Для надежного электри4еско о контакта между телом щетки и гибким токоведущим проводом щеточной арматуры сквозное отверстиг li тг.лс шстки, куда кренится кабель, до;|/кно бьиь (;л;гд -:емо.
При существующих способах омеднения в стационарных гальванических ваннах омедняются не только внутренняя поверхность отверстия, но также и наружные плоскости щетки, погруженные в электролит.
Омеднение наружных поверхностей щетки имеет ряд производственных и эксплуатационных недостатков, пз которых основными являются непроизводительный расход меди, так как приходится покрывать поверхность в о-б раз ббльн1ую. несбход1|;,0. п допо,г;пцтельная операция по спятню слоя меди для придапия щетке товарного вида.
Для устранения этих недостатков, обеспечиваемого омеднением только внутренней поверхности сквозного отверстия щетки, согласно изобретению, медный электрод помещается внутри омедняемого герметизированного отверстия щетки, заполняемого электролитом.
Устройство для осуществления предлагаемого способа выполнено в внде стола с отверстиями, покрытого резиновой уплотняющей прокладкой; через отверстия в столе и через прокладку пропущепы проволочные аноды, располагающиеся по оси отверстий в щетках. Щетки прижимаются к столу эксцентриковыми зажимами, используемыми одновременно для подвода тока к телу щеток, служащих катодами.
Для омеднения .щеток различной толщины стол выполнен подъемноопускным.
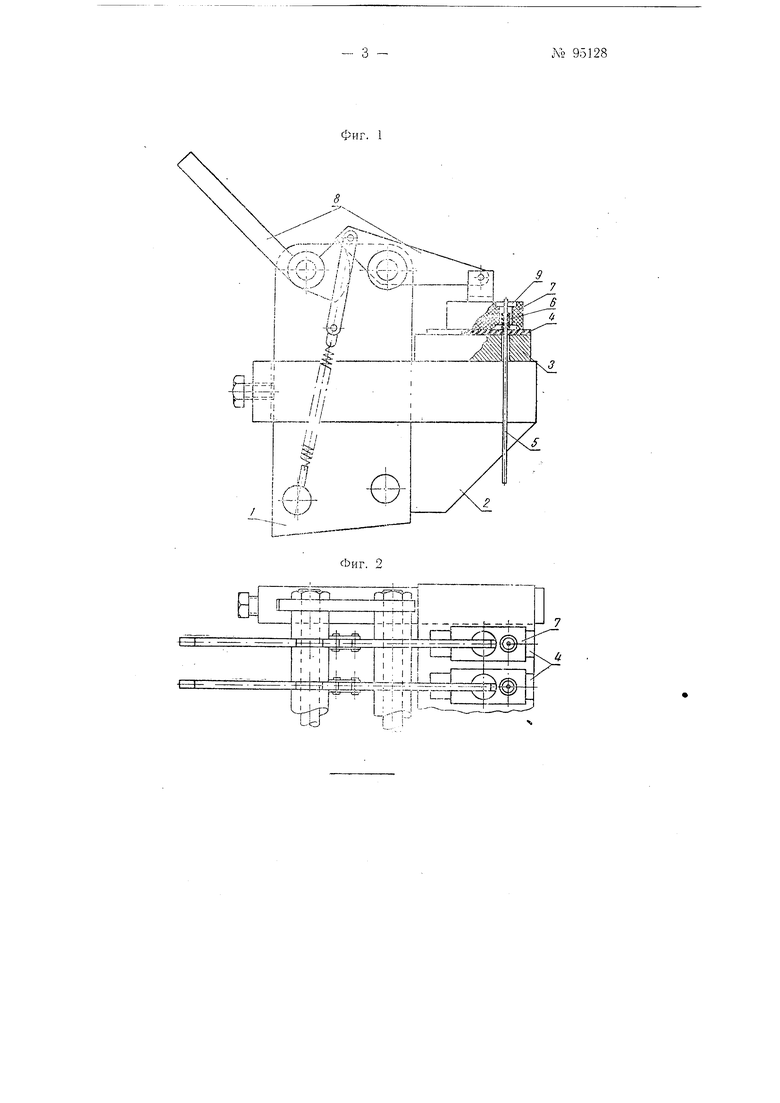
Фиг. 1 пзоб1)ажает предлагаемое устройство для электролитического о.меднения отверстий щеток (вид сбоку) к фиг. 2-то же устройство (вид сверху).
На станине / расположено подвижное, основание 2 стола 3, допуекающее регулировку подъема для омеднения щеток различной толщины. На столе 3, выполненном из эбонита или другого подобного изоляционного материала, свободно лежит прокладка 4 из мягкой эластичной резины толщиной 5-6 мм. Сквозь отверстия в столе сЗ и в резиновой прокладке 4 пропущен снизу медный проволочный анод 5, плотно обжимаемый резиной. Высота анода над резиновой прокладкой определяется высотой омедняемой щетки. На анод 5 сверху надевается изоляционная трубка 6, занимающая от анода. Щетка 7 омедняемым отверстием надевается на цзоляционную трубку 6 так, чтобы выемка под токоведущий провод была вверху, и эксцентриковым зажимом 8 прижимается к резиновой прокладке, что устраняет утечку электро.чита 5, заливаемого в сквозное отверстие щетки. Анод постоянно присоединен к источнику питания. Ток к щетке, являющейся катодом, подается через эксцентриковый зажим 8 в момент ее закрепления в приспособлении. При снятии щеток электролит стекает в ванночку, расположенную под приспособлением, и после корректирования может быть использован вновь. Производительность установки определяется количеством анодов и, соотрртгтреп:но. кп.ппчгствслг токоподводящих зажимов. При предлагаемом способе омеднения электролит должен иметь в 2,5-3 раза меньшую концентрацию, чем Б обычных стационарных ваннах. Как указывалось выше, предлагаемый способ обеспечивает омедвысотынение то.чько тех поверхностей щеток, которые являются рабочими и омеднение которых, следовательно, ействительно необходимо. Этим достигаются экономия меди, уменьшение брака как по омеднению, так и по предварительной механической обработке, экономия электроэнергии и производственных площадей. Вместе с тем устраняется опасность отслаивания омедненного слоя от щеток и попадания меди на коллектор, чем гарантируется безаварийная эксплуатация шеток. Предмет изобретения 1.Способ электролитического омеднения внутренней поверхности отверстий щеток, отличающийс я тем, что, с целью уменьшения расхода меди и устранения операции по очистке от омеднения наружных п.яоскостей щетки, медный анод помещают внутри омедняемого герметизированного отверстия щетки и последнее заполняют электролитом. 2.Устройство для осуществления способа по п. 1, о т л и ч а 1о ш е ес: я тем, что оно выполнено в виде стола с отверстиями, через которые и через наложенную на него уплотНЯЮН1УЮ прокладку пропущены проволочные аноды, располагаю, шиеся по оси отверстий устанавливаемых на стол щеток, прижимаеЛ1ых к нему эксцентриковыми зажимами, используемыми одновременно для подвода тока к телу щеток, служапи-ix катодами. 3.Форма выполнения устройства по п. 2, отличающаяся тем, что для обеспечения возможности омеднения щеток различной толпд,ины стол выполнен подъемно-опускным.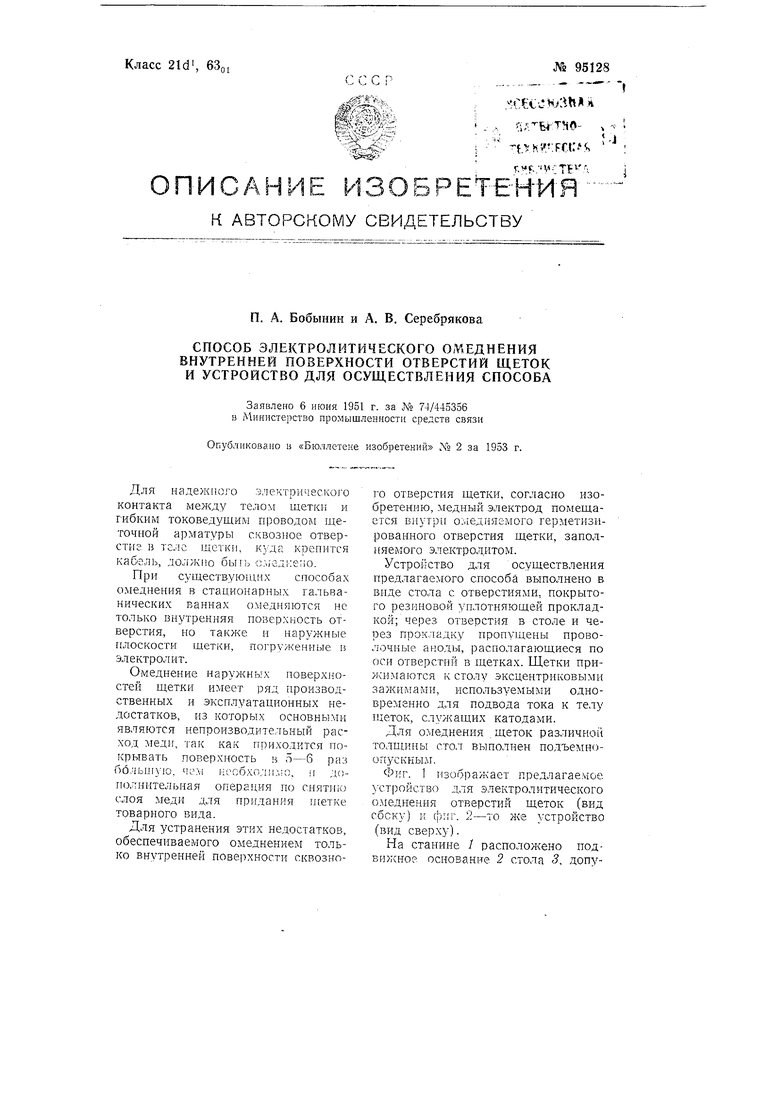
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выявления структуры наплавленного металла | 1975 |
|
SU583388A1 |
| Аппарат для механического передвижения и погружения стеклянных изделий в серебрильные и другие ванны | 1931 |
|
SU35981A1 |
| Способ соединения токоведущего провода с электрощеткой | 1977 |
|
SU654994A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА ДЛЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2003 |
|
RU2244612C2 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| Способ одностороннего горячего лужения жести в рулонах и устройство для его осуществления | 1954 |
|
SU101701A1 |
| НЕПОЛЯРИЗУЮЩИЙСЯ ЭЛЕКТРОД СРАВНЕНИЯ | 2020 |
|
RU2745017C1 |
| ЭЛЕКТРОД АНОДНОГО ЗАЗЕМЛЕНИЯ | 2005 |
|
RU2291226C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОДОРОДА И КИСЛОРОДА | 1999 |
|
RU2156832C1 |
| БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2012 |
|
RU2521866C2 |