Изобретение относится к оборудованию для переработки полимерных материалов, в частности к производству легких металлических конструкций типа трехслойных профилированных панелей с пенопластовым заполнителем.
Целью изобретения является повышение производительности и снижение эксплуатационных затрат.
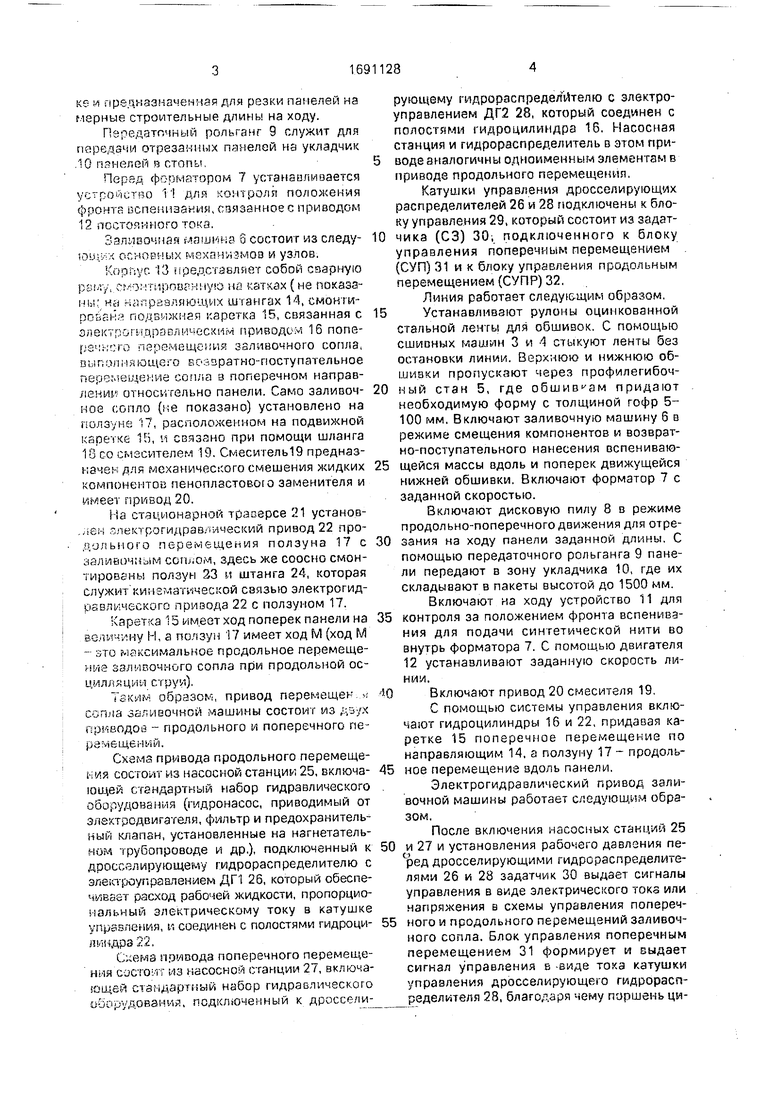
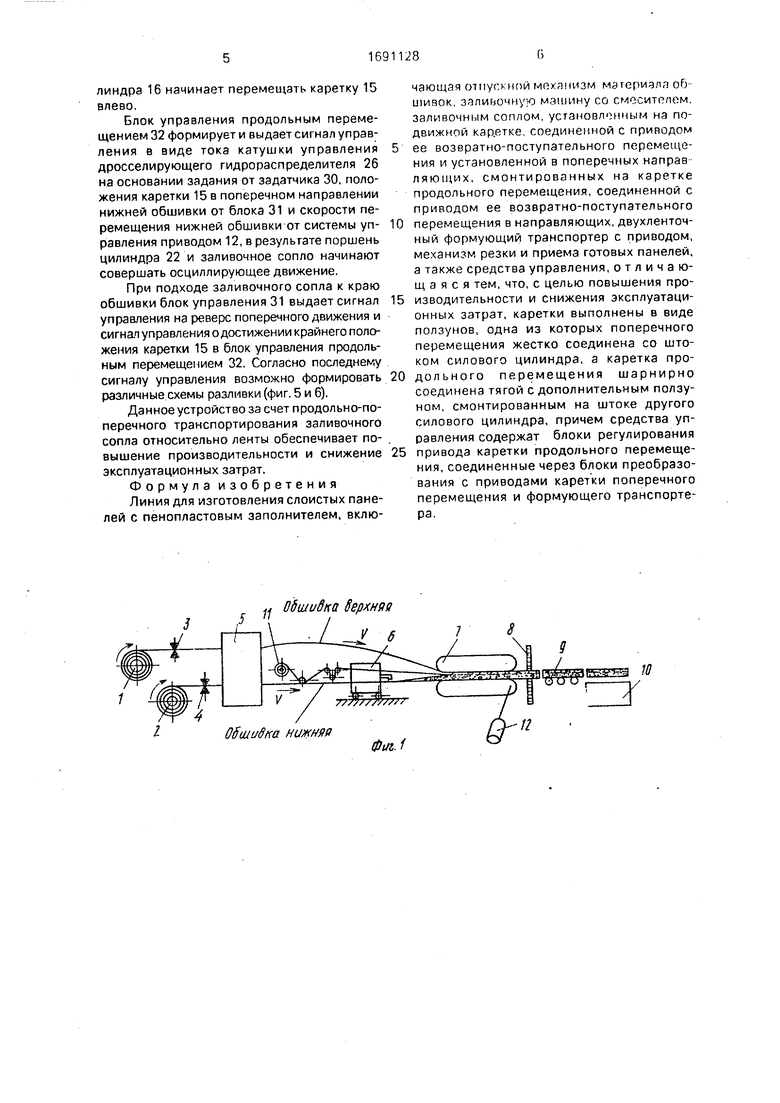
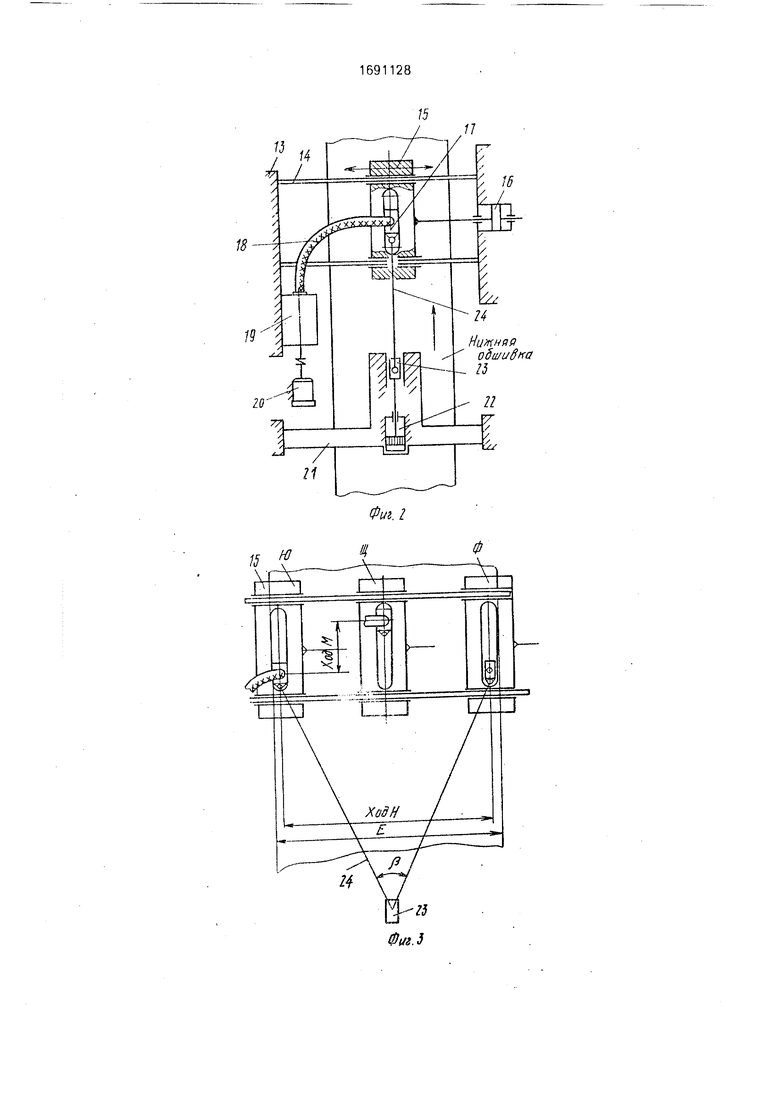
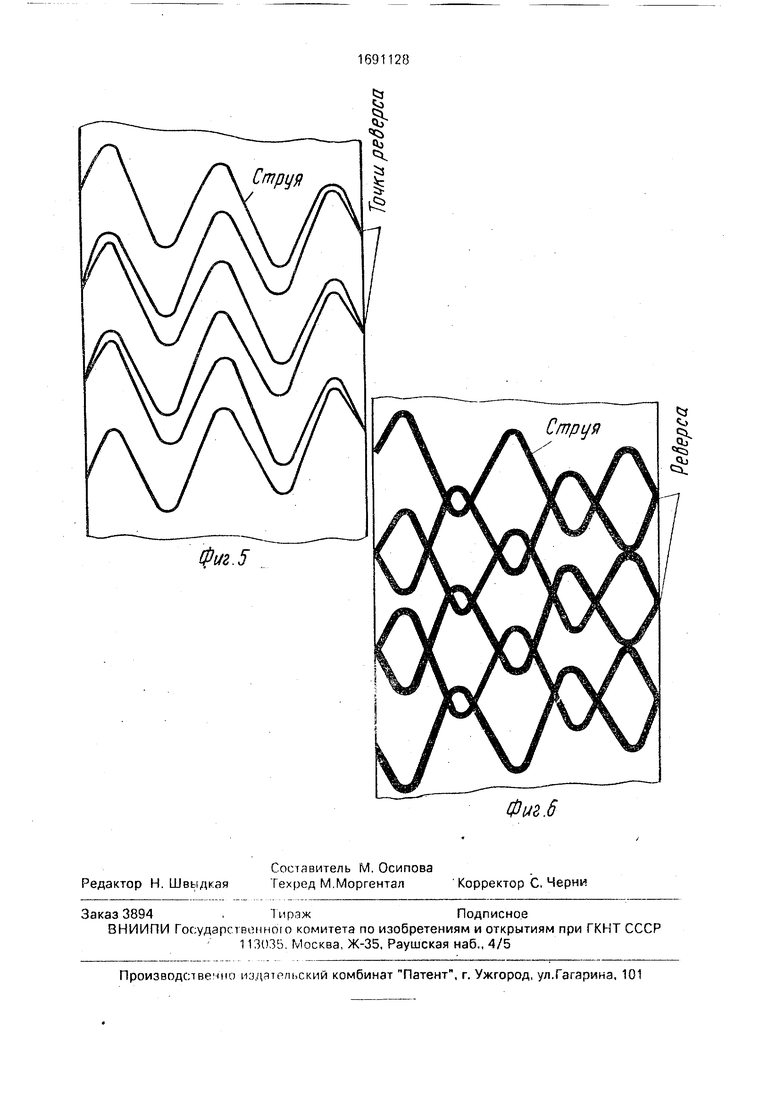
На фиг. 1 показана линия, общий вид; на фиг. 2 - заливочная машина, общий вид; на фиг. 3 - положения заливочной головки в процессе заливки; на фиг. 4 - схема управления линии; на фиг. 5 и 6 - схемы разливки композиции.
Линия (фиг. 1) включает установленные по ходу технологического процесса бобины 1 и 2 рулонного полосового проката с горизонтальной осью размотки верхней и нижней обшивок, сшивные машины 3 и 4 для стыковки полос, поступающих с бобич 1 и 2. профилегибочный стан 5 для непрерывной профилероаки верхней и нижней обшивок, заливочную машину 6, форматор 7. выполненный в виде двухленточного транспортера, предназначен для непрерывной формовки панелей, осуществляет процесс отверждения пенопласта.
В хвостовой части линии установлена дисковая пила 8, смонтированная на каретю ш
к и предназначенная для резки панелей на мерные строительные длины на ходу.
Передаточный рольганг 9 служит для передачи отрезанных панелей на укладчи.к Ю п нелей ч СТОПУ
Перэд форматором 7 устанавливается уетрО 1отгсо 11 для о 1троля положения фронта йспенизания. связанное с приводом 12 постоянного тока.
Заливочная глаилчча 6 состоит из следу- оиь основных механизмов и узлов.
К(рауг. 13 представляет собой сварную р-нл/, энгирпврчмую на катках (не показаны- на -.а.-рзэляющих штангах 14, смонж- роькн.-1 по.УБчжнап каретка 15, связанная с олектропщрзпли леским приводов 16 попе- f;S iJ-;r:ro перО Мещения заливочного сопла, випуппяющего возвратно-поступательное перемещение сопла з поперечном направлен № относительно панели. Само заливочное сопло (не показано) установлено на ползуне; 17, расположенном на подвижной карелке V,, и связано при помощи шланга 10 со смэсителем 19, Смеситель 9 предназначен для механического смешения жидких компонентой пенопластовою заменителя и имеет привод 20.
На стационарной траверсе 21 установ- .ен ле о-рогидрэвлический привод 22 продольного перемещения ползуна 17 с лаливочп м сети.ом, здесь же соосно смонтированы ползун 23 и штанга 24, которая служит кинематической связью электрогид- иавл.ч&ского привода 22 с ползуном 17.
харетка 15 имеет ход поперек панели на ао иг-г/ну н, а ползун 17 имеет ход М (ход М - зто максимальное продольное перемеще- яиг заливочного сопла при продольной ос- цмляяции струи),
Тзкям образом, привод перемещен - сопла о&г-ивочной машины состоит из дз/х приводов - продольного и поперечного перемещений.
Схема привода продольного перемеще- i-.ия состоит из насосной станции 25, включающей стандартный набор гидравлического оборудования (гидронасос, приводимый от электродвигателя, фильтр и предохранительный клапан, установленные на нагнетатель- чом трубопроводе и др.), подключенный к дросселирующему гидрораспределителю с эпектроуправлением ДП 26, который обеспечивает расход рабочей жидкости, пропорциональный электрическому току в катушке управления, к соединен с полостями гидроци- Ш :пдрз22,
Сиема привода поперечного перемеа е- Hi/ш cjCTO-ir из насосной станции 27, включающей стандартный набор гидравлического ооо удования, подключенный к дросселирующему гидрораспределителю с злектро- управлением ДГ2 28, который соединен с полостями гидроцилиидра 16. Насосная станция и гидрораспределитель в этом приводе аналогичны одноименным элементам в приводе продольного перемещения.
Катушки управления дросселирующих распределителей 26 и 28 подключены к блоку управления 29, который состоит из задат0 чика (СЗ) 30, подключенного к блоку управления поперечным перемещением (СУП) 31 и к блоку управления продольным перемещением (СУПР) 32.
Линия работает следующим образом,
5 Устанавливают рулоны оцинкованной стальной ленты для обшивок, С помощью сшионых машин 3 и -1 стыкуют ленты без остановки линии. Верхнюю и нижнюю обшивки пропускают через профилегибоч0 ный стан 5, где обшивкам придают необходимую форму с толщиной гофр 5- 100 мм. Включают заливочную машину 6 в режиме смещения компонентов и возвратно-поступательного нанесения вспениваю5 щейся массы вдоль и поперек движущейся нижней обшивки. Включают форматор 7 с заданной скоростью.
Включают дисковую пилу 8 в режиме продольно-поперечного движения для отре0 зания на ходу панели заданной длины. С помощью передаточного рольганга 9 панели передают в зону укладчика 10, где их складывают в пакеты высотой до 1500 мм. Включают на ходу устройство 11 для
5 контроля за положением фронта вспенивания для подачи синтетической нити во внутрь форматора 7. С помощью двигателя 12 устанавливают заданную скорость линии.
Q Включают привод 20 смесителя 19.
С помощью системы управления включают гидроцилиндры 16 и 22, придавая каретке 15 поперечное перемещение по направляющим 14, а ползуну 17 - продоль5 нов перемещение вдоль панели.
Электрогидраэлический привод заливочной машины работает следующим образом.
После включения насосных станций 25
0 и 27 и установления рабочего давления перед дросселирующими гидрораспределителями 26 и 28 задатчик 30 выдает сигналы управления в виде электрического тока или напряжения в схемы управления попереч5 ного и продольного перемещений заливочного сопла. Блок управления поперечным перемещением 31 формирует и выдает сигнал управления Б -виде тока катушки управления дросселирующего гидрораспределителя 28, благодаря чему поршень цилиндра 16 начинает перемещать каретку 15 влево.
Блок управления продольным перемещением 32 формирует и выдает сигнал управления в виде тока катушки управления дросселирующего гидрораспределителя 26 на основании задания от задатчика 30, положения каретки 15 в поперечном направлении нижней обшивки от блока 31 и скорости перемещения нижней обшивки от системы уп- равления приводом 12, в результате поршень цилиндра 22 и заливочное сопло начинают совершать осциллирующее движение.
При подходе заливочного сопла к краю обшивки блок управления 31 выдает сигнал управления на реверс поперечного движения и сигнапуправления о достижении крайнего положения каретки 15 в блок управления продольным перемещением 32. Согласно последнему сигналу управления возможно формировать различные схемы разливки (фиг. 5 и 6).
Данное устройство за счет продольно-поперечного транспортирования заливочного сопла относительно ленты обеспечивает повышение производительности и снижение эксплуатационных затрат.
Формула изобретения
Линия для изготовления слоистых панелей с пенопластовым заполнителем, включающая отпускной механизм материала of) шияок, заливочную машину со смеситрпем. заливочным соплом, установленным на подвижной кар.етке, соединенной с приводом ее возвратно-поступательного перемещения и установленной в поперечных направ ляющих, смонтированных на каретке продольного перемещения, соединенной с приводом ее возвратно-поступательного перемещения в направляющих, двухленточ- ный формующий транспортер с приводом, механизм резки и приема готовых панелей, а также средства управления, отличающаяся тем, что, с целью повышения производительности и снижения эксплуатационных затрат, каретки выполнены в виде ползунов, одна из которых поперечного перемещения жестко соединена со штоком силового цилиндра, а каретка продольного перемещения шарнирно соединена тягой с дополнительным ползуном, смонтированным на штоке другого силового цилиндра, причем средства управления содержат блоки регулирования привода каретки продольного перемещения, соединенные через блоки преобразования с приводами каретки поперечного перемещения и формующего транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Панель ограждения | 1988 |
|
SU1573118A1 |
| Слоистая панель ограждения | 1983 |
|
SU1158244A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| Слоистая панель ограждения | 1983 |
|
SU1157190A1 |
| Поточная линия для изготовления трехслойных панелей с минераловатным утеплителем | 1988 |
|
SU1653969A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Устройство для изготовления многослойных панелей с утепляющим слоем из пенопластов | 1980 |
|
SU952647A1 |
| Система управления агрегатом производства трехслойных панелей | 1985 |
|
SU1398940A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО СО СМЕННЫМ КУЗОВОМ ДЛЯ ПЕРЕВОЗКИ НАСЫПНЫХ СЕЛЬСКОХОЗЯЙСТВЕННЫХ ГРУЗОВ МАЛОЙ ПЛОТНОСТИ | 2011 |
|
RU2481998C1 |

Изобретение относится к. производству легких металлических конструкций, в частности кровельных и стеновых панелей Цель изобретения - повышение производительности и снижение эксплуатационных затрат. Для этого поточная линия состоит из головной части с узлами размотки и стыковки, профилегиЬочного стана, технологиче ской части в виде заливочнои машины, форматора (двухленточного транспортера) с приводом и хвостовой части для резки и приема готовых панелей. Непрерывную разливку вспенивающихся материалов ведут с одновременным возвратно-поступательным перемещением струи в продольном и поперечном направлениях относительно панели. Для реализации такой осцилляции линия снабжена механизмом продольного возвратно-поступательного перемещения струи и блоком управления которые имеют соответствующие кинематические и Функциональные связи с подвижной карелкой и приводом ее перемещения. 6 ил. сл
Одшидка верхняя
Фш.1
от Ю
fc -р
«5 3 ,
|л
tin
От системы управленца приводом
Фиг.4
Фиг.6
| Патент ФРГ № 3318392, кл | |||
| Солесос | 1922 |
|
SU29A1 |
