(54) РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ С ОДНОСТОРОННИМ ДОСТУПОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Резьбовое соединение деталей с одностроронним доступом | 1978 |
|
SU721573A1 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| Пропеллерное колесо лопастной гидромашины | 1990 |
|
SU1795143A1 |
| ШАРНИРНОЕ СОЕДИНЕНИЕ ДЕРЖАТЕЛЕЙ РЫЧАЖНОГО ТИПА | 1991 |
|
RU2006695C1 |
| Способ установки болта с натягом | 1990 |
|
SU1751478A1 |
| ЛЕГКОСЪЕМНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ С РАДИАЛЬНЫМ НАТЯГОМ | 2002 |
|
RU2239731C2 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
| УСТРОЙСТВО, ПРЕПЯТСТВУЮЩЕЕ НЕСАНКЦИОНИРОВАННОМУ ИСПОЛЬЗОВАНИЮ | 1999 |
|
RU2194887C2 |
1
Изобретение относится к машиностроению и может найти применение, в частности, в высоконагруженных конструкциях с односторонним доступом.
В машиностроительном производстве, в частности в самолетостроении, широко осуществляют сборку узлов и агрегатов с помощью различных крепежных устройств sc односторонней постановкой стягивающих элементов - болтов и винтов.
Известно резьбовое соединение деталей с односторонним доступом, содержащее установленный в соосных отверстиях соединяемых деталей резьбовой элемент и гайку, размещенную в колпачке, прикрепленном к одной из деталей 1 . В известном соединении соосные отверстия в соединяемых деталях выполняют большего диаметра, чем диаметр устанавливаемого в них -болта, для обеспечения возможности ввертывания его в гайку, т.е. сборка производится только при наличии зазора между болтом и отверстием 1.
Недостатком известного соединения с зазором является то, что они значительно уступают по прочности и герметичности соединениям с посадками натяга. Поэтому при расчете соединения вводят коэффициенты, учи2
тываюшие характер посадки болтов в отверстиях. Так, например, если для болтового соединения с натягом прочность на смятие принимается за , то для болтового соединения с зазором с болтами 5-го клас5 са - 70%. Загрузка болтов, установленных в отверстия с зазором осуществляется неравномерно и неодновременно. Усталостная прочность, а также сопротивляемость коррозии трения болтовых соединений с зазо Q ром ниже, чем у болтовых соединений с натягом, т.е. нагрузочная способность известного соединения невелика. Кроме того, в известном соединении затруднено ввинчивание резьбового элемента в гайку, так как гайка относительно свободно установлена
15 в колпачке.
Цель изобретения - повышение нагрузочной способности соединения и облегчение монтажа последнего. Указанная цель достигается тем, что резьбовое соединение дателей с односторонним доступом, содержащее установленный в соосных отверстиях соединяемых деталей резьбовой элемент и гайку, размещенную в колпачке, прикрепленном к одной из деталей, снабжено пружиной, размещенной между
гайкой и дном колпачка, резьбовойэлемент выполнен полым и установлен в соосных отверстиях соединяемых деталей с натягом, а гайка выполнена в виде стакана под монтажный инструмент.
При этом резьбовой элемент выполнен в виде шпильки и снабжен дополнительной гайкой, навернутой на ее свободный конец.
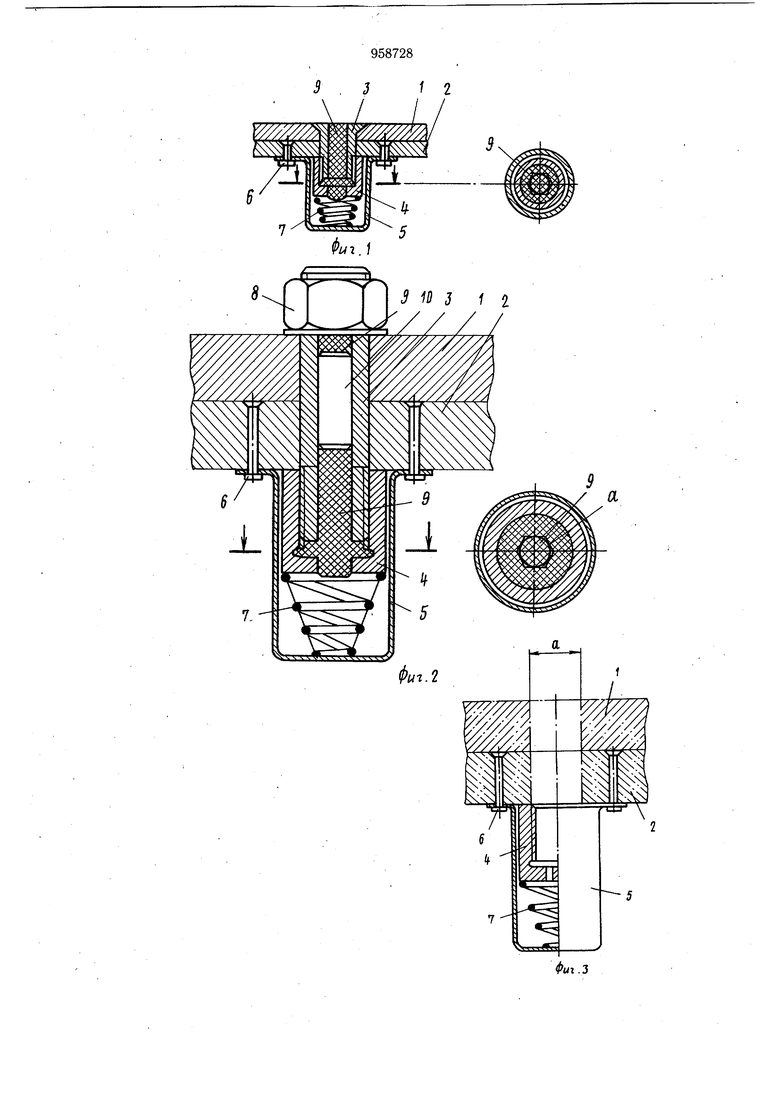
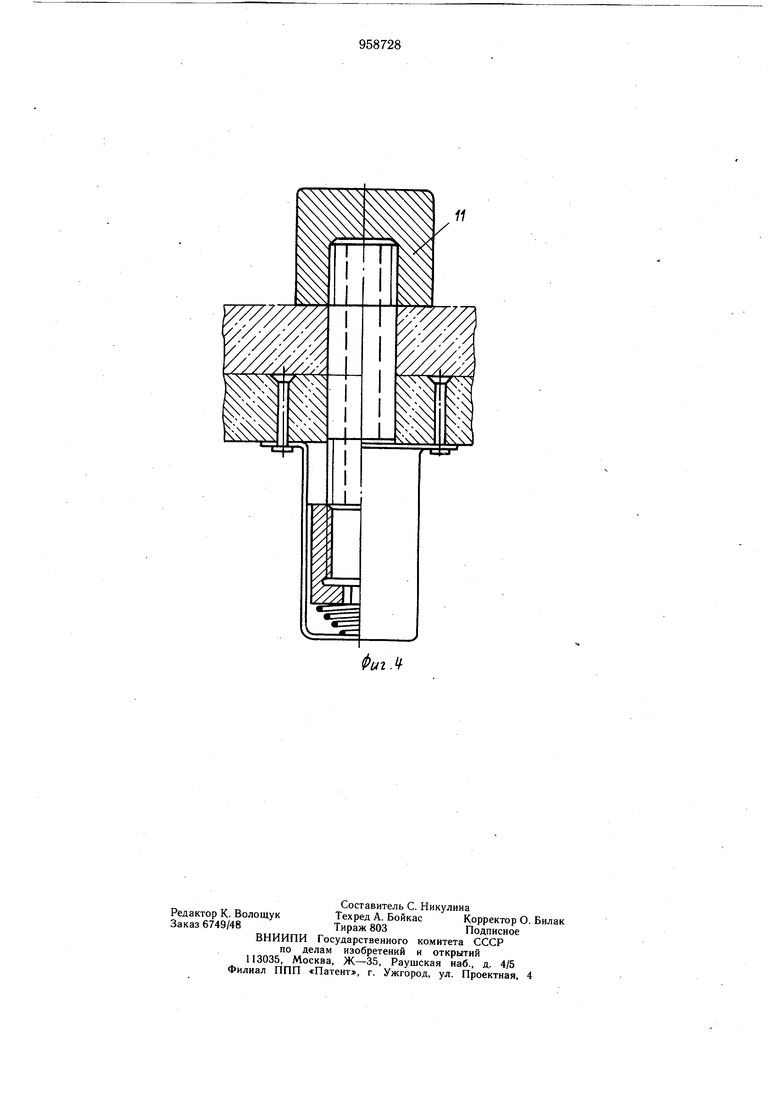
На фиг. 1 изображено соединение деталей при помощи резьбового элемента, выполненного в виде болта; на фиг. 2 - то же, с резьбовым элементом в виде шпильки; на фиг. 3 и 4 показано соединение в процессе монтажа.
Резьбовое соединение деталей содержит установленный с натягом в соосных отверстиях деталей 1 и 2 полый резьбовой элемент 3 и гайку 4, размешенную в колпачке 5, прикрепленном заклепками 6 к соединяемой детали 2. Между гайкой и дном колпачка размещена пружина 7. Гайка 4 выполнена в виде стакана с фигурным отверстием а под монтажный инструмент и установлена в корпачке с возможностью врашения. Резьбовой элемент может быть выполнен либо в виде полого болта с потайной головкой (фиг. 1), либо в виде шпильки с дополнительной гайкой8 (фиг. 2). В отверстии полого резьбового элемента размешен герметик 9 и высокопрочный вкладыш 10.
.Цонтаж соединения осуществляют следующим образом.
В соединяемых деталях сверлят отверстия d под резьбовой элемент диаметром на 0,3-0,4 меньше номинального диаметра. Затем пакет разбирают. С базой на отверстие d сверлят в детали 2 отверстия под заклепки и крепят или колпачок с установленными в нем пружиной и гайкой к детали. Вновь собирают в пакет соединяемые детали, разделывают в них, например разверткой, отверстие d до номинального диаметра второго класса (фиг. 3), запрессовывают в отверстие резьбовой элемент. Для установки шпильки используют монтажную оправку 11, которая предохраняет резьбу от повреждения и обеспечивает точность установки шпильки в отверстие по глубине. Когда при запрессовке передний конец шпильки или болта выходит из,отверстия, то он упирается в гайку, отжимая ее и пружину в крайнее положение (фиг. 4). Затем через полость резьбового элемента вводят в фигурное отверстие гайки торцовой ключ и навинчивают гайку, стягивая детали.
Сборку толстых пакетов и более плотную стяжку соеди1 яемых деталей производят с
помощью полой шпильки и навернутой на ее конец дополнительной гайки (фиг. 2). В этом варианте исполнения выступающая из пакета часть шпильки может быть выполнена не только одинакового диаметра с гладкой частью, как на фиг. 2, но и большего, т.е. щпилька может быть выполнена ступенчатой. При этом резьба на утолщенном конце шпильки, а также на дополнительной .гайке может быть нарезана более силовая. Это позволяет после навертывания гайки произвести очень плотную стяжку толстых соединяемых деталей с помощью дополнительной гайки 8. После установки болта или шпильки их полость заполняют мягким материалом, например, герметиком, а для увеличения прочности в полость может быть дополнительно запрессован вкладыш из высокопрочного материала.
Изобретение позволяет увеличить нагрузочную способность и ресурс соединений в конструкциях с односторонним доступом. Кроме того, исключается необходимость вводить в конструкцию изделий специальные люки для возможности завертывания гаек в труднодоступных местах, что снижает вес и металлоемкость изготавливаемых изделий.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Нормаль Н52-155, Гайки самоконтрящиеся с колпачками для герметизации (прототип).
а
11
Фиг Л
