Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке.
Известно устройство для листовой штамповки с испрльаованием электрогидравлического эффекта/ содеркащее энергоноситель, кгнлеру с рабо ей полостью, заполненной1жндкостью, матрицу и разрядные электроды IJi
Недостатком этого устройства является сложность конструкции н эксплуатации, а также высокая себестоимость устройства, обусловленные использованием в процессе штамповки разнородных энергий.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для листовой штамповки жидкостью, содержащее корпус с рабочей полостью, установленную на нем матрицу и гидро- . систему с ;напорной магистралью, в котойю включены обратные клапаны, гидроаккумулятор и гидромультиплика-, тор с полостями высокого и низкого давления 2.
Недостатком этого устройства является большая длительность процесса штс(мповки вследствие малого диапазона регулирования энергии импульсов давления жидкости и скорости заполнения жидкостью объема полости штампа и невозможности получения рабочих импульсов давления высокой скважности.
Целью изобретения является интенсификация процесса штамповки.
Указанная цель достигается тем, что в устройстве для листовой штамповки жидкостью, содержащем корпус
10 с рабочей полостью, установленную на нем матрицу и гидросистему подачи жидкости в рабочую полость с напорной магистралью, в которую встроены обратные клапаны, гидроаккумулятор
15 и гидромультипликатор с полостями низкого и высокого давления, матрица подпружинена относительно корпуса, а устройство снабжено установленной на матрице сменной инерционной массой,
20 а также встроенными в напррную магистраль дозирующим клапаном-пульсатором, соединяющим гидроаккумулятор с рабочей полостью корпуса, напорным клапаном-пульсатором, соединяющим по25лость высокого давления гидромультипликатора с рабочей полостью корпуса, двухпозициоиным распределителем и реверсивным клапаном-пульсатором, соединяющими пЬлости высокого и низкого
30 давления гидромультипликатора.
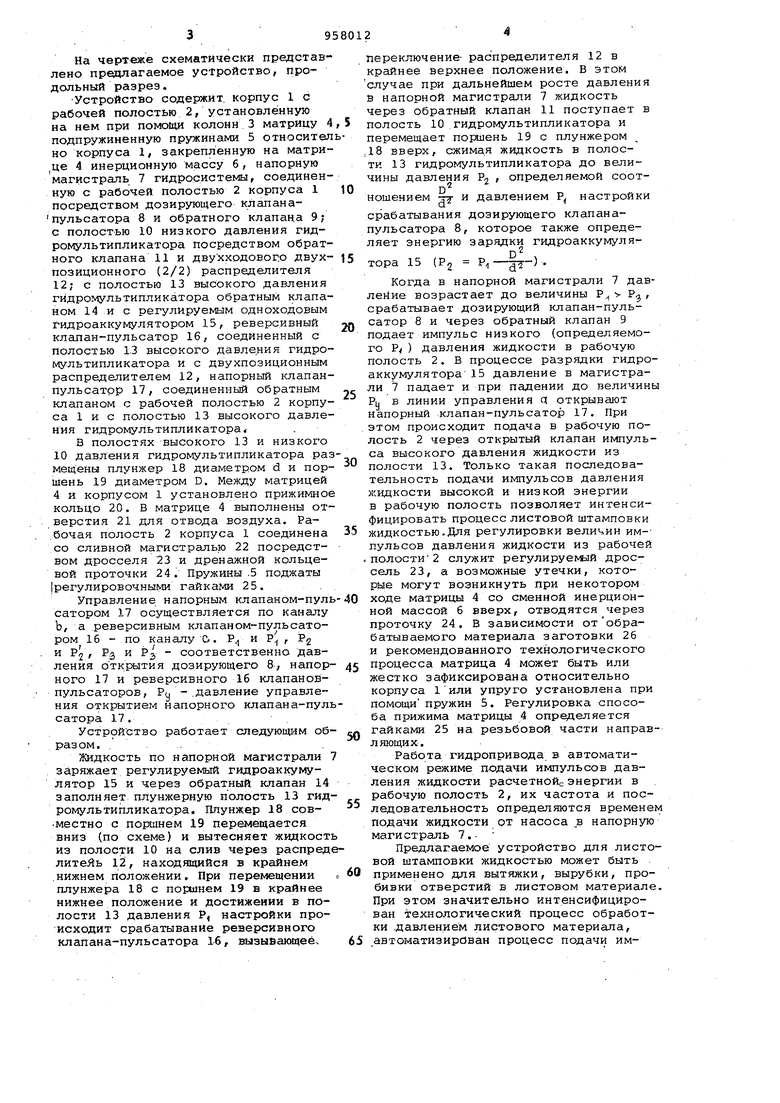
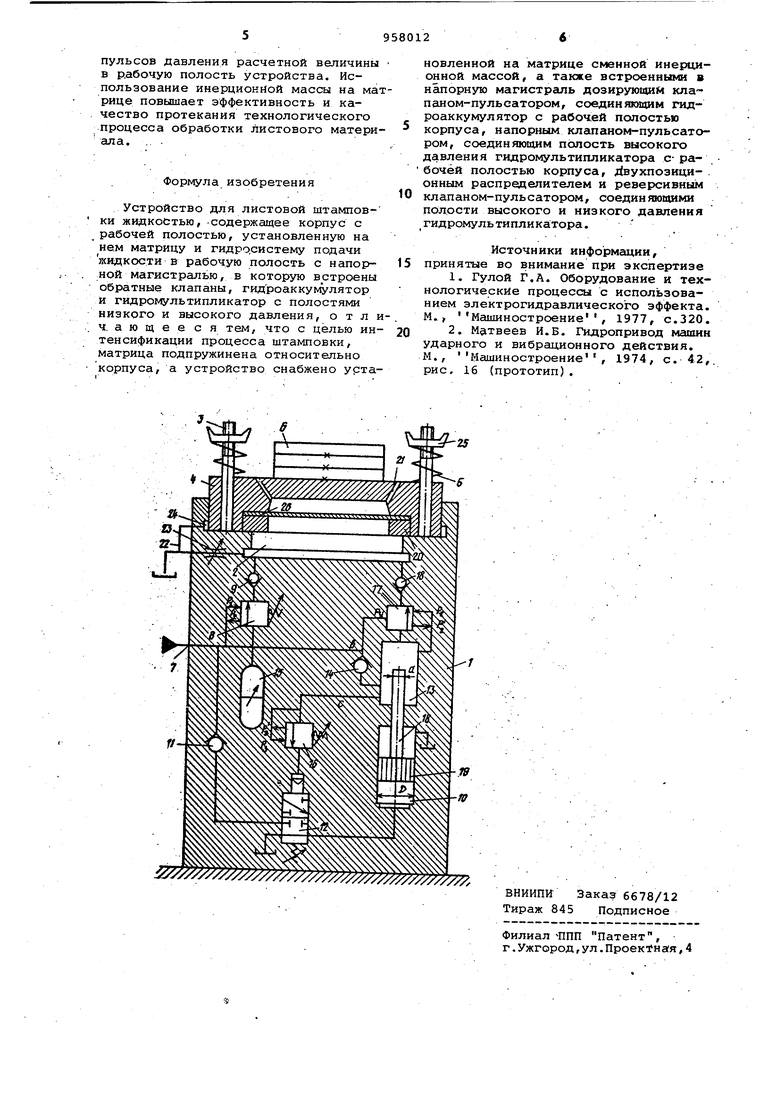
На чертеже схематически представлено пр цлагаемое устройство, продольный разрез .
Устройство содержит, корпус 1 с рабочей полостью 2, установленную на нем при помощи колонн 3 матрицу 4 подпружиненную пружинами 5 относително корпуса 1, закрепленную на матри|Це 4 инерционную массу б, напорную магистраль 7 гидросистемы, соединенную с рабочей полостью 2 корпуса 1 посредством дозирующего клапанапульсатора 8 и обратного клапана 9; с полостью 10 низкого давления гидромультипликатора Посредством обратного клапана 11 и двухходового двухпозиционного (2/2) распределителя 12; с полостью 13 высокого давления гидромультипликатора обратным клапаном 14 и с регулируемым одноходовым Гидроаккумулятором 15, реверсивный клапан-пульсатор 16, соединенный с полостью 13 высокого давления гидромультипликатора и с двухпозиционным распределителем 12, напорный клапанпульсатрр 17, соединенный обратным клапаном с рабочей полостью 2 корпуса 1 и с полостью 13 высокого давления гидромультипликатора
В полостях высокого 13 и низкого 10 давления гидромультипликатора Рэз мещены плунжер 18 диаметром d и поршень 19 диаметром D. Между матрицей 4 и корпусом 1 установлено прижимное кольцо 20. В матрице 4 выполнены отверстия 21 для отвода воздуха. Ра.бочая полость 2 корпуса 1 соединена .со сливной магистралью 22 посредством дросселя 23 и дренажной кольцевой проточки 24. Пружины .5 поджаты регулировочными гайками 25..
Управление напорным клапаном-пуль сатором 17 осуществляется по каналу Ь, а .реверсивным клапаном-пульсатором 16 -по каналу С.. Р и , Pg и Р, РЗ и РЗ - соответственно давления открытия дозирующего 8-, напорного 17 и реверсивного 16 клапановпульсаторов, Р(| - .давление управления открытием напорного клапана-пульсатора 17 .
Устройство работает следующим образом. . . ...
Жидкость по напорной магистрали 7 заряжает регулируемый гидроаккумулятор 15 и через обратный клапан 14 заполняет плунжерную полость 13 гидромультипликатора. Плунжер 18 совместно с поршнем 19 перемещается вниз (по схеме) и вытесняет жидкость из полости 10 на слив через распределитеЯь 12, находящийся в крайнем .нижнем положении. При перемещении плунжера 18 с поршнем 19 в крайнее нижнее положение и достижении в полости 13 давления Р, настройки происходит срабатывание реверсивного клапана-пульсатора 16, вызывающее.
Переключение распределителя 12 в крайнее верхнее положение. В этом случае при дальнейшем росте давления в напорной магистрали 7 жидкость через обратный клапан 11 поступает в полость 10 гидромультипликатора и перемещает пориень 19 с плунжером ,18 вверх, сжимая жидкость в полости 13 гидромультипликатора до величины давления Pj , определяемой соотD
и давлением Р. настройки
ношением
d
срабатывания дозирующего клапанапульсатора 8, которое также определяет энергию зарядки гидроаккумулятора 15 (Pj PI-р-)
Когда в напорной магистрали 7 давлейие возрастает до величины Р. P,j , срабатывает дозирующий клапан-пульсатор 6 и через обратный клапан 9 подает импульс низкого (определяемого Р ) давления жидкости в рабочую полость 2. В процессе разрядки гидроаккумулятора 15 давление в магистрали 7 падает и при пгадении до величин Ру в линии управления а открывают напорный клапан-пульсатор 17. При этом происходит подача в рабочую полость 2 через открытый клапан импульса высокого давления жидкости из полости 13. Только такая последовательность подачи импульсов давления жидкости высокой и низкой энергии в рабочую полость позволяет интенсифицировать процесс листовой штамповки жидкостью.Для регулировки величин им-пульсов давления жидкости из рабочей ПОЛОСТИ2 служит регулируемый дроссель 23, а возможные утечки, которые могут возникнуть при некотором ходе матрицы 4 со сменной инерционной массой 6 вверх, отводятся через проточку 24. В зависимости отобрабатываемого материала заготовки 26 и рекомендованного технологического процесса матрица 4 может быть или жестко зафиксирована относительно корпуса 1или упруго установлена при помощи пружин 5. Регулировка способа прижима матрицы 4 определяется гайками 25 на резьбовой части направляющих.
Работа гидропривода в автоматическом режиме подачи импульсов давления жидкости расчетнойо энергии в рабочую полость 2, их частота и последовательность определяются времене подачи жидкости от насоса в напорную магистраль 7..
Предлагаемое устройство для листовой штамповки жидкостью может быть применено для вытяжки, вырубки, пробивки отверстий в листовом материале При этом значительно интенсифицирован технологический процесс обработки .давлением листового материала, .автоматизирован процесс подачи им
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых деталей с отводами | 1990 |
|
SU1748900A1 |
| Гидромолот | 1979 |
|
SU798233A1 |
| Свайный гидромолот | 1980 |
|
SU912834A1 |
| Система управления гидравлическим прессом с пульсирующей нагрузкой | 1979 |
|
SU1091425A1 |
| Устройство для гидромеханической вытяжки | 1978 |
|
SU1039610A1 |
| Гидромолот | 1979 |
|
SU927902A1 |
| Гидромолот | 1978 |
|
SU767283A1 |
| Гидроимпульсный привод вибропресса | 1989 |
|
SU1697969A1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2004 |
|
RU2258138C1 |
| Стенд для испытания гидроэлементов при динамических нагрузках | 1981 |
|
SU1071829A1 |
