(54) АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Арматурный стержень периодического профиля | 1982 |
|
SU1174542A2 |
| Арматурный стержень периодического профиля | 1986 |
|
SU1325151A1 |
| Арматурный стержень периодического профиля | 1987 |
|
SU1446253A2 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2001 |
|
RU2201818C1 |
| Арматурный стержень периодического профиля | 1980 |
|
SU885495A1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2016 |
|
RU2680153C2 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Арматурный стержень периодического профиля | 1981 |
|
SU953139A1 |
| Арматурный стержень периодического профиля | 1984 |
|
SU1188287A2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
1
Изобретение .относится к арматурным элементам, предназначенным для армирования железобетонных конструкций.
Известен арматурный стержень периодического профиля, выполненный с чередующимися между собой утоньшениями в виде шеек и буртиками с шагом, равным 1,5-2 диаметра стержня, причем буртики имеют квадратное сечение по продольной оси стержня, а диаметр шейки равен,0,6-0,8 диаметра стержня 1.
Недостатком этого арматурного стержня является его малая несушая способность, так как поперечное сечение стержня значительно ослаблено в местах его утоньшений в виде шеек.
Наиболее близким к изобретению является арматурный стержень периодического профиля, содержаший на поверхности противоположно размешенные продольные ребра и расположенные по винтовой линии наклонные ребра 2.
Недостатком этого арматурного стержня является неравномерное охлаждение его поверхности, так как на поверхностях стержня, примыкаюших к ребрам, образуются
застойные зоны потока охладителя, что приводит к снижению механических свойств арматурного стержня.
Цель изобретения - повышение механических свойств арматурного стержня путем 5 улучшения условий охлаждения при термической обработке.
Эта цель достигается тем, что в арматурном стержне периодического профиля, содержашем на поверхности противоположно но размешенные продольные ребра и расположенные по винтовой линии наклонные ребра, концы каждого наклонного ребра выполнены с плавными отгибами в направлении продольной оси стержня, которые расположены с зазором по отношению к 15 продольным ребрам.
Радиус отгибов наклонных ребер составляет 1/10-1/12 длины этого ребра, а зазор между отгибами наклонных ребер и продольными ребрами составляет 0,5-1,5 2Q ширины продольного ребра.
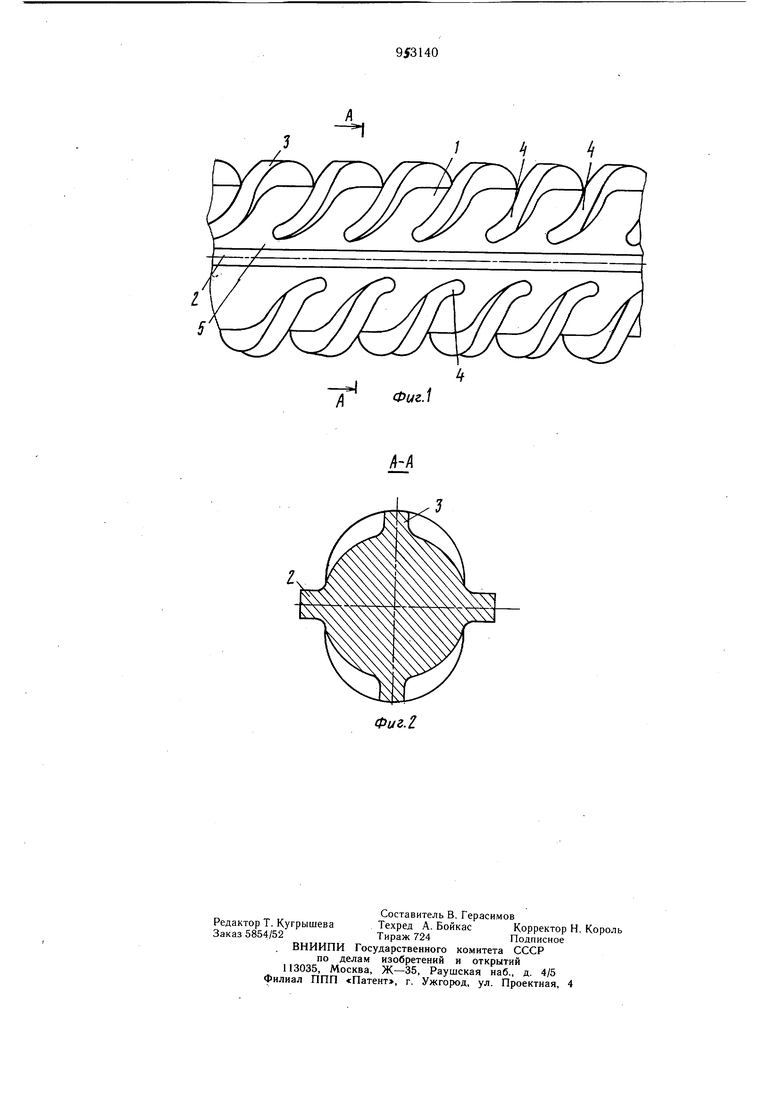
На фиг. 1 изображен арматурный стержень, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Арматурный стержень 1 содержит на поверхности противоположно размешенные
продольные ребра 2 и расположенные по винтовой линии наклонные ребра 3, концы которых выполнены с плавными отгибами 4 в направлении продольной оси стержня 1 и расположены с зазором 5 по отношению к продольным ребрам 2. Радиус отгибов 4 составляет 1/10-1/12 длины наклонных ребер 3, а зазор 5 составляет 0,5-1,5 ширины продольных ребер 2.
Выбранный диапазон значений радиуса отгибов наклонных ребер обусловлен возможными предельными смешениями оправки фрезы относительно центра калибра на валке при фрезеровании наклонных, канавок.
Зазор между продольными и наклонными ребрами обеспечивает свободное прохождение охладителя вдоль продольных и наклонных ребер, что исключает образование застойных зон за наклонными ребрами, вызываюших неравномерное охлаждение, которое приводит к короблению и растрескиванию арматурного стержня, а также неравномерности механических свойств и площади поперечного сечения по его длине. Увеличение зазора более 1,5 ширины продольного ребра приводит к снижению уровня сцепляемости профиля с бетоном из-за уменьшения значения коэффициента охвата, характеризуюшего долю параметра, на котором расположены наклонные ребра. Уменьшение зазора менее 0,5 ширины продольного ребра затрудняет прохождение охладителя между продольными и наклонными ребрами.
Выполнение наклонных ребер с плавно изогнутыми отгибами в направлении оси стержня и зазором между продольными и наклонными ребрами позволяет при термическом упрочнении в потоке стана горячей прокатки, осуществляемом в камере охлаждения потоком охлаждающей жидкости, направленной против движения проката или в направлении его, потоку охладителя плавно огибать каждый элемент поверхности профиля, охлаждает все элементы с одинаковой интенсивностью.
Периодический профиль стержня может быть прокатан в двухвалковом калибре прокатного стана. При этом для получения зазора между продольными и наклонными ребрами не требуется никаких специальных
изменении в технологии прокатки и изготовления валков. Для получения зазора необходимо сместить ось оправки, в которой установлен инструмент для фрезерования наклонных канавок, эксцентрично относительно ручья калибра валка.
При фрезеровании наклонных канавок на ручье калибра валка, образующих наклонные ребра на поверхности стержня при прокатке, из-за переменного радиуса полукруглого ручья калибра значение линейной скорости точек на поверхности фрезеруемой канавки также переменное, . что приводит к изменению скорости подачи и направления резания при постоянной линейной скорости вращения фрезы и ее ориентации относительно обрабатываемой поверхности. Поэтому при фрезеровании наклонных канавок на ручье происходит изгиб канавки в местах выходы фрезы на поверхность бочки валка.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 398727, кл. Е 04 С 5/03, 1971.
