Изобретение относится к Области обогащения полезных ис опаемых и может бглть использовано при разработке и внедрении автоматизированных систем -управления флотационным технологическим процессом.
Известен способ управления процессом флотации путем изменения реагентного режима в зависимости от качественно-количественных параметров пульпы и от содержания полезного компонента в исходном питании 1.
Известен также способ управления мно гостадийным процессом флотации, включающий основную стадиальную, межстадиальную и перечистную стадий флотации, основанный на измерении содержания металла в руде, промежуточных продуктах,перечистной и основной стадий флотации, концентрате и хвостах ина изменении расхода реагентов, пропорционально содержащего металла в руде. 2.
Целью изобретения является повышение точности управления за счет стабилизации количества пульпы питания основной стадиальной флотации.
Цель достигается тем, что измеряют объем чернового концентрата основной стадии флотации, объем промежуточных продуктов, объем исходной пульпы, определяют соотношение объемов промежуточных продуктов к объему исходной пульпы и последовательно изменяют скорость пеногонов и положение шиберов на основной стадиальной флотации,поддерживая величину найденного соотношения объемов и объема чернового концентрата основной ста10дии флотации постоянной.
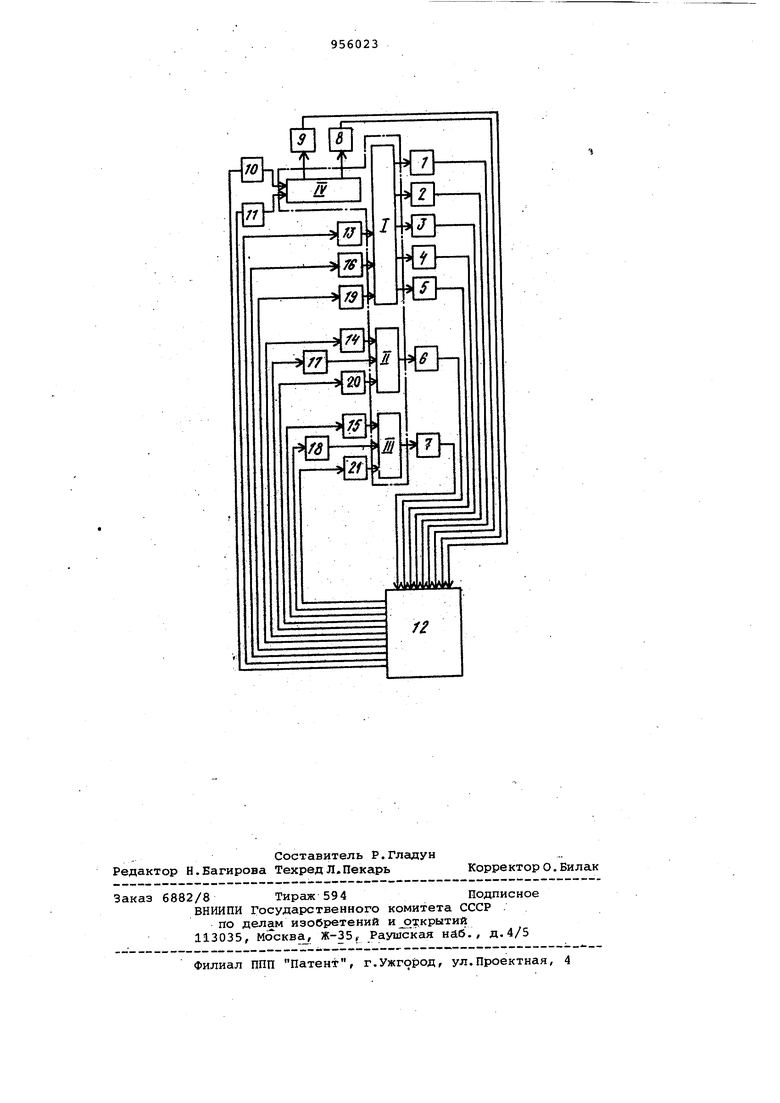
На чертеже приведена структурная схема устройства управления.
Система управления стадиальным процессом флотации, включающим первую
15 (t), вторую (II) и третью (III) стадии флотации и перечистные операции (IV), содержит индукционные расходомеры соответственно 1 и 2 - промпродукта, 3 - количества руды, 4, 5, 6,
20 7 и 8 и 9 - содержания металла в продуктах операций, устройства 10 и 11 регулирования уровня пульпы перечисток , управляющую вычислительную машину 12, устройства 13, 14 и 15 реаген25тных питателей, устройства 16, 17 и 18 регулирования, устройства 19, 20 и 21 регулирования скорости пеносъе.ма.
Частные критерии эффективности для операции определяются из уравнений
30 материального баланса при условии. что расчетное .количество металла С Т I ( подлежащего выпуску в ко центрат, должно быть равным фактиче кому количеству металла, выпущенног в концентрат, т.е. jr-fip a-ot-g--©,. где у - плотность; ot, р, ©- содержан металла в соответствующих продуктах В этом случае уравнения материального баланса для 1-ой, 2-ой и 3перечисток.е-Таб У Р 1--Т4- Ч Т-, .. путем некоторых преобразований и за ны |i Haf|bp примут, вид - (р-У1®. Ta-Pi - p 3- i tf4-r a r-| j)t8j94 Аналогично составляются уравнения связи по потокам. Эффективность процесса будет тем выше, чем меньше количества металла будет возвращаться из последующих операций в предыдущи при условии, что объем материала V ходится в пределах Vja . Для перечистных операций: (ор), (opt). VK, (.optr. Для основных и контрольных опера ций, r.(optj, Частные критерии 3, согласуются с общим критерием эффекти ности (5 , mi п. Их числовые зна чения находятся в прямой зависимости от аккумуляции металла. Оптимизация процесса достигается в том случае, если обеспечивается минимальная акку муляция металла в процессе при переработке руд с данными характеристик ми и заданным качеством концентрата Для расчета критериев оптимизации используются данные измерения КРФ-13 (содержание металла и плотность) и индукционных расходомеров в соответСТВУКВДИХ ТОЧКс Х. В период технологической оптимизации процесса обогащение были найдены оптимальные параметры промпродуктов, величины которых для исходно руды с содержанием 0,9-1,9% составили:содержание полезного компонента в хвостах основной стадии флотации О,8 1,0%, контрольной 0,7-0,9%, хвостах флотации 0,13-0,18%, хвостах М-ой стадии О,28-0,35, объем чернового концентрата I стадии плотности, равной 12-15%, 60-70 м/ч, хвосты 1-ой перечистки 70-80 MV4, хвосты 2-ой перечистки и т.д. Эти значения определены как заданные, oтkлoнeния от которых приводят к накоплению металла в операциях и нарушению процесса в целом. Автоматическими средствами осуществляется контроль за изменением параметров промпродуктов в исходной руде. Определяются их отклонения от згщанных, вычисляются значения управляющих воздействий по точкам, формируется совокупность сигналов на регулирующие устройства, призванные свести рассогласование между фактическими значениями параметров промпродуктов и их заданными величинами к нулю. Система автоматического управления, реализующая способ, работает следующим образом. . Датчиками 3, 4 и 5 измеряется количество руды, поступающей на флотацию, содержание металла в руде и хвостах I-ой стадии и передается в управляю- , щую вычислительную машину (УВМ), где Вычисляются значения управляющих врздействий на 1-ую стадию по зависимосТЯМ ,(i)t1l, где ViLn.- з,н ачение i-ro управлякацего воздействия на текущем шаге управления;а сСд количество руды и содержание металла в ней, а - коэффициент связи. ; Если содержание металла в хвостах 1-ой стадии превышает его оптимальное значение, то вычисляются приращения значений .управляющих воздействий д. (е п -в Еп-13)+к(0,,ор1) (г), где Д.п - значение приращения i-го управляющего воздействия на текущем шаге управления;,, - содержание металла в хвосa,opt тах 1-ой стадии на текущем, предыдуще.м шагах управления и оптимальное;. KO, KIJ, коэффициенты связи. Затем УВМ вырабатывает сигнал на устройство 13 питателей реагентов. . датчиками 1 и 2 измеряются расходы питания чернового концентрата 1-ой стадии и передаются УВМ, где прсэизводится вычисление приращения значений управляющих воздействий на 1,11 и III стадии с целью.стабилизации указанных расходов. Для стабилизации расхода чернового концентрата приращения управляющего воздействия вычисляются по формуле A.(y,.,Dpt) (iV для стабилизации расхода питания 1стадии, AY..c,,(V Cn3-v opt) (4), где У,П, расход чернового концентрата и питани 1-ой стадии- на гекутем шаге управления; , - оптимальный расход чернового концентр та питания 1-ой стадии. Далее УВК вырабатывает, сигнал на устройства регулирования уровня пул пы и устройства регулирования 16, 1 17, 20, 18 и 21 скорости пеносъема. Датчиками 8 и 9 измеряется содер жание металл а в хвостах перечисток, готовом концентрате и передаются в УВМ, где вычисляются значения приращения управляющих воздействий с ц лью регулирования качества концентрат а. . й.( K5() (S), где(, ( содержание металла, в готовом концентрате н текущем и предыдущем ге управления. (Ьрл при V n jfVnOpt const при V fn) . заданное значение качества готового концен рата на текущем шаге у равления; плановое.значение каче тва готового концентра та; V(,Cn,V,opt - содержание металла в хвостах перечисток на текущем шаге управлени и оптимальное, . Затем УВМ вырабатывает сигнал на устройство регулирования уровн.я пу.пьпы и устройства скорости пеносъема . Датчиком 6 измеряется содержа,чие металла в хвостах второй стадии передается в УВМ, где вычисляются значения управляющих воздействий и приращения к ним для второй стадии: Значения управляющих воздействий вычисляются по формуле :.Гп е. ч), а приращения к ним вычисляются по формуле (2). Датчиком 7 измеряется содержание металла в хвостах III-стадии и передается в УВМ,где вычисляются значения управляющих воздействий и при- ращения к ним на I I I-ей стадии фло- . тации по зависимостям, аналогичным для I1-ой стадии. Использование способа управления процессом флотации позволяет повысить качественные показатели прироста: по извлечению - около 1,6%, качества готового концентрата - 1,2% и сокращ.ения расходов реагентов в среднем на 20%, воды на 20%. Формула изобретения Способ управления многостадийным процессом флотации, включающим основную стадиальную, межстадиальную и перечистную стадии флотации, основанный на измерении содержания металла в руде, промежуточных продуктах перечистной и основной стадий флотации, концентрате и хвостах и на изменении расхода реагентов пропорционально содержанию металла в руде, отличающийся тем,- что, с целью, повышения точности; управления за счет стабилизации количества пульпы питания основной стадиальнойфлотации, измеряют объем чернового концентрата основной стадии флотации, объем промежуточных продуктов, объемисходной пульпы, определяют соотношение объемов -исходной пульпы и последовательно изменяют скорость пеногонов и положение шиберов на основной стадиальной флотации, поддерживая величину найденного.соотношения объемов и объема чернового концентрата основной стадии флотации постоянной; .Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 202021, кл. В 03 D 1/00, 1962. 2.Авторское свидетельство СССР 238646, кл. В 03 D 1/00, 1966 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБОГАЩЕНИЯ КАРБОНАТНО-ФЛЮОРИТОВЫХ РУД И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2259888C1 |
| СПОСОБ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-ЦИНКОВЫХ РУД | 2004 |
|
RU2294244C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ПЕРЕРАБОТКИ ТРУДНООБОГАТИМЫХ СВИНЦОВО-ЦИНКОВЫХ РУД | 2011 |
|
RU2456357C1 |
| СПОСОБ ОБОГАЩЕНИЯ МЕДЬСОДЕРЖАЩИХ ШЛАКОВ | 1997 |
|
RU2130808C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФЛОТАЦИИ | 2005 |
|
RU2286212C1 |
| СПОСОБ ОБОГАЩЕНИЯ КАРБОНАТНО-ФЛЮОРИТОВЫХ РУД | 2017 |
|
RU2646268C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФЛОТАЦИИ МЕДНО-НИКЕЛЕВЫХ РУД | 1998 |
|
RU2132744C1 |
| СПОСОБ ОБОГАЩЕНИЯ ФЛЮОРИТОВЫХ КАРБОНАТСОДЕРЖАЩИХ РУД | 2007 |
|
RU2346749C1 |
| МОДИФИЦИРОВАННЫЙ РЕАГЕНТ ДЛЯ ФЛОТАЦИИ ЦИНКСОДЕРЖАЩИХ РУД ЦВЕТНЫХ МЕТАЛЛОВ | 2012 |
|
RU2496583C1 |
| СПОСОБ ПРЯМОЙ СЕЛЕКТИВНОЙ ФЛОТАЦИИ СВИНЦОВО-ЦИНКОВЫХ РУД | 2019 |
|
RU2713829C1 |