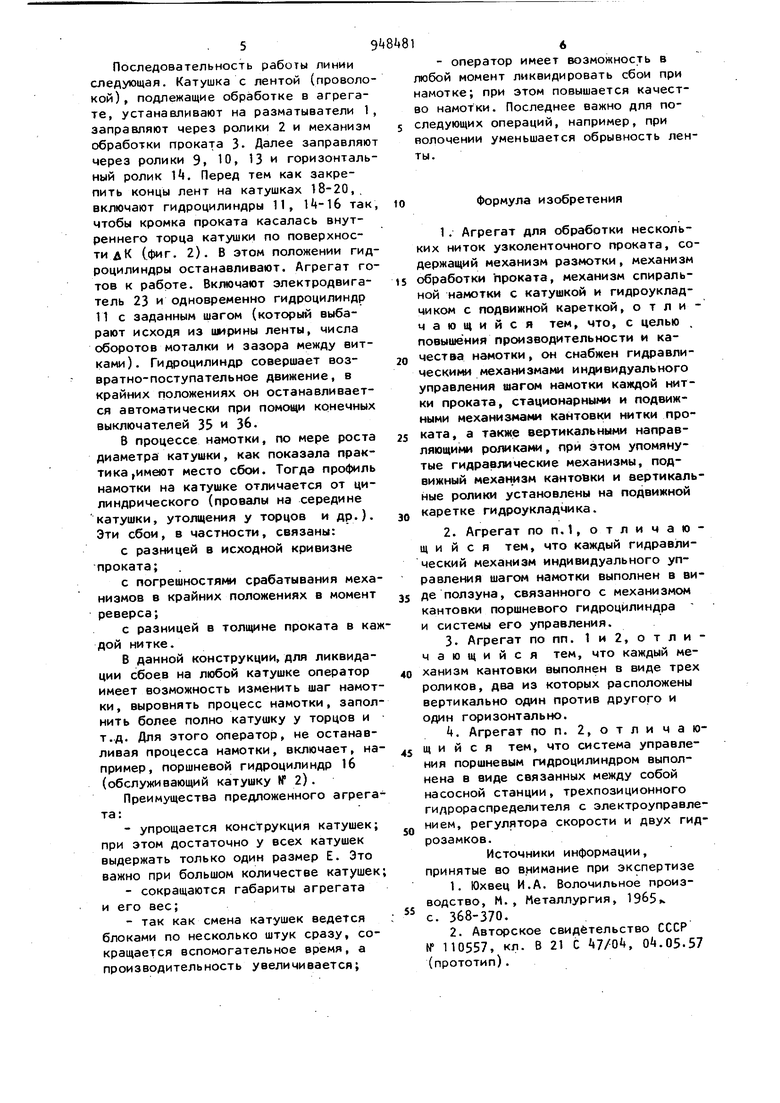
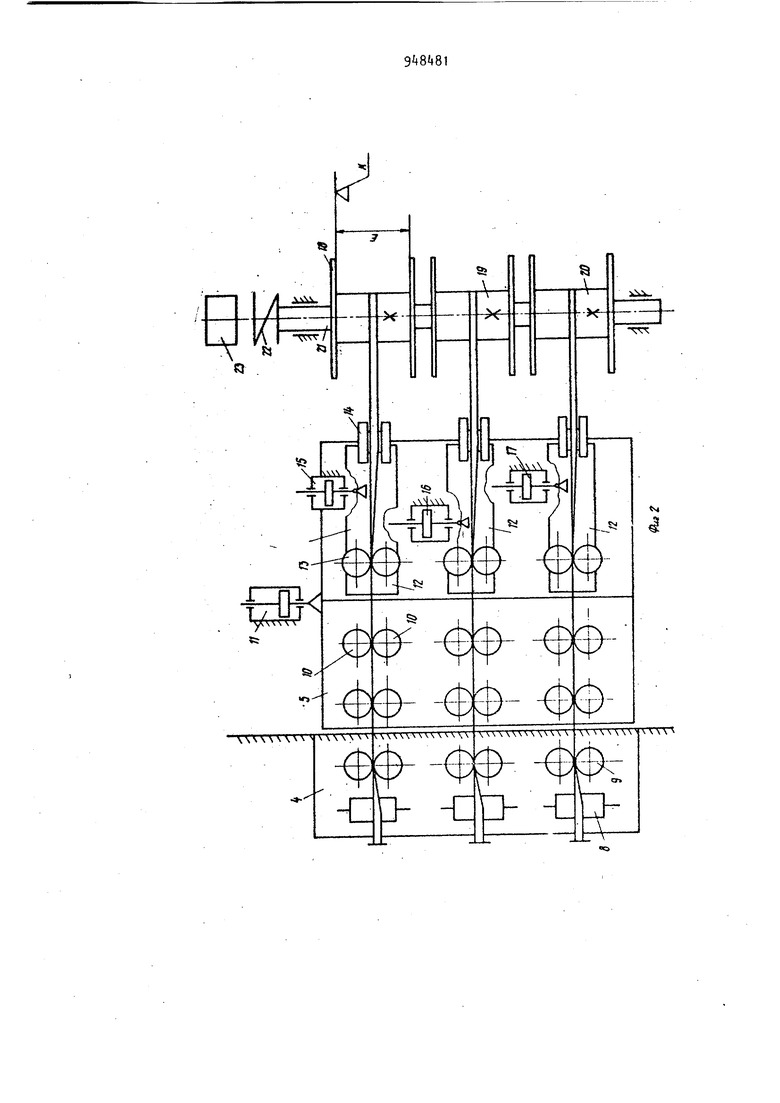
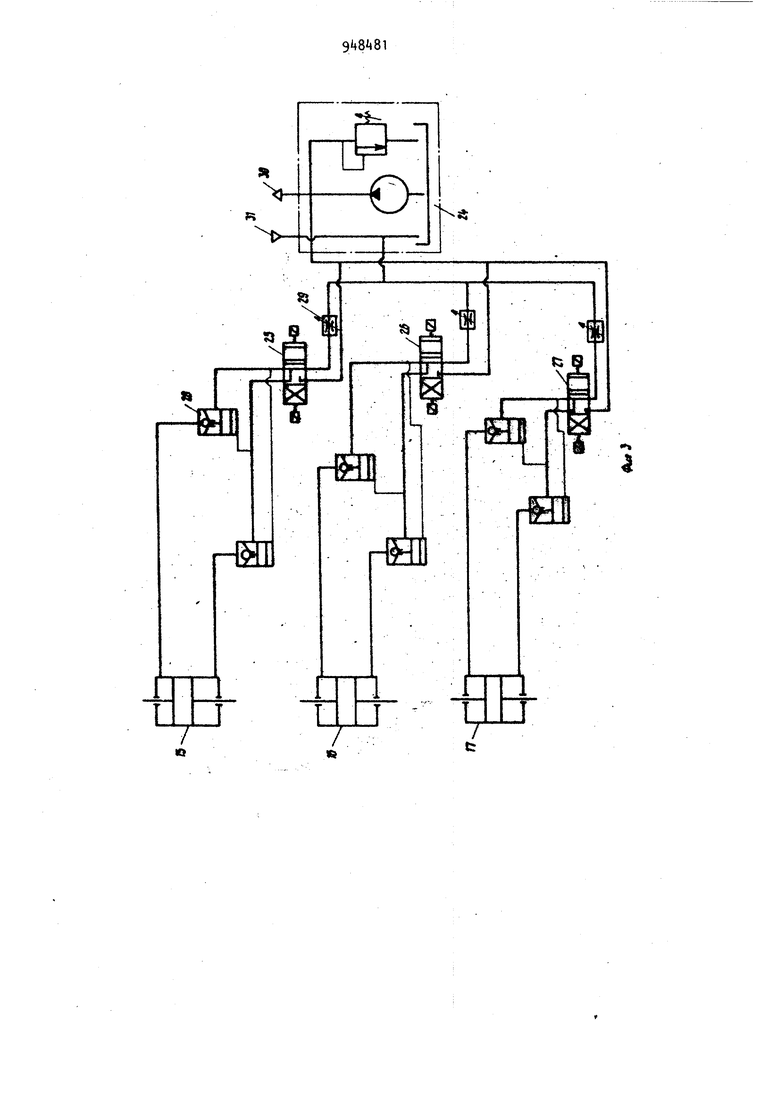
На фиг. 1 показан общий вид агрегата (вид сбоку); на фиг. 2 - общий вид узла намотки (вид в плане); на фиг.З показана система управления гидроцилиндром изменения шага намотки каждой нитки; на фиг. k - система управления цилиндром гидроукладчика.
Агрегат состоит из трех основных частей - участка размотки А, технологической части Б и участка смотки В.
Разматыватель 1 предназначен для крепления катушки с лентой (или проволокой) . Отклоняющий ролик 2 смонтирован над разматывателем и направляет прокат по оси агрегата.
Механизм 3 обработки проката представляет собой набор ванн, например, для электрохимического обез)киривания, промывки и сушки.
Участок смотки, в свою очередь, состоит из стационарного механизма кантовки Ц, подвижной каретки 5 гидроукладчика, гидравлического механизма 6 индивидуального управления шагом намотки каждой нитки проката и моталки 7
Направление движения проката в ai регате принято по стрелке на фиг. 1.
Стационарный механизм кантовки выполнен в виде горизонтальных отклоняющих роликов 8 и вертикальных отклоняющих роликов 9 для каждой нитки проката.
Гидроукладчик представляет собой подвижную каретку 5 на которой смонтированы вертикальные направляющие ролики 10. Каретка гидроукладчика получает возвратно-поступательное движение от поршневого гидроцилиндра 11, смонтированного стационарно на фундаменте.
В направлении движения гидроцилиндра 11 на каретке 5 подвижно смонтированы гидравлические механизмы 6 индивидуального управления шагом намотки, каждый из которых содержит ползун 12; на котором смонтированы вертикальные направляющие ролики 13 и горизонтальные ролики . Условно, для примера,в агрегате показано, что
обрабатывается прокат в три нитки. Каждый гидравлический механизм индивидуального управления шагом намотки получает возвратно-поступательное движение соответственно от поршневых гидроцилиндров 15-17. При этом штоки гидроцилиндров шарнирно прикреплены к ползунам 12, а корпуса гидроцилиндров стационарно закреплены на каретке 50 На моталке для каждой нитки проката предусмотрены соответственно катушки 18-20. Рабочая ширина катушки равна величине Е. Все катушки насажены на общий вал 21, который
5 через муфту 20 получает вращение от электродвигателя 23. Полный ход гидроцилиндров 11, 15-17 превышает величину Е. Система управления поршневыми гидроцилиндрами изменения шага намотки (фиг. 3) вклочает в себя насосную станцию 2, питающую поршневые гидроцилиндры 15-17 и установленную стационарно; трехпозиционные гидрораспредепители с электромагнитным управ, пением 25-27, которые управляют реверсивными движениями гидроцилиндров и с помощью шести гидрозамков 28, установленных на. каждой полости гидроцилиндров, обеспеч ают фиксированную
д остановку ползунов в любом положении в пределах хода гидроцилиндра. В качестве гидрозамка 28 применен управляемый обратный клапан. В сливной линии каждого гидрораспределителя установлен регулятор потока 29, посредством которого обеспечивается заданная скорость ползуна.
Линии 30 и 31 представляют собой линии нагнетания и слива, идущие к системе управления гидроцилиндром 11 гидроукладчика (фиг. ). Схема управления гидроцилиндром состоит из трехпозиционного гидрораспределителя 32 с двумя электромагнитами 33 и З, двух KOHeMHbfx выключателей 35 и 36, регулятора потока 37. Посредством последнего вручную устанавливается скорость перемещения гидроцилиндра 11 ;гидроукладчика.
Последовательность работы линии следующая. Катушка с лентой (проволокой), подлежащие обработке в агрегате, устанавливают на разматыватели 1 заправляют через ролики 2 и механизм обработки проката 3. Далее заправляю через ролики 9, Ю 13 и горизонтальный ролик Т. Перед тем как закрепить концы лент на катушках 18-20,, включают гидроцилиндры 11, так чтобы кромка проката касалась внутреннего торца катушки по поверхности д К (фиг, 2). В этом положении гидроцилиндры останавливают. Агрегат готов к работе. Включают электродвигатель 23 и одновременно гидроцилиндр 11 с заданным шагом (который выбарают исходя из ширины ленты, числа оборотов моталки и зазора между витками). Гидроцилиндр совершает возвратно-поступательное движение, в крайних положениях он останавливается автоматически при помощи конечных выключателей 35 и 36.
В процессе намотки, по мере роста диаметра катушки, как показала практика,имеют место сбои. Тогда профиль намотки на катушке отличается от цилиндрического (провалы на середине катушки, утолщения у торцов и др.). Эти сбои, в частности, связаны:
с разницей в исходной кривизне проката;
с погрешностями срабатывания механизмов в крайних положениях в момент реверса;
с разницей в толщине проката в каждой нитке.
В данной конструкции, для ликвидации сбоев на любой катушке оператор имеет возможность изменить шаг намотки, выровнять процесс намотки, заполнить более полно катушку у торцов и т.д. Для этого оператор, не останавливая процесса намотки, включает, например, поршневой гидроцилиндр 16 (обслуживающий катушку № 2).
Преимущества предложенного агрегата:
-упрощается конструкция катушек; при этом достаточно у всех катушек выдержать только один размер Е. Это важно при большом количестве катушек;
-сокращаются габариты агрегата и его вес;
-так как смена катушек ведется блоками по несколько штук сразу, сокращается вспомогательное время, а производительность увеличивается;
- оператор имеет возможность в гвобой момент ликвидировать сбои при намотке; при этом повышается качество намотки. Последнее важно для последующих операций, например, при волочении уменьшается обрывность ленты.
Формула изобретения
10
s обработки проката, механизм спиральной намотки с катушкой и гидроукладчиком с подвижной кареткой, отличающийся тем, что, с целью повышения производительности и качества намотки, он снабжен гидравлическими механизмами индивидуального управления шагом намотки каждой нитки проката, стационарными и подвижными механизмами кантовки нитки проката, а также вертикальными направляющими роликами, при этом упомянутые гидравшческие механизмы, подвижный механизм кантовки и вертикальные ролики установлены на подвижной
Q каретке гидроукладчика.
k. Агрегат поп. 2,отличаю5 щ И и С Я тем, что система управления поршневым гидроцилиндром выполнена в виде связанных между собой насосной станции, трехпозиционного гидрораспределителя с электроуправлением, регулятора скорости и двух гидрозамков.
Источники информации, принятые во внимание при экспертизе
5
с. 368-370.
№ 110557, кл. В 21 С 7/Q, О .05-57 (прототип).
Г
3«
х
г
ц
Х32
я
HzK
-4fv j/
&аг.
