Известные в промьт,1енности диффузионные ножи обычно изготлвливаются фрезе|)опа11ием передней части стальной пластины или 1нтамгюг кон. При этом используется то.тько заточенная часть ножа, а основная масса металла идет в отходы. Изготовление такнх ножей возможно лии1ь на сиециализированных заводах.
.1агаемыГ1 диффузионный нож от.гичается от известных тем, что он вхгюлнеи из последовательно устанав:ливаемых в ножевой раме горизонтальной заточенной нластипы и закрепленной иеред ней гребенчатой части, набранной иа онравку из отдельных тонких с заточенно кромкой пласткиок с нрок,; адками, соответствуюьдими задаиноп 1нирине стружки.
Такая конструкция сборного ножа позволяет изготавливать ножи пе.тосредственно на сахарных заводах. Кроме того, раздельное использование горизонтальной и вертикальной режуншх кромок позво.гяет многократную заточку их под минимальным углом, что способетв)ет увеличению производительнон улучпрению качества
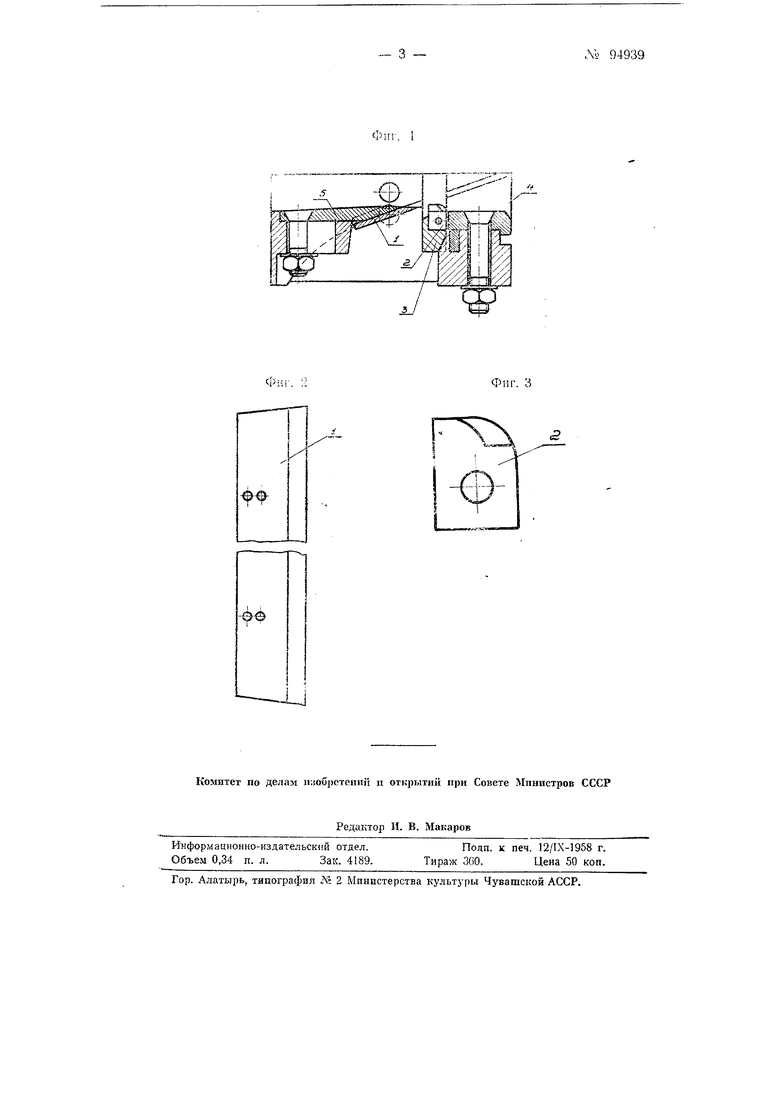
1 изобрал ен вид преддиффузпонного ножа
фиг. 2-горизонтальная
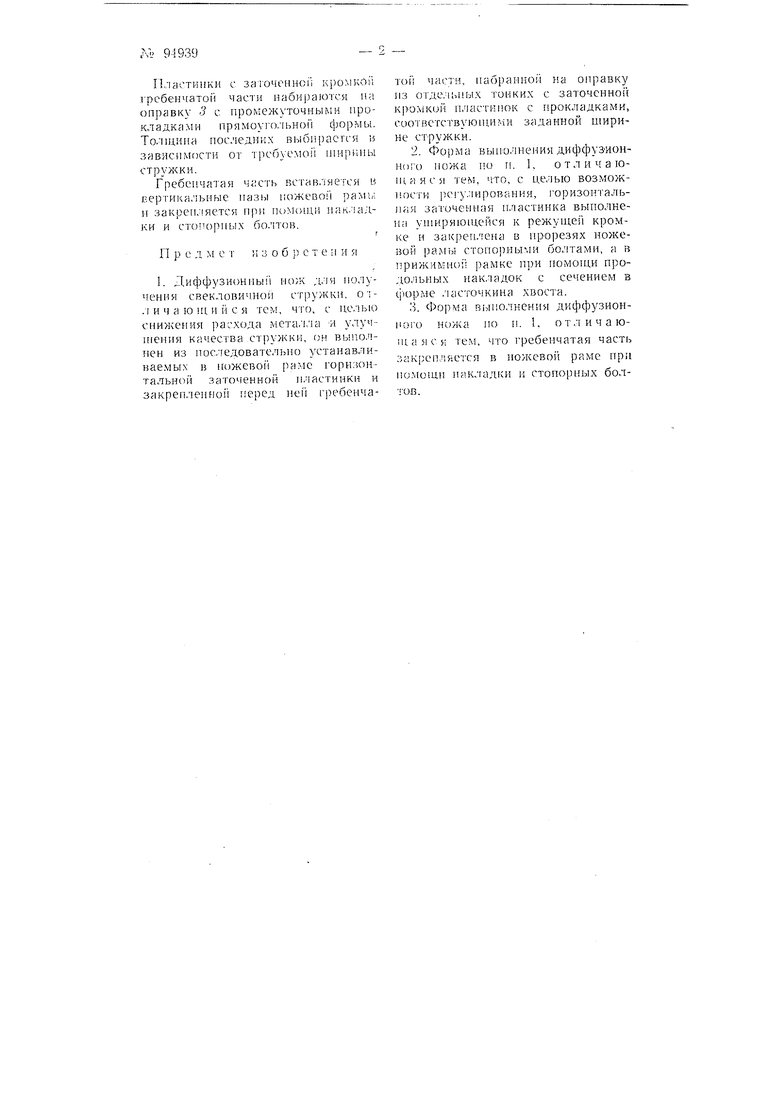
пластинка и на фиг. 3-
заточенной кромкой.
11 зедлагаемь)й диффузионный нож представляет собой систему из 2 типов ножей: горизонтальной заточепной пластинки / н гребенчато части, состояще из тонких, с заточенной кромкой пластинок 2, иабранных на оправку 3. Ири этом роль лезвия (пера) ножа выполняет н.частинка /, а роль ребер-гребенчатая -racTij.
Го эизонтальная н.частинка 1 выполпепа с прямолинейным лезвием, заточенным по задней плоскости. В плане пластинка имеет трапецеидальную форму. Ее заводят и крепят в прорезях ножевоГ рамы 4 стопорными болтами.
К пластинке / крепятся заклепками продольные накладки с сечениями в виде ласточкина хвоста, которыми она входит и устойчиво удерживается в пазах прижимной рамки о.
Пластинки с загоченнсГ KjJOMKoii рсбенчато | части наби|шются lu, оправку 3 с промежуточными прокладками прямоуго/ibHoii 4ормы. ,ииа последних выб1 расгся к зависимости от требуемой nu-iptuihi стружки.
Гребепчатая встав,тяегся и г-ертикя. пазы пожевоГ ралИг, и закрепляется при noMon.ui пак.1адки и стопорных болтов.
П р с д м е т и 3 о б }) е т е ;i и я
1. 11иффузионпып нож для получения свекловично11 стружки. Ol.1ичаю цийся тем, что, с целью снижения 11асхода мета,1,1а i улучигения кач,ества спружки, {;н выполнен из последовательно устанавливаемых в ножевой аме гориз(1нтальной заточенной н.частинкн и закренлеино перед iieii 1ребенчаTOI части, паоранкоп на оправку из отде.чьных тонких е заточенноГ{ кромкой пластинок с гфокладками, соответствующими заданной ширине стружки.
2. Форма выполнения диффузиоиП()о ножа ио Г. 1, отличаюН1г1яся тем, что, с целью возможности рсгу.шровання, горизонтальпая заточенная пластинка выполнена уширяющейся к режущей кромке и закреп.гена в прорезях ножевой рамы стопориыли болтами, а в прижим рамке нри иомои 1,и продольных накладок с сечением в форме .часточкина хвоста.
о. Форма вьшолнения диффузионного ножа по п. 1, отличаюni а я с я тем, что гребенчатая часть зак)епляется в ножевой раме при НОМО1ЦИ иак.гадки и стонорных болIOB.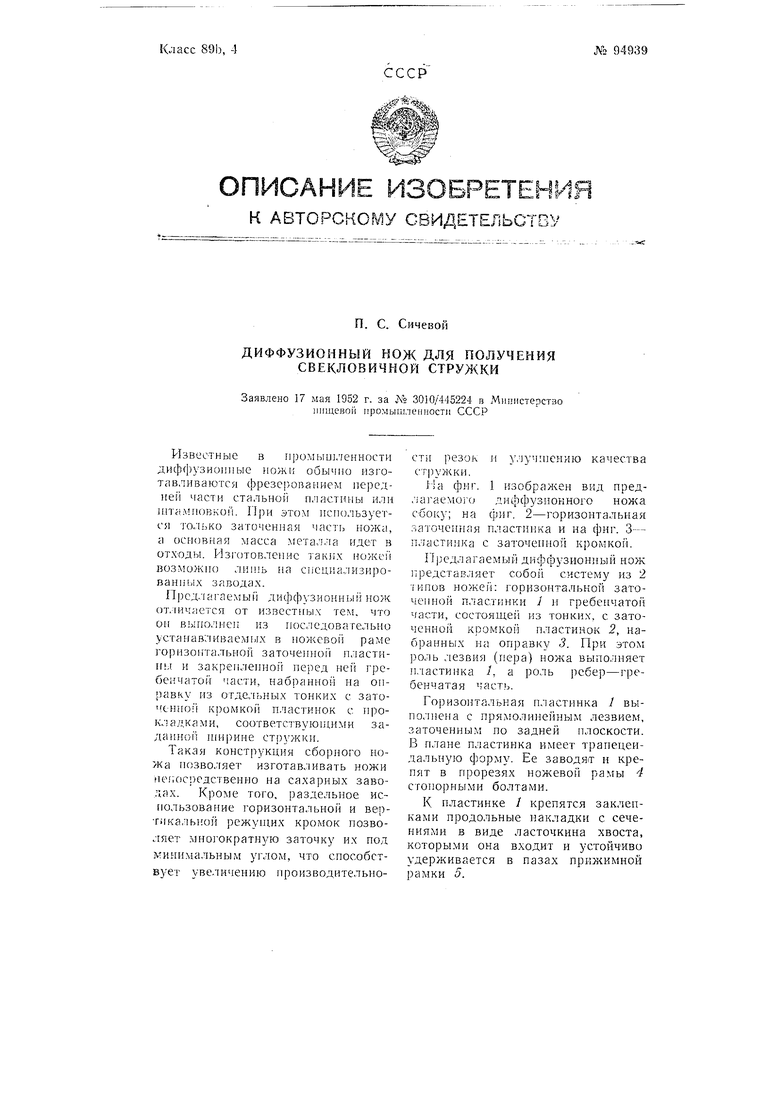
| название | год | авторы | номер документа |
|---|---|---|---|
| Диффузионный нож для получения свекловичной стружки | 1957 |
|
SU110890A2 |
| Диффузионный нож для получения свекловичной стружки | 1954 |
|
SU99336A2 |
| Диффузионный нож для получении свекловичной стружки | 1953 |
|
SU96912A2 |
| Диффузионный штампованный нож | 1949 |
|
SU77818A1 |
| Диффузионный штампованный нож | 1951 |
|
SU94108A2 |
| Устройство для электроплазмолиза свекловичной стружки | 1953 |
|
SU100624A1 |
| Центробежная свеклорезка | 1956 |
|
SU108447A1 |
| Видоизменение карусельного ткацкого станка с несколькими одновременно работающими челноками | 1928 |
|
SU19151A1 |
| Режущее устройство к центробежным корнерезкам | 1976 |
|
SU591509A1 |
| ЦЕНТРОБЕЖНАЯ СВЕКЛОРЕЗКА | 1960 |
|
SU133416A1 |